1.零件结构工艺性的概念
零件图是编制工艺规程最主要的原始资料。在编制工艺规程时,应先根据零件图了解该零件的功用、结构特点及与其他零件的关系,分析各项公差和技术要求的制订依据,从中找出主要技术要求和关键技术问题。
零件的结构工艺性是指所设计的零件在能满足使用要求的前提下,制造的可行性和经济性。因此,在保证产品或零件使用要求的前提下,其结构应能满足机械制造过程的工艺要求,有利于应用先进的、高效率的加工方法,从而降低生产成本,提高劳动生产率。
产品的制造过程包括毛坯制造、机械加工、热处理、装配,油漆和包装等,这些过程都直接影响产品的经济指标。所以,在评定结构工艺性时,应全面分析零件各个制造过程的工艺性和整个生产过程的工艺性。
在零件整个制造过程中,机械加工的工作量和耗费的费用最多,所以机械加工的结构工艺性就显得特别重要,从机械加工的角度来看,对零件结构工艺性有如下要求:
1)减少加工表面的面积。这不仅可以减少加工的劳动量,减少材料和刀具的消耗,还能减少装配接触面,有利于提高装配精度。如图2-5所示的轴承架与机体的结合面,可用两个小平面代替整个结合面,以减少加工面的面积。如图2-5a轴承座底平面较大、图2-5c孔的有效长度过长,加工时就会增加劳动量、材料和刀具的消耗,且不利于提高装配精度。改进后的结构如图2-5b、d就比较合理。
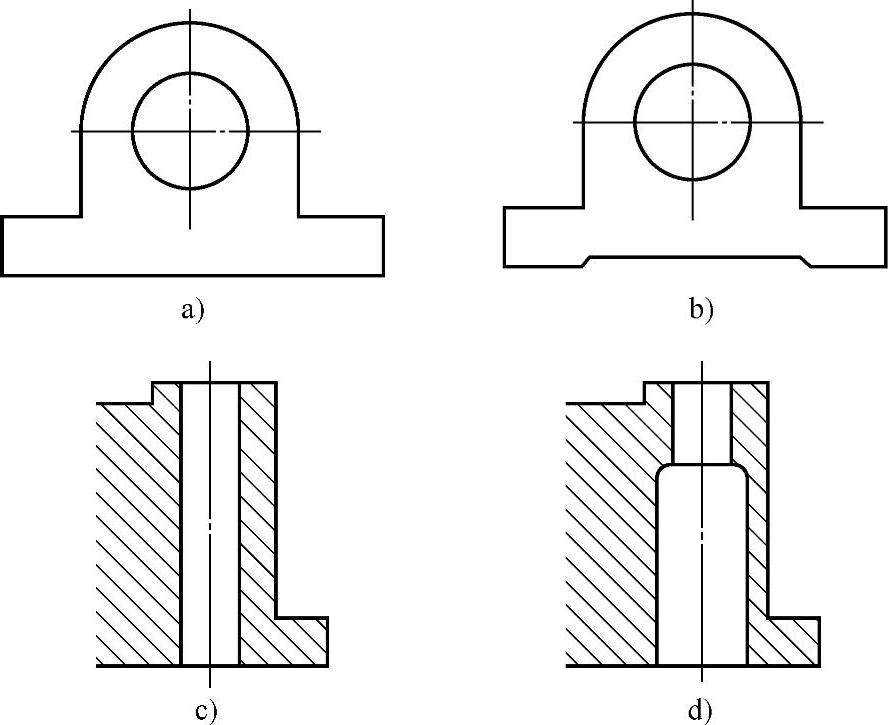
图2-5 加工表面的面积
a)、c)改进前结构 b)、d)改进后结构
