在实际生产中,有时要求在一个夹紧动作中对几个作用点进行夹紧,有时要求同时夹紧几个工件,有时除了实现夹紧动作外,还需要完成一些其他动作,如先定位后夹紧或夹紧前使压板自行趋近工件,松开时使压板自行退出等,这时可以采用联动夹紧机构。
1.多点夹紧
多点夹紧是由一个作用力,通过一定的机构将这个作用力分解到几个点上对工件进行夹紧。最常用的结构是浮动压头和浮动夹紧机构。图3-49所示为浮动压头的两个例子。夹紧时若只有一个夹紧点与工件相接触,则浮动零件将发生摆动或移动,直至两个夹紧点都与工件相接触,最后将工件均衡夹紧。
当分散的夹紧点相距较远或夹紧方向差别较大时,则需要采用浮动夹紧机构来实现多点夹紧。图3-50a所示为双向多点浮动夹紧机构,它能对工件从两个方向进行夹紧,两个方向上夹紧力的大小由杠杆L1和L2的长度比来决定。图3-50b所示为单向多点浮动夹紧机构,当拧紧螺母1时,钩形压板2压向工件,通过杠杆3使另一钩形压板也同时压向工件,这两个夹紧力是互相平行的。
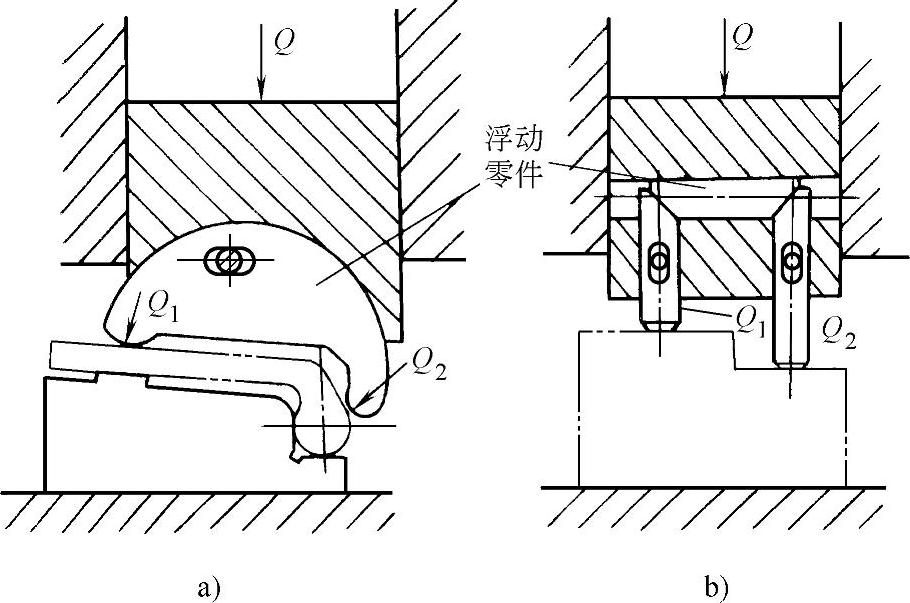
图3-49 浮动压头
a)摆动式浮动压头 b)移动式浮动压头
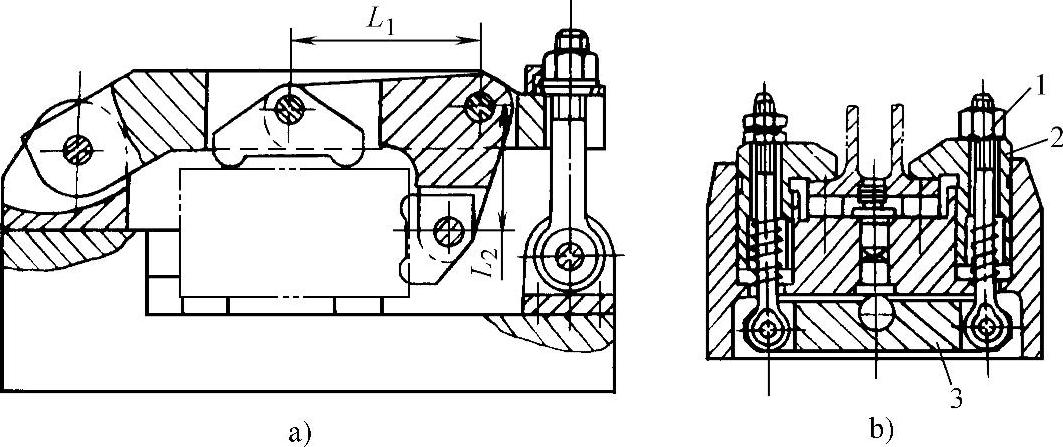
图3-50 多点浮动夹紧机构
a)双向多点夹紧 b)单向多点夹紧
1—螺母 2—钩形压板 3—杠杆
2.多件联动夹紧
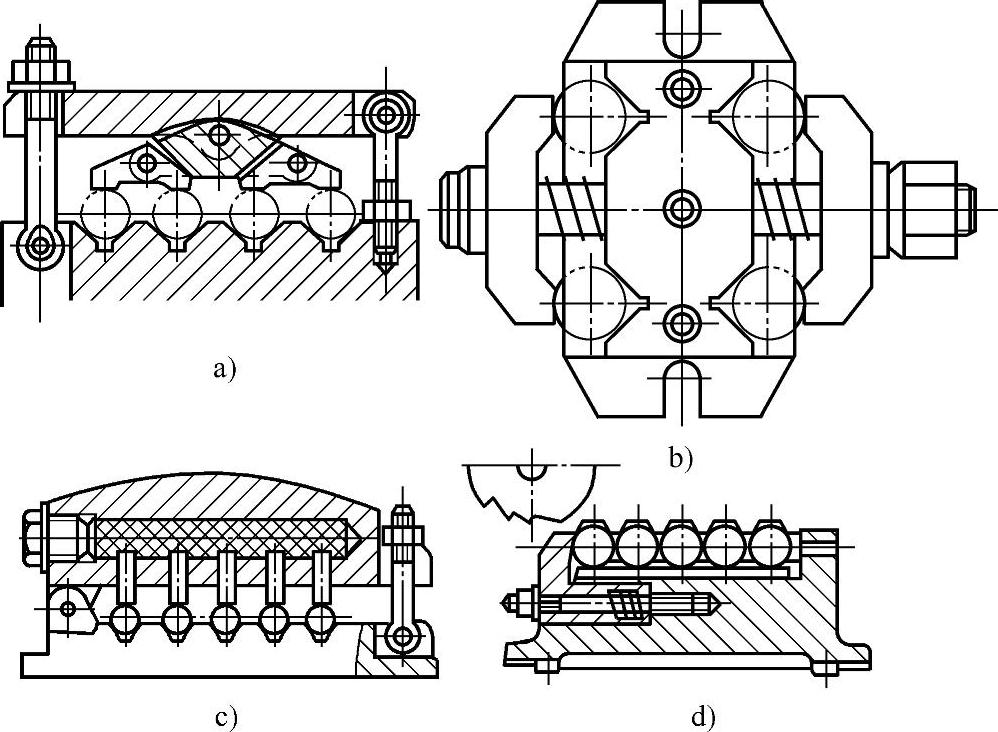
施加一个作用力,通过一定的机构实现对几个工件同时进行夹紧,称为多件联动夹紧。由于同时被夹紧的几个工件尺寸有差异,必须采用浮动夹紧机构。图3-51a所示为一种由螺栓、铰链和压板组成的单向多件联动夹紧机构。由于要实现四个工件同时被夹紧,所以每两个工件用一个浮动压块来压紧,两个浮动压块之间再用一个浮动件来联接,这样用三个浮动件夹紧四个工件。
