对于不同的定位元件,定位误差是不同的。计算定位误差时,应根据定位方式分别计算基准位移误差ΔY和基准不重合误差ΔB,然后按一定规律将它们合成,求出定位误差ΔD。
例如要在圆柱体上铣削横向槽,如图3-31a所示,有三种定位方案:将工件装夹在角铁或机用虎钳中定位,见图3-31b;将工件装夹在水平放置的V形块中定位,见图3-31c;将工件装夹在侧放的V形块中定位,见图3-31d。下面就分别以这三种定位方式加以分析。
1.工件以圆柱面在角铁中定位
因工件外圆直径有制造误差,工件中心线在水平方向上和垂直方向上都将随着变动,工件的定位中心发生偏移,而产生了基准位移误差,如图3-32所示。基准位移水平方向与加工尺寸无关,而垂直方向与加工尺寸一致,将产生定位基准位移误差,即
ΔY=δd /2=0.14mm/2=0.07mm
式中 δd——工件外圆公差(mm)。
工序基准为工件轴心线,此时定位基准与工序基准重合,所以加工尺寸的定位误差
ΔD=ΔY =0.07mm
因此加工图3-31a所示的工件时,定位误差ΔD为0.07mm。由于工件槽底平面与圆柱体中心的公差为0.1mm,尚有0.03mm可作其他误差,所以从精度要求出发,这种方案是可以采用的。
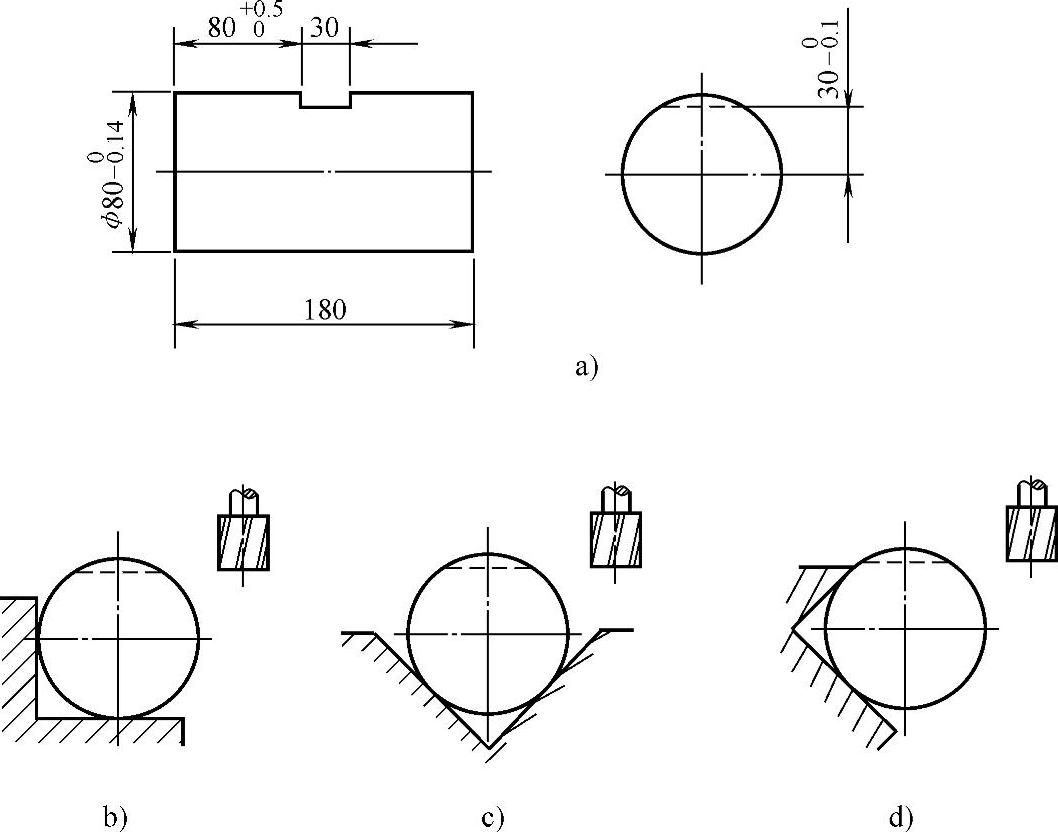
图3-31 角铁和V形块定位
2.工件以圆柱面在水平放置的V形块中定位
如不考虑V形块的制造误差,则工件定位基准在V形块的对称面上,工件中心线在水平方向的位移误差为零。在垂直方向上,当工件直径变动时,工件的定位中心发生偏移,从而产生基准位移误差,如图3-33所示,其误差值为
