机床夹具中使用最普遍的是机械夹紧机构,这类机构绝大部分都是利用机械摩擦的自锁原理来夹紧工件的。斜楔夹紧是其中最基本的形式,螺旋、偏心等机构是斜楔夹紧的变化应用。
1.斜楔夹紧机构
如图3-39所示为斜楔夹紧的原理,当外力F将斜楔推入工件与夹具之间后,斜楔对工件产生推力Fw,对夹具产生推力Fz,由于工件与斜楔间、夹具体与斜楔间都存在摩擦力,钢与铸铁的摩擦因数一般为0.1~0.15,当斜楔的升角α=5°~7°时,则斜楔能自锁,即使撤去外力F,工件仍不会放松。
斜楔夹紧有以下特点:

图3-39 斜楔夹紧原理
1)斜楔结构简单,有增力作用,一般扩力比为
ip=Fw/F≤3
升角α越小,增力作用越大。当采用带滚子的斜楔结构时,其扩力比ip可达5。
2)斜楔夹紧的行程小,且受斜楔升角α的影响,增大升角α可加大行程,但自锁性能差。
3)使用手动操作的简单斜楔夹紧时,工件的夹紧和松开都需敲击斜楔的大、小端,因此,单独使用较少。通常都与其他夹紧机构联合使用,以改变夹紧力Fw方向,或作增力机构用。当斜楔结构和气动、液压动力装置或螺旋机构联合使用时,由于作用在斜楔上的动力来自气缸、液压缸或螺旋,所以不必考虑自锁。这时,升角α可增大到15°~30°。
图3-40a所示为一个以气缸作动力的斜楔夹紧机构。由于不必考虑自锁,可采用较大的升角α,因而其工作行程也可加大。当气缸带动斜楔向下运动时,钩形压板在弹簧力推动下向右运动而松开工件。
图3-40b所示为螺旋与简单斜楔相结合的联合夹紧机构。由于不必考虑斜楔自锁,所以升角α可做得较大。当拧紧螺旋时楔块向左移动,使杠杆压板转动压紧工件。当反向转动螺旋时,楔块向右移动,杠杆压板在弹簧力的作用下松开工件。

图3-40 斜楔夹紧机构(https://www.daowen.com)
a)气缸-斜楔夹紧机构 b)螺旋-斜楔夹紧机构
2.螺旋夹紧机构