图3-51b所示为双向多件联动夹紧机构。四个工件分成两排被安放在四个V形块上,每两个工件用一块浮动压板夹紧,而两块浮动压板用一根可轴向移动的螺杆来联接。为增加压板的浮动性,螺杆与压板之间都装有球面垫圈。螺杆与夹具体之间采用键销以防止螺杆旋转。
 (https://www.daowen.com)
(https://www.daowen.com)
图3-51 多件联动夹紧机构
a)单向多件夹紧 b)双向多件夹紧 c)塑性多件夹紧 d)连续式多件夹紧
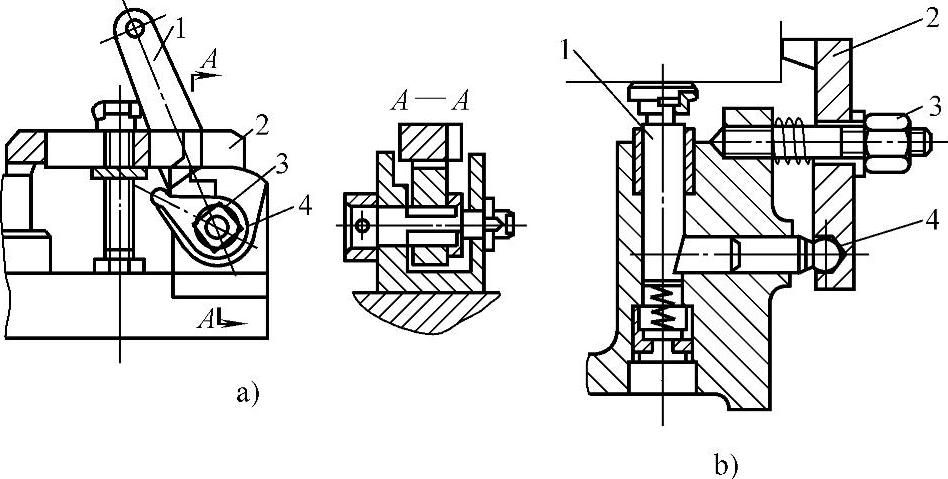
图3-52 联动机构
a)联动压板
1—手柄 2—压板 3—拨杆 4—偏心轮
b)联动支承
1—辅助支承 2—压板 3—螺母 4—锁销
图3-51c所示为塑性多件联动夹紧机构,它是以流动介质为浮动元件来实现多件夹紧的。
图3-51d所示为连续式多件联动夹紧机构。它利用工件本身作浮动件,所以夹具结构比较简单。夹紧力依次由一个工件传至下一个工件,一次可以夹紧较多工件。由于每个工件的两个平面间总是有一定的平行度误差,当工件数量较多时,误差的积累会使夹紧不稳定,在切削振动中导致工件向上拱起而影响加工。
3.夹紧与其他动作联动
图3-52a所示为联动压板,它是在偏心夹紧机构中增加了压板自行趋近和离开工件的功能。当逆时针转动手柄1时,由于拨杆3的头部位于压板2侧面槽中,因此带动压板向左移动趋近工件。当继续转动手柄1时,拨杆3便开始离开压板,而偏心轮4的工作表面顶向压板并逐渐将工件压紧。当手柄顺时针转动时,压板在弹簧的作用下松开工件,继续转动手柄,拨杆3头部进入压板槽而将压板向右移动离开工件。
图3-52b所示为联动支承,它是压板压紧与锁紧辅助支承的联动机构。当工件定位后,辅助支承1在弹簧作用下与工件接触,压板2在螺母3压紧的同时通过锁销4将辅助支承锁紧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





