【摘要】:另外,工件装夹的快慢,还影响生产率的高低。工件常用的装夹方法有直接找正装夹、划线找正装夹和夹具装夹三种。因此,该方法多用于生产批量较小、毛坯精度低,以及大型工件等不宜使用夹具的粗加工中。所以在加工一批工件时不必再逐个找正定位,就能保证工件与机床、刀具间的正确位置,这种装夹方法生产效率高,在成批和大量生产中广泛使用。
工件的装夹包括定位与夹紧两个内容,装夹将直接影响工件的加工精度。另外,工件装夹的快慢,还影响生产率的高低。工件常用的装夹方法有直接找正装夹、划线找正装夹和夹具装夹三种。
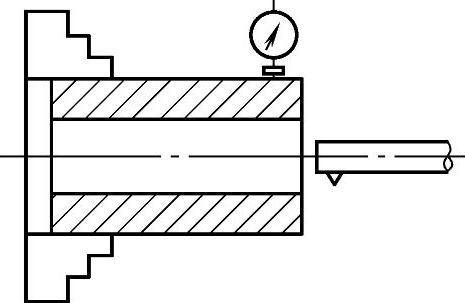
图2-12 直接找正装夹
1.直接找正装夹
用这种方法时,工件在机床上应有的位置是通过一系列的找正而获得的。具体的方法是在工件直接装上机床后,用指示表或划线盘上的划针,以目测法校正工件位置,一边校验,一边找正,被找正的表面是工件的定位基准。
图2-12所示为在车床单动卡盘上用指示表找正定位,使本工序加工的内孔表面与已加工的外圆表面保持较高的同轴度要求。在其他机床上加工时,也常用这类直接找正装夹的方法。(www.daowen.com)
直接找正装夹法的定位精度与所用量具精度、操作者的技术水平有关,找正时费时,生产率低,故仅用于单件、小批生产中(如工具车间、修理车间等)。
2.划线找正装夹
对于一些尺寸和重量大,结构复杂的工件,往往先在待加工处划线,然后安装在机床上,按所划的线进行找正定位,因为所划的线本身有一定宽度,在划线时尚有划线误差,校正工件位置时还有观察误差。因此,该方法多用于生产批量较小、毛坯精度低,以及大型工件等不宜使用夹具的粗加工中。
3.夹具装夹
夹具是机床的一种附加装置,它在机床上与刀具间正确的相对位置,在工件未装夹前已预先调整好。所以在加工一批工件时不必再逐个找正定位,就能保证工件与机床、刀具间的正确位置,这种装夹方法生产效率高,在成批和大量生产中广泛使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关机械基础:中级的文章




