1.工艺过程的概念
直接改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程称为工艺过程,它是生产过程中的主要部分。其中,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。
2.工艺过程的组成
机械加工工艺过程往往是比较复杂的。在工艺过程中,根据被加工零件的结构特点、技术要求,在不同的生产条件下,需要采用不同的加工方法及其加工设备,并通过一系列加工步骤,才能使毛坯成为零件。
机械加工工艺过程是由一个或若干个按顺序排列的工序组成的,而工序又可分为安装、工位、工步和行程。毛坯依次通过这些工序就成为成品。
(1)工序 一个或一组操作者,在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程,称为工序。划分工序的主要依据是工作地是否变动和工作是否连续。如图2-1所示阶梯轴,一般情况下其工序划分见表2-1。
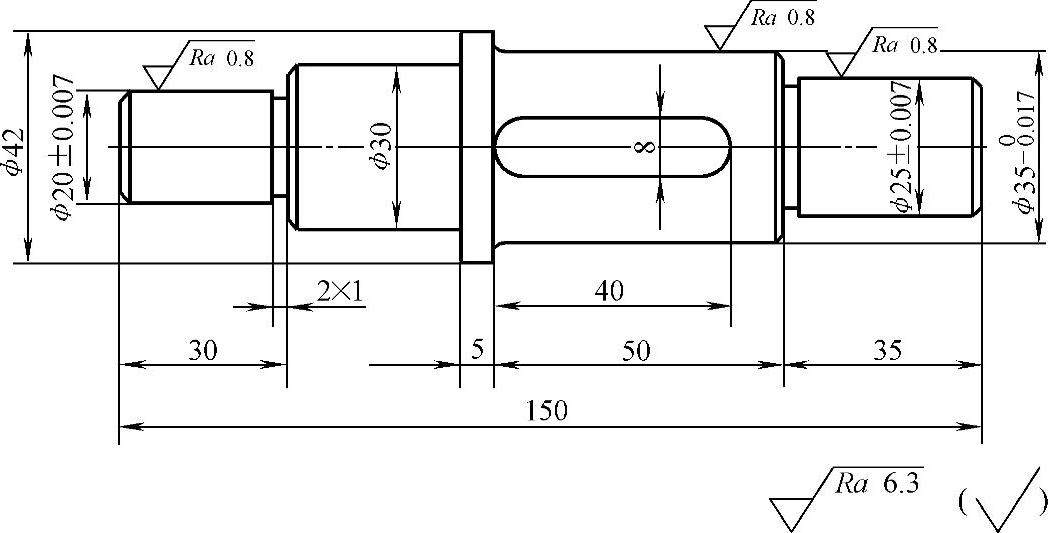
图2-1 阶梯轴
表2-1 阶梯轴的工艺过程
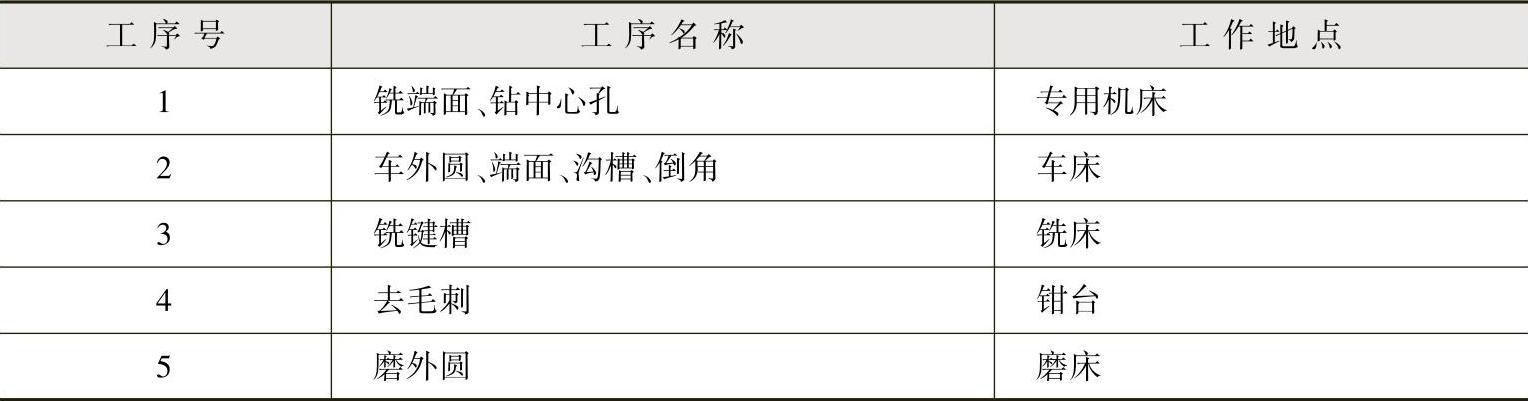
在表2-1的工序2中,先车工件的一端,然后调头装夹,再车另一端。如果先车好一批工件的一端,然后调头再车这批工件的另一端,这时对每个工件来说,两端的加工已不连续,所以即使在同一台车床上加工也应算作两道工序。
工序是组成工艺过程的基本单元,也是生产计划的基本单元。
(2)安装 工件在加工前,先要把工件放在一个准确的位置上。确定工件在机床上或夹具中占有正确位置的过程称为定位。工件定位后必须将它固定,使其在加工过程中始终保持定位位置不变的操作称为夹紧。将工件在机床上或夹具中定位、夹紧的过程称为装夹。
工件(或装配单元)经一次装夹后所完成的那一部分工序称为安装。在一道工序中,工件可能被装夹一次或多次,才能完成加工。表2-1中的工序2要进行两次装夹:先装夹工件一端,车端面、外圆,称为安装1;再调头装夹,车另一端面及外圆,称为安装2。
工件在加工中应尽量减少装夹次数,因为多一次装夹,就会增加装夹的时间,还会增加装夹误差。