2)零件结构应便于加工和装夹。使刀具或量具能够接近待加工面,以减少加工时间,避免使用特殊夹具。如图2-6所示的油孔,改进后的结构可免用专用工具。如图2-7所示的孔的位置,改进后的结构可用标准麻花钻加工,使零件在加工过程中便于装夹和减少安装次数。如图2-8所示的车床小刀架,为了便于加工底面导轨,特地铸出两只安装凸台。图2-9所示的零件,改进前的结构钻孔时要多次安装,改进后则可使各孔在一次安装中加工完毕。
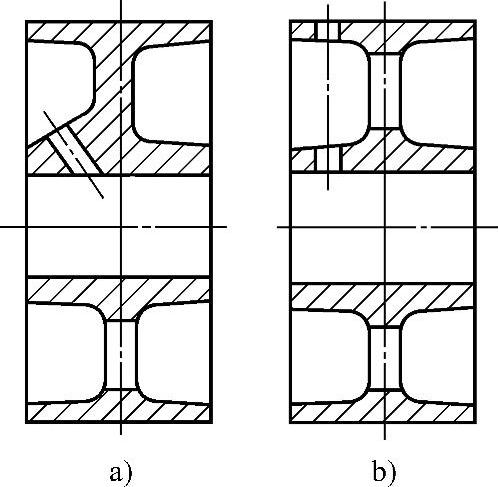
图2-6 油孔的位置
a)改进前结构 b)改进后结构
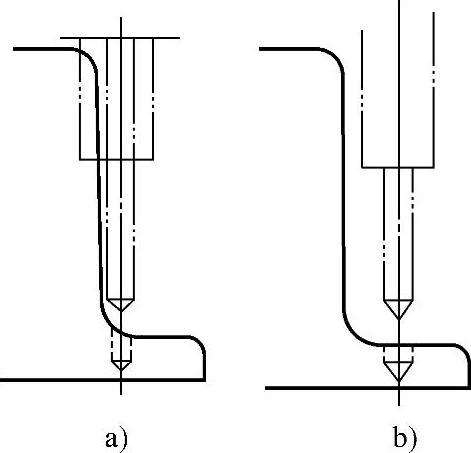
图2-7 易于刀具接近加工表面的零件结构
a)改进前结构 b)改进后结构
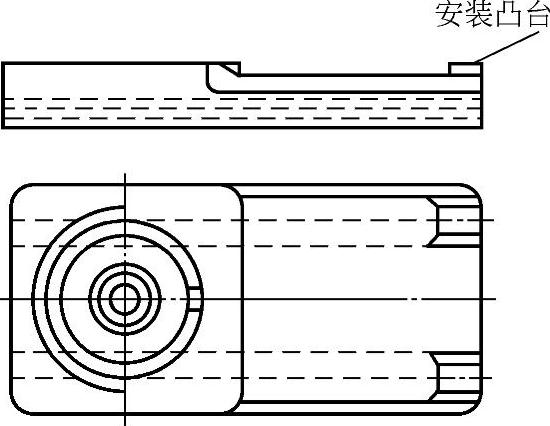
图2-8 铸有凸台的小刀架
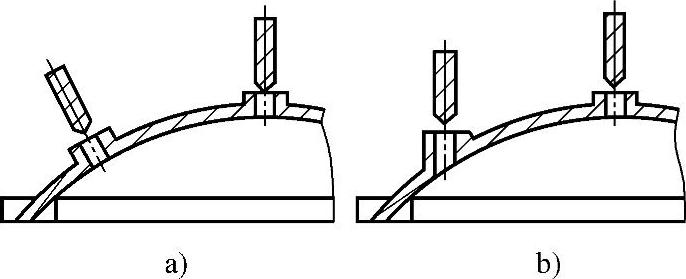
图2-9 减少安装次数的结构(https://www.daowen.com)
a)改进前结构 b)改进后结构
零件的结构应考虑到所用的加工方法和刀具,设计退刀结构,如图2-10所示的螺纹退刀槽和砂轮越程槽。
3)零件的结构应考虑到加工时的安全。图2-11a所示的结构,由于麻花钻刚性较差,当其轴线与孔的入口或出口平面呈倾斜位置时会引起单侧切削而容易折断。改进后的结构如图2-11b所示,保证了在整个切削过程中两个切削刃同时对称切削。
4)减少钻孔深度。钻深孔时要用专用钻头,钻头要多次重复退出,以排除切屑。因而增加了辅助时间。孔的深度增加,钻头的引偏程度也会增大,所以应尽可能使孔的深度不大于孔径的5倍,如图2-5d所示。
