在保证加工质量和刀具使用寿命的前提下,能够满足提高生产效率,降低成本的刀具几何参数,称为刀具的合理几何参数。具体包括以下内容:
1.切削刃的形式
有直线刃、折线刃、圆弧刃、月牙弧刃、波形刃等,如图1-1所示。
2.刀面形式
(1)前面形式 常用的前面形式如图1-2所示。
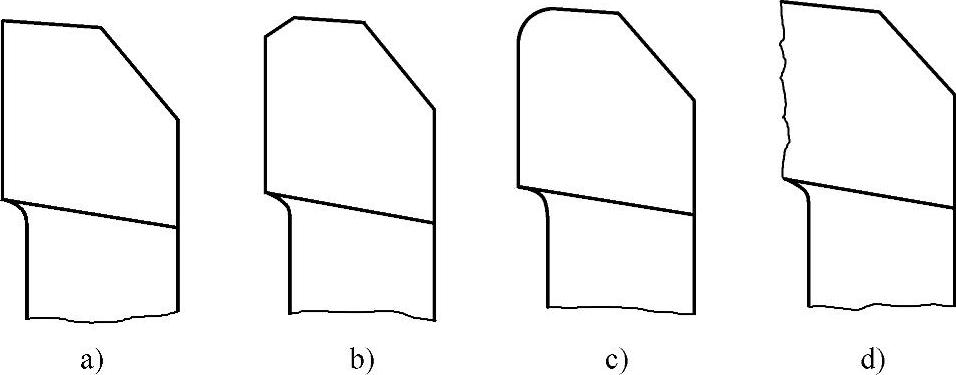
图1-1 切削刃的形式
a)直线刃 b)折线刃 c)圆弧刃 d)月牙弧刃
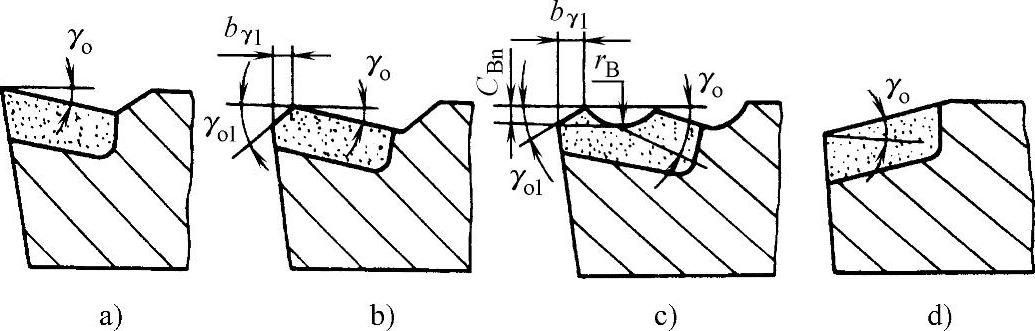
图1-2 前面形式
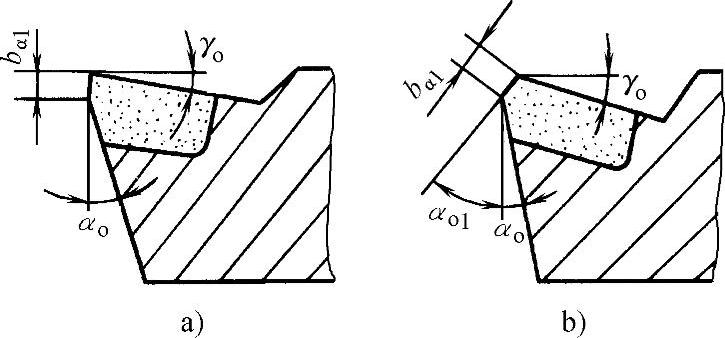
图1-3 后面形式
1)正前角平面型(图1-2a)。其特点是结构简单、切削刃锐利,但强度低、传热能力差。多用于切削脆性材料或用于精加工刀具、成形刀具和多刃刀具。
2)正前角平面带倒棱型(图1-2b),是沿切削刃磨出很窄的棱边,称为负倒棱。它可以提高切削刃的强度和增大传热能力。多用于粗加工铸铁或连续切削。一般倒棱参数选取bγ1=(0.5~1.0)f,γo1=-10°~-5°(式中f为进给量)。
3)正前角曲面带倒棱型(图1-2c),是在平面带倒棱的前面上又磨出一个曲面,称卷屑槽。在粗加工和半精加工时采用较多。
4)负前角型(图1-2d)。在切削高强度、高硬度材料时,为使脆性较大的硬质合金刀片承受一定的冲击力,而采用负前角。
(2)后面形式 在一些特殊情况下,如铰刀、拉刀等定尺寸刀具,为了保证刀具直径,常采用后角αo1=0°,bα1=0.2~0.8mm的刃带(图1-3a)。在切削刚性差的工件时,采用刃带bα1=0.1~0.3mm,αo1=-20°~-5°的消振棱,以增加阻尼,防止或减小振动(图1-3b)。
