预防磨损失效,通常从以下几个方面考虑:
1.改进结构设计及制造工艺
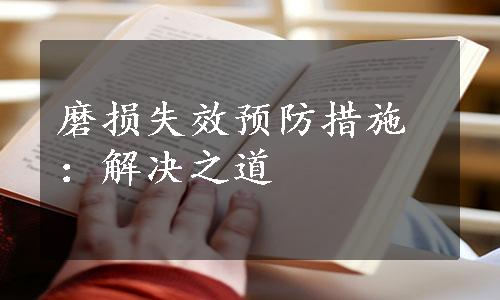
摩擦副正确的结构设计是减少磨损和提高耐磨性的重要条件。为此,结构要有利于摩擦副间表面保持膜的形成和恢复、压力的均匀分布、摩擦热的散失和磨屑的排出,以及防止外界磨料、灰尘的进入等。例如风扇磨煤机的打击板,在观察其磨损表面时,发现板的磨损不均匀,各板磨损严重的部位都相同,而其他部位磨损都比较轻微,如图6-1所示。分析认为,进料口挡板角度不合适,使煤进入设备一面多一面少。在挡板上加焊了一块钢板后使煤能均匀进入,则打击板的耐磨性有所提高。
制造工艺直接影响产品的质量。某些经过实践考验的老产品又出现成批报废的现象,这往往属于生产工艺控制不严造成的质量事故,如加工制造出现的尺寸偏差,表面粗糙度不符合要求,热处理组织不当,残余应力过大,以及装配质量差等。
内燃机中的活塞环和缸套衬这一运动的摩擦副,如不考虑燃气介质的腐蚀性,主要表现为黏着磨损。通常情况下摩擦表面只有轻微的擦伤,当缸套衬内孔的镗孔精度降低和表面粗糙度值增大时,会加剧黏着磨损。
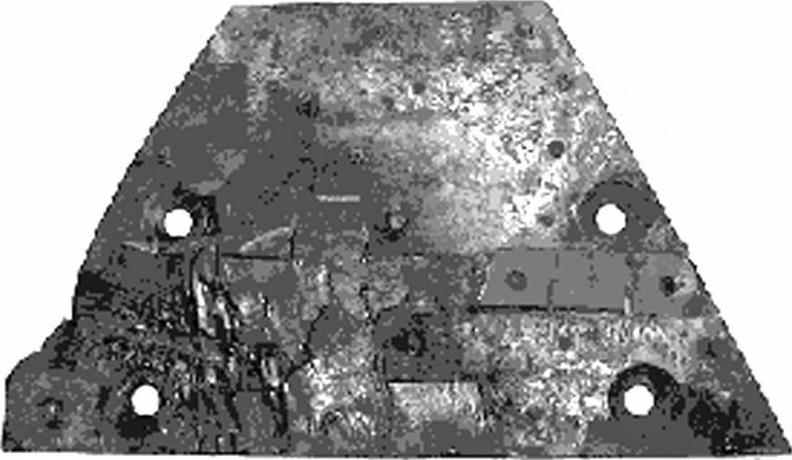
图6-1 风扇磨煤机打击板的磨损表面
2.改进使用条件并提高维护质量
使用不当往往是造成磨损的重要原因。在使用润滑剂的情况下,润滑冷却条件不良,很容易造成磨损。其原因主要有油路堵塞、漏油、润滑剂变质等。此外,使用过程中如出现超速、超载、超温、振动过大等均会加剧磨损。例如:正常情况下轴在滑动轴承中运转,是一种流体润滑情况,轴颈和轴承间被一楔形油膜隔开,这时其摩擦和磨损是很小的。但当机器启动或停车,换向以及载荷运转不稳定时,或者润滑条件不好,轴和轴承之间就不可避免发生局部的直接接触,处于边界摩擦或干摩擦的工作状态,这时轴承易产生黏着磨损。
