1.圆柱定位销
这是指定位孔与定位元件的接触长度较短,仅能限制工件的两个自由度的定位方法。这种定位方法一般不能单独使用,需要与其他定位方法同时使用。图3-14所示为常用定位销形式。为了便于套入工件,定位元件的端部有较长的圆锥面。大型工件一般采用活动定位销定位,工件到位后再插入定位销,如图3-15所示。摆动摇臂2可以插入或拔出定位销1,转轴3可以手动,也可用液压驱动。

图3-14 常用定位销形式
2.圆柱定位心轴
常用的定位元件有刚性心轴和自动定心心轴两大类。
刚性心轴与工件孔的配合,可采用过盈配合或间隙配合。当工件定位孔的精度很高,而且要求定位精度很高时,可采用具有较小过盈量的过盈配合。图3-16所示为过盈配合定位心轴,工件孔与心轴是过盈配合。心轴由引导部分1、工作部分2和与传动装置(如鸡心夹头等)相联系的部分3组成。引导部分的作用是使工件能迅速且正确地套在心轴上。工件装上心轴后一般不再夹紧。此类心轴定位精度高,但装拆费时且易磨损。
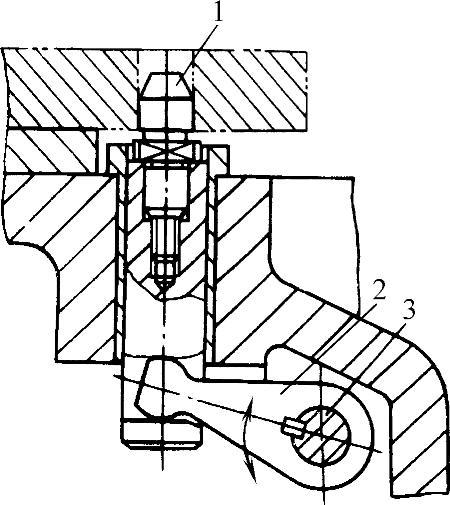
图3-15 活动定位销结构
1—定位销 2—摆动摇臂 3—转轴
图3-17所示为间隙配合定位心轴,工件由螺母作轴向夹紧。心轴轴肩端面作小平面定位,限制一个自由度,应尽量减小轴肩直径,避免过定位。如定位孔直径较大,且工件端面对孔的垂直度误差大,可采用球形垫圈,以消除其不良影响。心轴直径与工件孔一般采用H7/e7、H7/f6或H7/g5配合,间隙配合使装拆工件比较方便,但形成了工件的定位误差。(https://www.daowen.com)
为了消除间隙,提高定位精度,并且能方便地装拆工件,可以采用具有微锥度的定位心轴,见图3-18。一般锥度C为1∶5000~1∶1000。工件套入心轴后需向大端压入一小段距离,产生部分过盈,提高定位精度并产生较大的摩擦力,一般情况下不再夹紧工件。由于工件定位孔存在制造公差,一批工件套入心轴,它们在心轴上的轴向位置有较大变化。
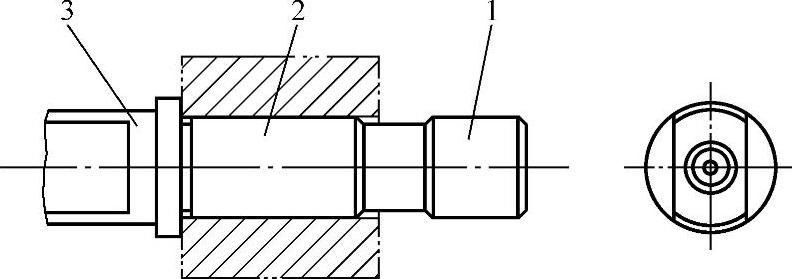
图3-16 过盈配合定位心轴
1—引导部分 2—工作部分 3—联系部分
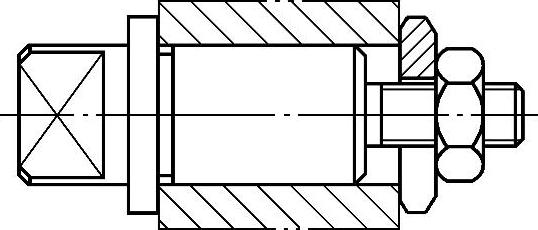
图3-17 间隙配合定位心轴
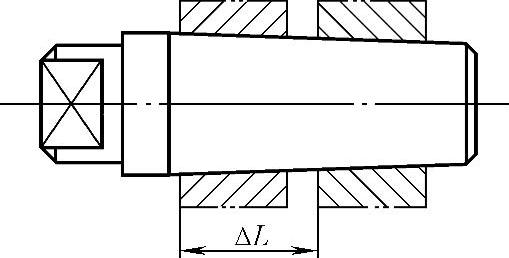
图3-18 微锥度定位心轴
图3-19所示为孔的自动定心心轴。两端Ⅰ—Ⅰ、Ⅱ—Ⅱ截面处都有三块一组的滑块,旋动螺母,由于斜面A与B对滑块的作用,两组滑块同时向外撑紧孔壁,使孔得到自动定心。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






