1.基准位移误差
如图3-28所示,工件以圆柱孔在心轴上定位铣键槽。要求保证尺寸 及
及 ,其中尺寸
,其中尺寸 是由铣刀宽度尺寸保证的,而尺寸
是由铣刀宽度尺寸保证的,而尺寸 则是由工件相对刀具的位置决定的。
则是由工件相对刀具的位置决定的。
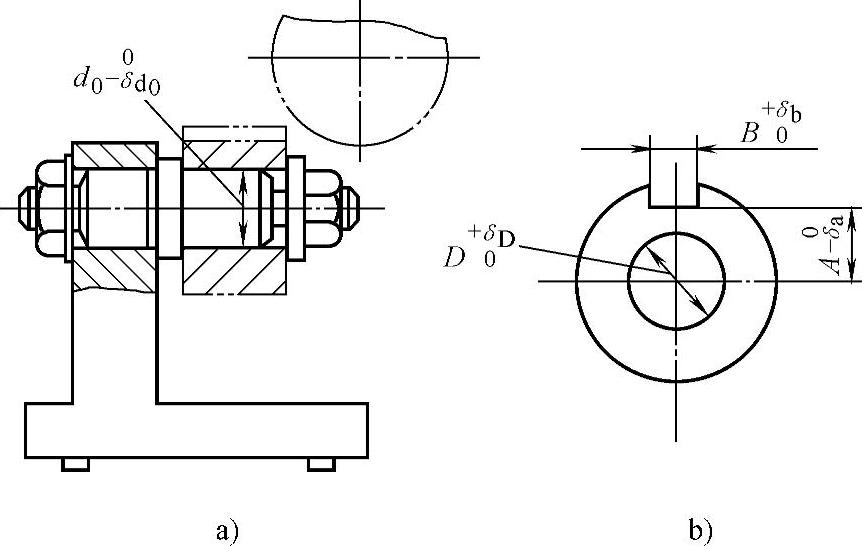
图3-28 定位误差分析示例
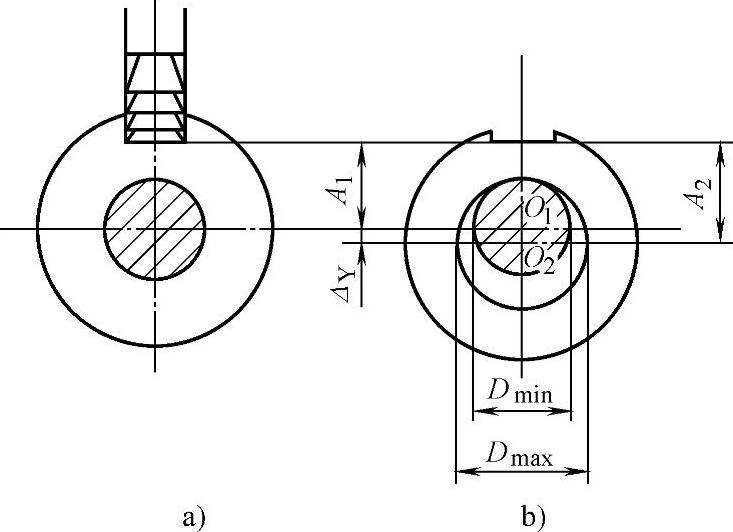
图3-29 定位误差分析(一)
从图3-28中可知,工件孔中心线既是设计基准,也是工序基准和定位基准。从理论上分析,当工件内孔与心轴直径完全相同(无间隙)时,只要调整好刀具相对心轴的位置,就能保证工件加工尺寸 。如不考虑刀具磨损、变形等因素,则尺寸始终不会变化,如图3-29a所示,即不存在因定位引起的误差。但实际上,定位元件(心轴)和定位基准(内孔)不可能没有制造误差,故内孔中心与心轴中心因间隙而不可能同轴。如图3-29b所示,工件因重力单边搁置在心轴的上母线上。此时,刀具位置未变,而同批工件由于定位基准孔的尺寸在Dmin至Dmax范围内变化,定位基准的位置在O1与O2间变动,从而导致工序基准的位置也发生变动,使一批工件所得的尺寸A在A1与A2间发生变化,造成加工误差。这种由于定位元件与定位基准的制造误差而引起的定位基准在加工尺寸方向上的最大变化量称为基准位移误差,以ΔY表示。(www.daowen.com)
。如不考虑刀具磨损、变形等因素,则尺寸始终不会变化,如图3-29a所示,即不存在因定位引起的误差。但实际上,定位元件(心轴)和定位基准(内孔)不可能没有制造误差,故内孔中心与心轴中心因间隙而不可能同轴。如图3-29b所示,工件因重力单边搁置在心轴的上母线上。