1.总切削力的来源
切削过程中,刀具切削部分在切削工件时所产生的全部切削力为总切削力。如图1-19所示中F与F′是分别作用在车刀和工件上的一个切削部分总切削力。
切削时作用在刀具上的力来源于两个方面:一是三个变形区产生的变形抗力;二是前面与切屑和后面与工件之间的摩擦力。
2.切削分力及其作用
在生产上为了测量和应用方便,常把总切削力F分解为相互垂直的三个分力,即:切削力Fc、背向力Fp和进给力Ff,如图1-20所示。
切削力Fc是主运动切削速度方向的分力,又称为切向力;背向力Fp是横向进给方向的分力,又称径向力;进给力Ff是纵向进给方向的分力,又称轴向力。
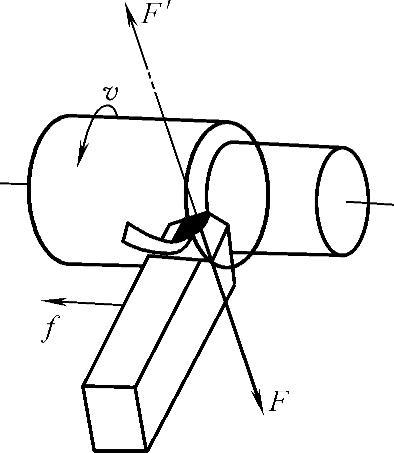
图1-19 总切削力
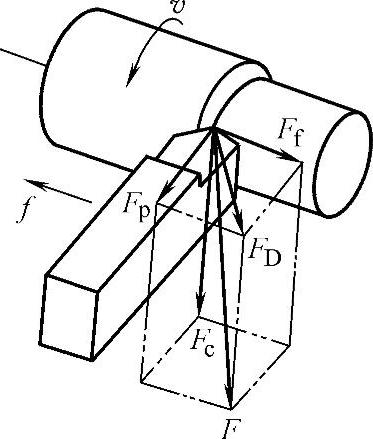
图1-20 切削力的分解
由图1-20可知,总切削力F与各分力之间关系为

一般情况下,切削力Fc是三个分力中最大的一个分力,它消耗了切削功率的95%左右,是设计与使用刀具的主要依据,并且也是验算机床和夹具中主要零部件的强度和刚性以及确定机床电动机功率的主要依据。此外它还是切削加工时选择切削用量应考虑的重要因素。
背向力Fp不消耗功率,对工艺系统变形及工件的加工质量将产生一定的影响,特别是在刚度较差的工件加工中影响更显著。
进给力Ff消耗总功率约5%左右,主要作用于机床进给系统,因此是用来验算机床进给系统中主要零部件强度和刚度的依据。
3.影响总切削力的主要因素
影响总切削力的因素很多,主要有工件材料、切削用量、刀具几何参数三个方面。(www.daowen.com)
(1)工件材料 对总切削力有很大影响,它是通过材料的硬度、强度、塑性变形、切屑与刀具间的摩擦因数等来影响总切削力的。工件材料的强度和硬度越高,变形抗力越大,则总切削力也越大;工件材料塑性或韧性越高,在切削过程中产生的变形抗力和摩擦力也就越大,故总切削力也越大;切削脆性材料时,由于塑性变形小,崩碎切屑与前面的摩擦小,所以总切削力小。
(2)切削用量 对总切削力影响最大的是背吃刀量ap,其次是进给量f,而切削速度vc的影响最小。
1)若背吃刀量ap和进给量f增加,则分别使切削厚度、切削宽度增大。切削面积也增大,故变形抗力和摩擦力增加,从而使总切削力增大。但ap和f对总切削力影响的程度不相同,当ap增加一倍时,总切削力约增加一倍;而当f增大一倍时,总切削力只增加60%~80%,这对指导生产实践具有重要的作用。如为了提高生产率,采用大进给切削比采用大背吃刀量切削省力。
2)切削速度对总切削力的影响:
①当加工弹塑性材料时,切削速度对总切削力的影响是由于积屑瘤与工件摩擦而造成的。分为积屑瘤存在和积屑瘤消失两个阶段。
在有积屑瘤阶段中,切削速度从低速逐渐增大时,由于积屑瘤的增大而使刀具实际前角也逐渐增大,切削变形减小,从而使总切削力逐渐减小。当积屑瘤达到最大值时,总切削力为最小值。此时,若切削速度继续增加,积屑瘤则逐渐减小,切削变形增大,故总切削力也逐渐增大。当积屑瘤消失时,总切削力增至最大值。
在积屑瘤消失以后阶段中,随着切削速度的增加,由于切削温度逐渐升高,摩擦因数逐渐减小,此时总切削力又重新缓慢下降,渐趋平稳。
②当加工脆性材料时,因塑性变形小,故切削速度对总切削力的影响不大。
(3)刀具几何参数 前角γo、主偏角κr、刃倾角λs、刀尖圆弧半径rε等对总切削力都有影响。
1)前角γo越大,切削变形越小,总切削力F也越小;反之,总切削力越大。
2)当主偏角κr增大时,由于切削厚度hD增大,切削变形减小,总切削力F也减小。一般情况下,主偏角κr=60°~75°时,切削力Fc为最小,如图1-21所示,背向力Fp随主偏角的增大而减小;进给力Ff则随之而增大。所以,车削细长工件时,为了减小Fp的作用,往往采用较大的主偏角κr>60°。

图1-21 主偏角对Fp和Ff力的影响
3)刃倾角λs对切削力Fc的影响很小,但对Fp和Ff两力的影响较显著。刃倾角减小时,Fp增大,Ff减小,而Fc基本不变。所以,当工艺系统刚度较差时,为了避免振动,应选用大的刃倾角;反之,尤其是在粗车时,应选用小的刃倾角,以延长刀具寿命。
4)在相同的前角下,用具有负倒棱的刀具进行切削时,由于刃口变钝,切削变形增大,故总切削力也增大。
5)刀尖圆弧半径rε大时,圆弧刃参加切削的长度增加,从而使切削变形和摩擦力增大,所以总切削力也增大。同时,由于切削刃上圆弧部分平均主偏角减小,当rε加大时,Fp将随之增大,为了防止振动,应采用较小的刀尖圆弧半径。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