5)零件的结构应能在给定的生产条件和生产规模下采用先进工艺。零件的结构应具有良好的刚性,这样有利于采用较大的切削用量和先进刀具。在大批量生产时,零件的结构要适应高生产率切削的加工。
6)同一零件多个加工面的尺寸尽可能一致。例如阶梯轴上各退刀槽的宽度,各键槽的宽度、齿轮模数、孔径、螺纹孔等应尽量统一,并符合标准,以便使用数量较少的标准刀具来加工,同时减少换刀等所消耗的时间。
此外,在满足结构工艺性要求的同时,还应注意节约原材料。应在不影响使用性能的条件下,以价廉的材料和适当的毛坯制造方法代替昂贵的材料来制造各种零件。
2.零件的技术要求
零件图上应全面和正确地表示出各项技术要求,这些技术要求主要是:
1)加工表面的尺寸精度、形状精度和表面粗糙度。
2)各加工表面之间的相互位置精度。
3)采用的材料、硬度和热处理要求及其他特殊要求。
零件的各项技术要求一方面影响零件的工作性能,另一方面又直接关系到制造过程的经济性,其至可能性。随着加工精度的提高,加工工时将急剧地增加。提高加工表面的精度之后,必然同时得到较低的表面粗糙度值,但随着表面粗糙度值的降低,加工费用也将急剧地增加。因此,在保证产品的工作要求时应选用最低的精度等级,这样既满足了零件的使用要求,又降低了制造成本。
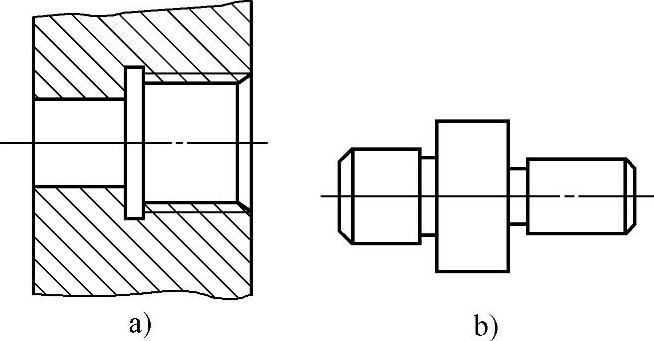
图2-10 退刀结构
a)螺纹退刀槽 b)砂轮越程槽
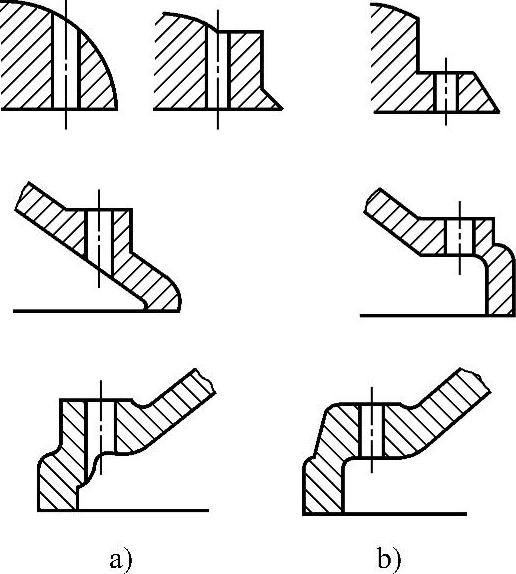
图2-11 孔端的结构
a)改进前结构 b)改进后结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