(3)工位 为了减少工件的装夹次数,常采用各种回转工作台、回转夹具或移动夹具,使工件在一次装夹中,先后处于几个不同的位置进行加工。(www.daowen.com)
为了完成一定的工序部分,一次装夹工件后,工件(或装配单元)与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置,称为工位。如图2-2所示为在普通钻床上钻四个轴向等分孔,当钻完一个孔后,工件随夹具的回转部分一起转过90°,然后钻另一孔,此工序包含了一个安装,四个工位。
(4)工步 在加工表面(或装配时的连接表面)和加工(或装配)工具不变的情况下,所连续完成的那一部分工序称为工步。如表2-1中的工序2,每个安装中都有车端面、外圆两个工步。
为简化工艺文件,对于那些连续进行的若干个相同的工步,通常都看作一个工步。例如,加工图2-3所示的零件,在同一工序中,连续钻四个ϕ15mm的孔,就可看作一个工步。
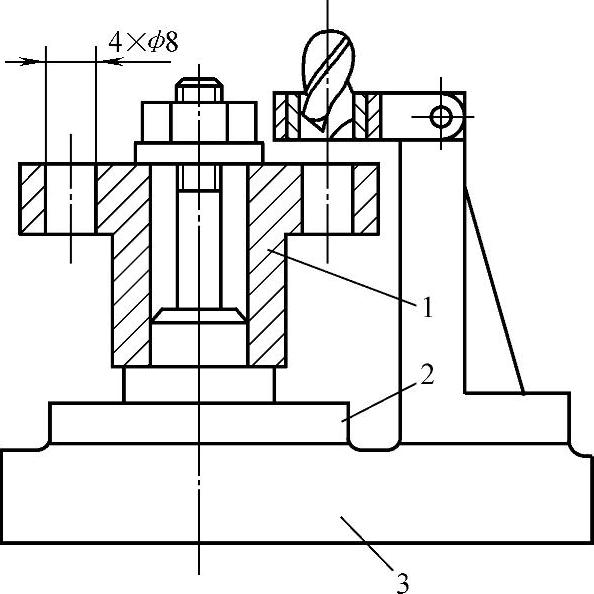
图2-2 在四个工位上钻孔
1—工件 2—夹具回转部分 3—夹具固定部分
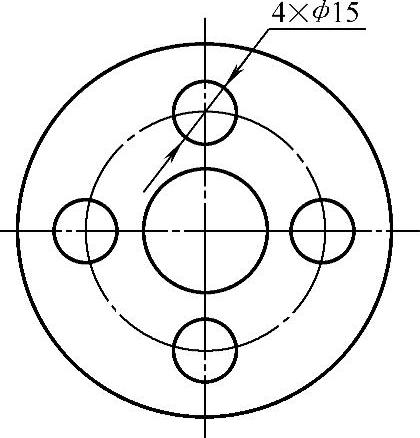
图2-3 简化相同工步的实例
为了提高生产率,用几把刀具同时加工几个表面,这也可看作一个工步,称为复合工步。如图2-4所示的铣端面、钻中心孔,每个工位都是用两把刀具同时铣两端面或钻两端中心孔,它们都是复合工步。
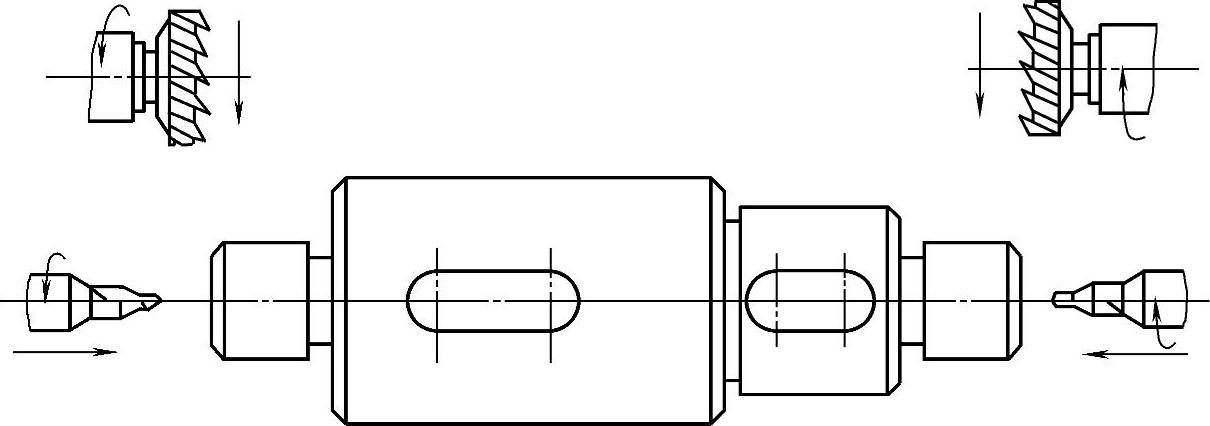
图2-4 铣端面和钻中心孔
除上述工步概念外,还有辅助工步,它是由人和(或)设备连续完成的一部分工序,该部分工序不改变工件的形状、尺寸和表面粗糙度,但它是完成工步所必需的,如更换工具等。引入辅助工步的概念是为了能精确计算工步工时。
(5)行程 行程(进给次数)有工作行程和空行程之分,工作行程是指刀具以加工进给速度相对工件所完成一次进给运动的工步部分;空行程是指刀具以非加工进给速度相对工件完成一次进给运动的工步部分。
引入行程的概念是为了反映工步中的进给次数和工序卡片中相吻合,并能精确计算工步工时。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