新产品在正式投产前应经过试用跑合。因为新加工金属表面的凸凹不平现象易造成快速磨损,磨损脱落下来的磨屑易造成磨料磨损或堵塞油路,所以在跑合后应清洗油路,更换润滑剂,有时需要反复数次才可投入正常使用。
零件产生磨损后应及时进行维修。如轴心不正、间隙过大或过小,若不及时修正会造成工作状态的严重恶化,从而加速磨损失效。
为提高维修质量应制订必要的技术条件及维修后的检查制度;要采用先进的工夹具、测量仪器,合格的备件;要有训练有素的维修人员。
3.工艺措施
工艺问题可以分为冶炼(或铸造)和热处理两个方面。冶炼(或铸造)的成分控制、夹杂物和气体含量都影响材料的性能,如韧性、强度。这些性能在某些工况条件下,与零件的耐磨性有密切关系。热处理工艺决定了零件的最终组织,而多种多样的工况条件要求不同的组织。因此,各种零件要提高耐磨性都要选择最合适的热处理工艺。
4.材料选择
正确选择摩擦副材料是提高机器零件耐磨性的关键。材料的磨损特性与材料的强度等力学性能不同,它是一个与磨损工况条件密切相关的系统特性。因此,耐磨材料的选择必须结合其实际使用条件来考虑。世界上没有一种万能的处处皆适用的耐磨材料,而只有最适合于某种工况条件下和具有最佳效果的耐磨材料。这种准确的判断和选择来自于对磨损零件的失效分析、正确的思路以及丰富的材料科学知识,应该根据零件失效的不同模式选择适合该工况条件的最佳材料。
(1)黏着磨损选材 为减少黏着磨损,合理选择摩擦副材料非常重要。当摩擦副是由容易产生黏着的材料组成时,则磨损量大。试验证明,两种互溶性大的材料(相同金属或晶格类型、晶格间距、电子密度、电化学性质相近的金属)所组成的摩擦副,黏着倾向大,容易引发黏着磨损;脆性材料比塑性材料的抗黏着能力大;熔点高、再结晶温度高的金属抗黏着性好;从结构上看,多相合金比单相合金黏着性小;生成的金属化合物为脆性化合物时,黏着的界面易剪断分离,则使磨损减轻;当金属与某些聚合物材料配对时具有较好的抗黏着性。表6-2为常用纯金属与钢铁摩擦副的黏着磨损性能。