式中 δd——工件外圆直径公差(mm);(https://www.daowen.com)
α——V形块夹角(°)。
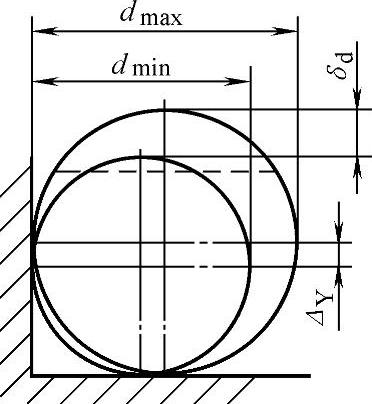
图3-32 工件在角铁上定位时误差分析
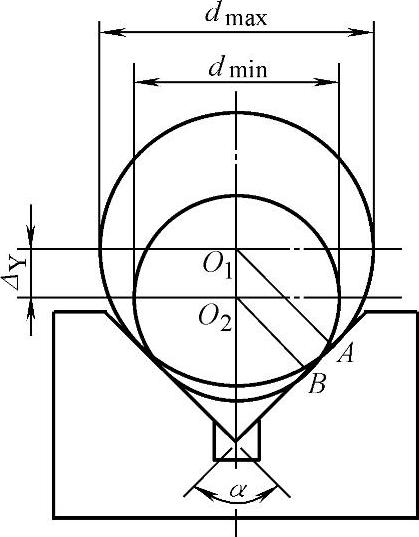
图3-33 工件在V形块上定位时误差分析
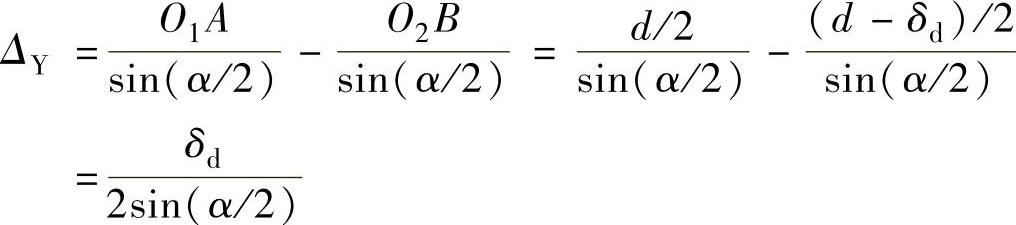
工序基准为工件轴心线,此时定位基准与工序基准重合,而基准位移方向与加工尺寸一致,所以加工尺寸的定位误差
由上式可知,在一定公差δd的条件下,V形块的夹角α越小,定位误差越大,当V形块的夹角为90°时,其定位误差为工件外圆直径公差的0.707倍。因此当加工图3-31a所示的工件时,将产生的定位误差ΔD为0.098mm,它比工件的允许误差0.1mm只小0.002mm,这样加上其他因素产生的误差,必然容易出现废品,因此采用这种方案时,必须从工艺要求出发,提高外圆的制造精度。
3.工件以圆柱面在侧放置的V形块中定位
当工件外圆直径有变化时,工件中心是沿V形块对称面水平方向移动,而垂直方向的位移为零。由于加工尺寸只与定位基准垂直方向有关,所以定位基准的位移量为零,即ΔY=0。
工序基准为工件轴心线,此时定位基准与工序基准重合,所以加工尺寸的定位误差
ΔD=ΔY =0
因此三种方案中,采用这种方案定位时最易得到所要求的加工精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





