切削热与切削温度是切削过程中的又一个重要的物理现象,研究切削热的产生和传导,以及它对工件和刀具的影响,具有重要的实用意义。
1.切削热的来源
切削热的来源有两个方面:一是在刀具的作用下,切削层金属的变形所消耗的功转变的切削热;二是切屑与前面、工件与后面之间的摩擦所消耗的功转化的切削热。
切削热的产生主要集中在三个区域。第Ⅰ变形区、第Ⅱ变形区和第Ⅲ变形区,切削过程中产生的切削热通过切屑、工件、刀具和周围介质(空气、切削液)传导出去。
2.切削温度
所谓切削温度一般指切屑、工件与刀具接触表面上的平均温度。实际上切屑、工件和刀具上各点处的温度均不相同。由图1-22和图1-23可知,刀具上的最高温度在刀尖附近,因为在这里切削变形最大,切屑与刀具的摩擦也最大,且热量集中不易传散所致。
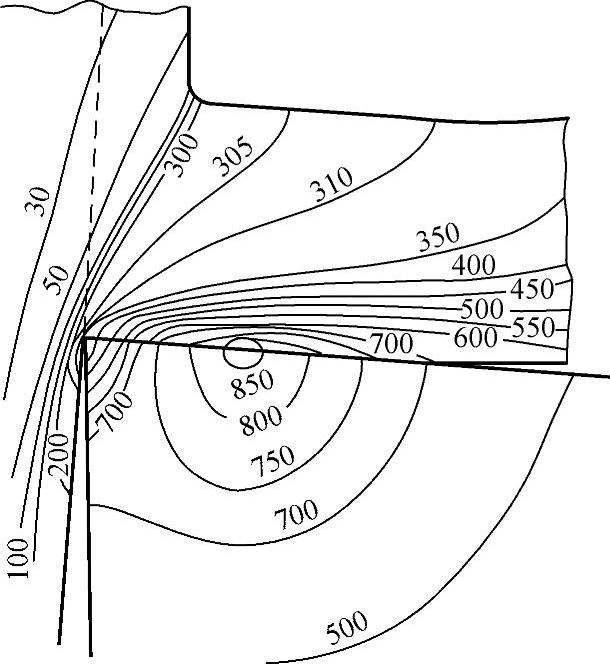
图1-22 刀具切屑和工件的温度分布
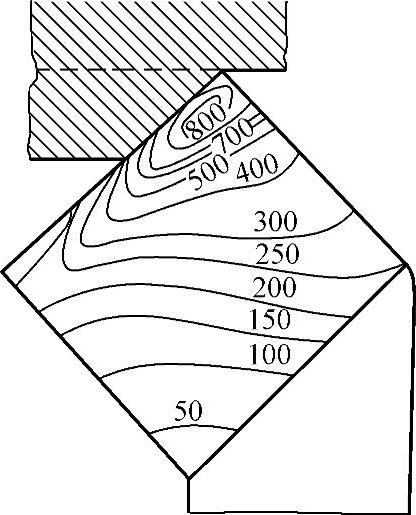
图1-23 刀具前面上的切削温度分布
切削弹塑性材料时,刀具前面的温度比后面高。因为前面与切屑接触,而后面与温度较低的工件接触。切削脆性材料时,最高温度则发生在刀具后面上,温度也比切削弹塑性材料低。切屑的温度在积屑瘤附近最高,工件的最高温度在刀尖附近。(https://www.daowen.com)
切削温度对切削过程中积屑瘤的产生、刀具的磨损以及工件的加工精度等都有很大影响。研究切削温度的目的是要控制刀具上的最高温度,防止刀具过快磨损。
3.影响切削温度的因素
在切削过程中,产生切削热的多少和切削温度的高低是随切削条件的改变而变化的,影响切削温度的主要因素有工件材料、切削用量、刀具几何参数和冷却条件等。
(1)工件材料 工件材料的硬度、强度越高,切削时所消耗的功就越多,产生的切削热越多,切削温度就越高;工件材料的热导率越低,则切削区的热量传导慢,切削温度也越高。
(2)切削用量 是影响切削温度的主要因素,其规律是:切削用量vc、f、ap增大,切削温度增加,其中vc对切削温度的影响最大,而f、ap的影响较小。因此,在相同的金属切除率条件下,为了减小切削温度的影响,防止刀具的迅速磨损,保持刀具寿命,增大背吃刀量ap或进给量f比增大速度vc更有利。
(3)刀具几何参数
1)前角γo增大,会使切削过程中的变形和摩擦减小,产生的切削热少,切削温度也低。但前角也不能太大,否则刀具散热体积减小,使切削温度上升,并且刀具的强度也将削弱。一般情况下前角γo不大于15°。
2)主偏角κr增大,则刀具切削刃的工作长度减短,刀尖角变小,使散热条件变差,切削温度升高;反之,在工件刚度许可的条件下,减小主偏角,则可降低切削温度。
此外,刀具的磨损程度和工件的冷却条件(如加适合的切削液)等因素对切削温度也有很大影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