3.刀具的几何角度
刀具由六个基本角度组成:前角γo、后角αo、主偏角κr、副偏角κr′、副后角αo′及刃倾角λs。(https://www.daowen.com)
4.刀具在工作时的角度
工作参考系中定义的刀具角度称为工作角度。如果考虑合成运动和实际安装情况,实际起作用的角度与刃磨角度往往不同。
(1)刀具安装的高低对工作角度的影响 以车刀为例(外圆车刀或切断刀),当装刀时刀尖不在工件的轴线上,如图1-4所示,刀尖与工件轴线相差为h,此时,通过切削刃的切削平面,基面将发生变化,所以刀具角度也随着发生变化。
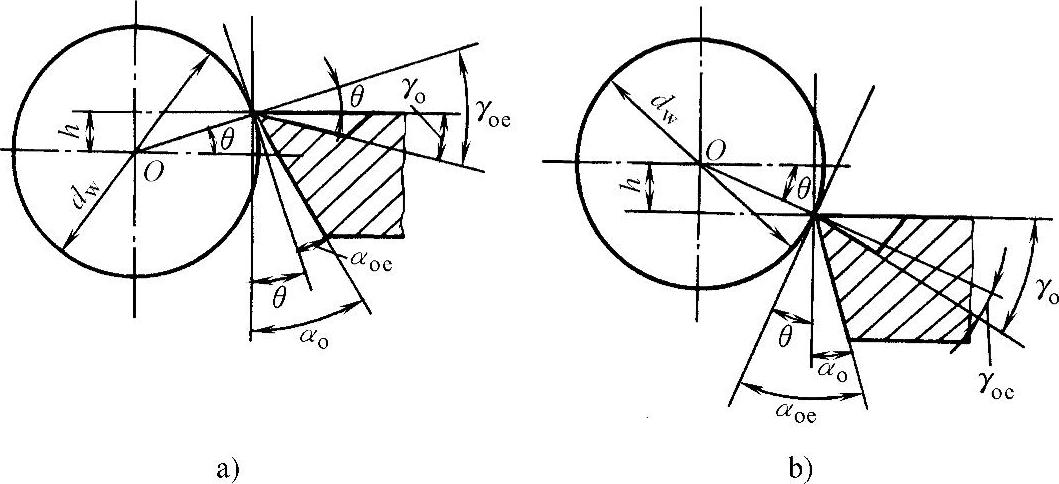
图1-4 切断刀安装高、低对γo、αo的影响
切削刃高于轴线中心γoe=γo+θ
αoe=αo-θ
切削刃低于轴线中心γoe=γo-θ
αoe=αo+θ
如加工孔时,刀具角度的变化正好同上述相反。
(2)刀柄中心线与进给方向不垂直时对工作角度的影响 在图1-5中,由于刀具中心线与工件轴线不垂直引起κr与κr′的变化。
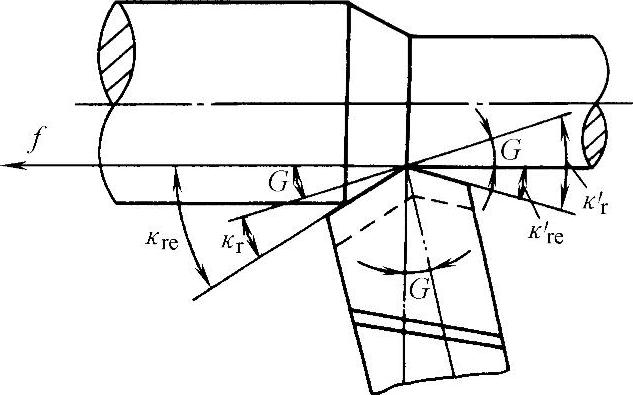
图1-5 刀柄轴线与工件轴线不垂直对工作角度的影响
即
κre=κr±Gκre′=κr′∓G
式中 G——刀柄轴线与工件轴线的垂直线之间夹角(°)。
(3)进给运动对于工作角度影响 当切削时考虑进给运动时,刀具的几何角度也会发生变化,γoe将增大,αoe将减小。在一般纵车或横车进给量不大时,可忽略不计。但大进给量时要考虑,特别是车削螺纹,尤其是多线螺纹时,γoe和αoe变化很大,这时一定要对工作角度进行计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