由于螺旋夹紧机构结构简单,夹紧可靠,所以在机床夹具中得到广泛的应用。图3-41a所示为最简单的螺旋夹紧机构,用扳手拧紧螺钉时,螺钉头部直接作用于工件表面。图3-41b所示为改进后的螺旋夹紧机构,在螺钉头部增设可摆动的压块,这样能保证与工件表面有良好接触,防止夹紧时螺钉带动工件转动,并可避免螺钉头部直接与工件接触而造成压痕。
螺旋夹紧的原理与斜楔相同,可将螺旋看作一个绕在圆柱上的斜面,展开后就相当于斜楔。其扩力比ip远比斜楔大,并能可靠自锁。螺旋夹紧的缺点是夹紧动作慢,装拆工件的辅助时间长,在有些情况下,可采用各种快速螺旋夹紧装置。图3-42a在螺杆上开有螺旋槽和直槽。夹紧时,用直槽快速推近工件,再利用螺旋槽夹紧工件。松开工件时将螺杆转至直槽处,即可快速抽出螺杆,以便装拆工件。图3-42b为带有快卸垫圈的快速松开装置,由于螺母外径小于工件孔径,只要稍松开螺母,取下快卸垫圈,工件即可穿过螺母取出,反之装夹工件同样快速、方便。
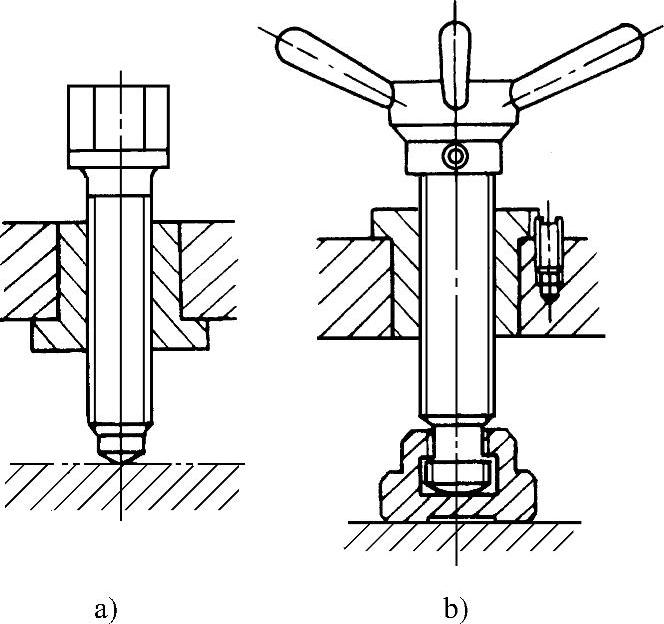
图3-41 螺旋夹紧机构
a)简单螺旋压紧 b)常用螺旋夹紧
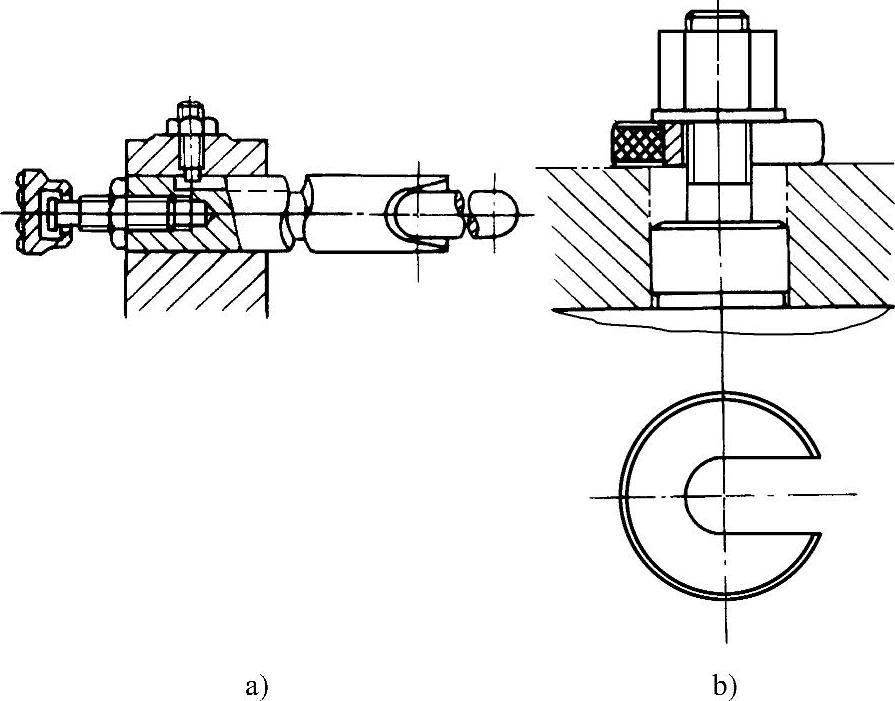
图3-42 快速螺旋夹紧机构
a)快速螺旋机构 b)快卸垫圈机构
3.偏心夹紧机构
偏心夹紧是一种利用偏心轮直接或间接夹紧工件的快速夹紧机构,常用的有圆偏心和曲线偏心两种。因圆偏心结构简单,制造方便,故比曲线偏心得到更为广泛的应用。
图3-43所示为典型的偏心夹紧机构,当操纵手柄3使偏心轮绕小轴2顺时针转动时,偏心轮的圆柱面压在垫板4上,在垫板反作用力的作用下小轴2被向上推动,从而使压板1左端向下压紧工件。其中偏心轮并不直接夹紧工件,而是偏心轮压紧垫板,通过压板的杠杆作用来夹紧工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