此时,刀具位置未变,而同批工件由于定位基准孔的尺寸在Dmin至Dmax范围内变化,定位基准的位置在O1与O2间变动,从而导致工序基准的位置也发生变动,使一批工件所得的尺寸A在A1与A2间发生变化,造成加工误差。这种由于定位元件与定位基准的制造误差而引起的定位基准在加工尺寸方向上的最大变化量称为基准位移误差,以ΔY表示。(www.daowen.com)
2.基准不重合误差
如图3-30a所示,加工键槽深度尺寸 ,即工序基准为工件外圆母线。假设工件孔与心轴为无间隙配合,即定位基准的位置没有位移,因而不产生基准位移误差,如图3-30b所示。而同批工件外圆由于存在制造误差,当工件外圆尺寸在dmin至dmax范围内变化时,会使所得的尺寸C在C1与C2间变动造成加工误差。这种因工序基准和定位基准不重合而引起的工序基准相对定位基准在加工尺寸方向上的最大变化量称为基准不重合误差,以ΔB表示。
,即工序基准为工件外圆母线。假设工件孔与心轴为无间隙配合,即定位基准的位置没有位移,因而不产生基准位移误差,如图3-30b所示。而同批工件外圆由于存在制造误差,当工件外圆尺寸在dmin至dmax范围内变化时,会使所得的尺寸C在C1与C2间变动造成加工误差。这种因工序基准和定位基准不重合而引起的工序基准相对定位基准在加工尺寸方向上的最大变化量称为基准不重合误差,以ΔB表示。
若工件内孔与心轴采用间隙配合,则同时存在ΔY和ΔB两项误差,使所得的尺寸C在C1与C3间变动,如图3-30c所示。这两项误差都是由于定位引起的,这种因定位引起的同一批工件在加工尺寸方向上的最大变动量,称为定位误差,以ΔD表示。因此在设计定位机构时,必须将这一误差控制在允许的范围内。
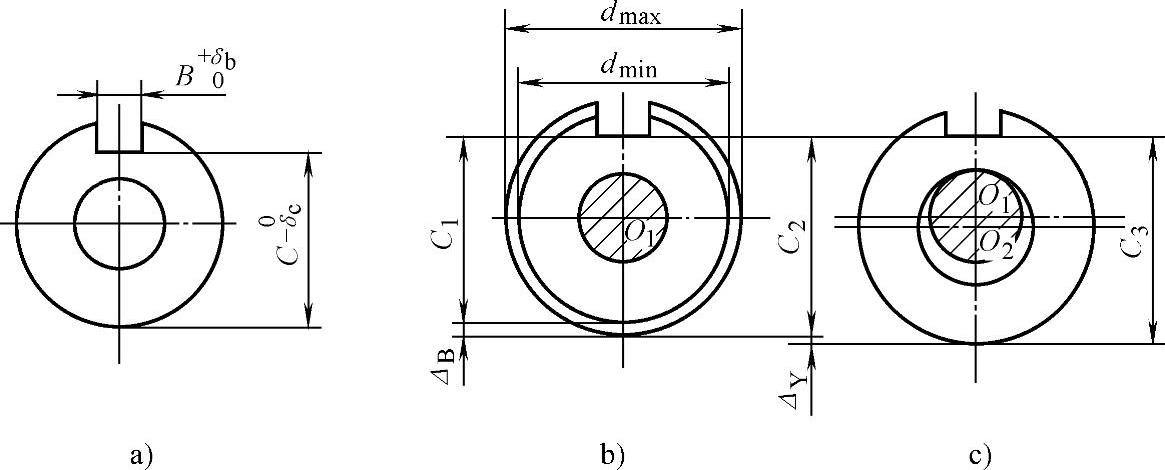
图3-30 定位误差分析(二)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