表6-2 常用纯金属与钢铁摩擦副的黏着磨损性能
①B族元素。
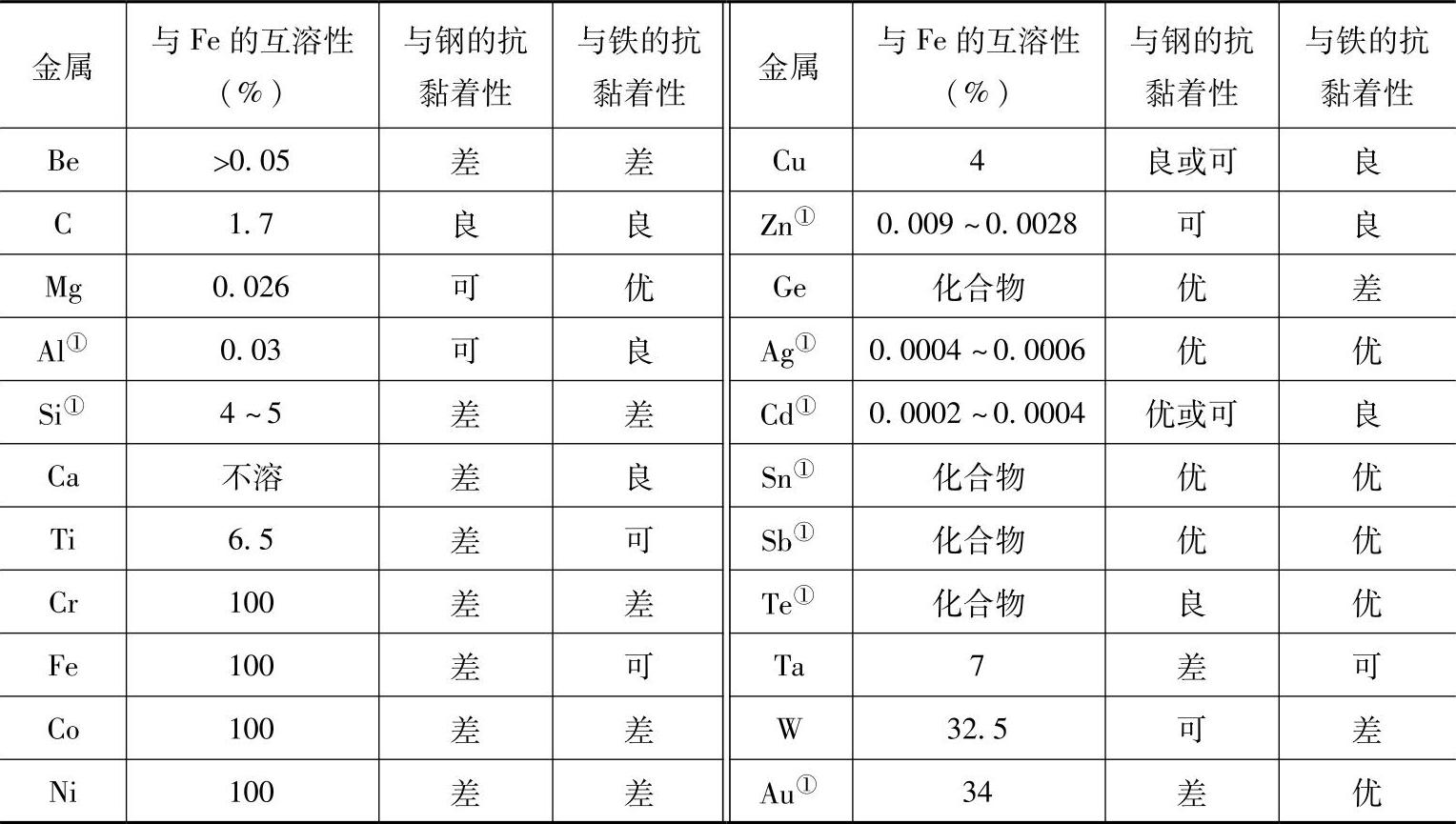
(2)磨料磨损选材一般来说,提高材料硬度可以增加其耐磨性。若在重载条件下,则首先要注意材料的韧性,再考虑材料的硬度,以防折断。退火状态的工业纯金属和退火钢的相对耐磨性,随硬度的提高,其耐磨性提高;经过热处理的钢,其耐磨性随硬度的增加而增加。材料的显微组织对于材料的耐磨性有非常重要的影响。化学成分相同的钢,如果其基体组织不同,其性能将千差万别。其耐磨性按铁素体、珠光体、贝氏体和马氏体顺序递增。钢中碳化物是最重要的第二相,高硬度的碳化物可以起到阻止磨料磨损的作用。例如:目前我国煤矸石发电厂破碎煤矸石使用的锤式破碎机的锤头大都采用45钢,而此类钢的硬度、耐磨性均较差,很难适应高冲击条件下的强磨粒磨损作用,磨损速度快。采用EDTCrWV-00型耐磨堆焊焊条对锤头进行表面堆焊,堆焊层基体组织为马氏体+少量残留奥氏体,由于EDTCrWV-00型堆焊焊条药皮中含有较多的合金元素和适量的碳,而使堆焊层碳化物含量较多(见图6-2)。堆焊层与母材结合部呈互熔扩散状态(见图6-3),使堆焊层与母材牢固地结合在一起。
图6-2 堆焊合金相照片(400×)
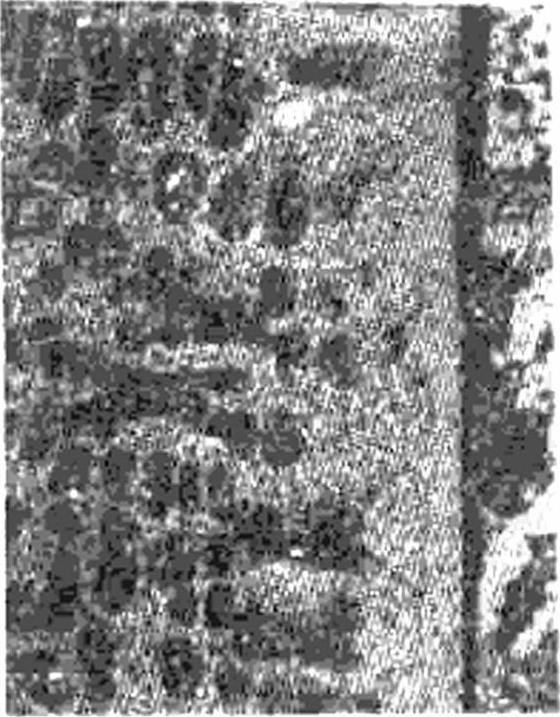
图6-3 堆焊层与母材熔合区(400×)
堆焊合金的宏观硬度的平均值为63HRC,基体硬度的平均值为839HV。碳化物硬度的平均值为1293HV。
经高合金耐磨堆焊的锤头,由于堆焊层较厚,高硬度的碳化物在堆焊层组织中形成骨架,强烈地抵抗磨粒的切削作用;而且堆焊层与45钢之间属冶金结合牢固,不易剥落,从而提高了锤头的抗磨粒磨损能力。(www.daowen.com)
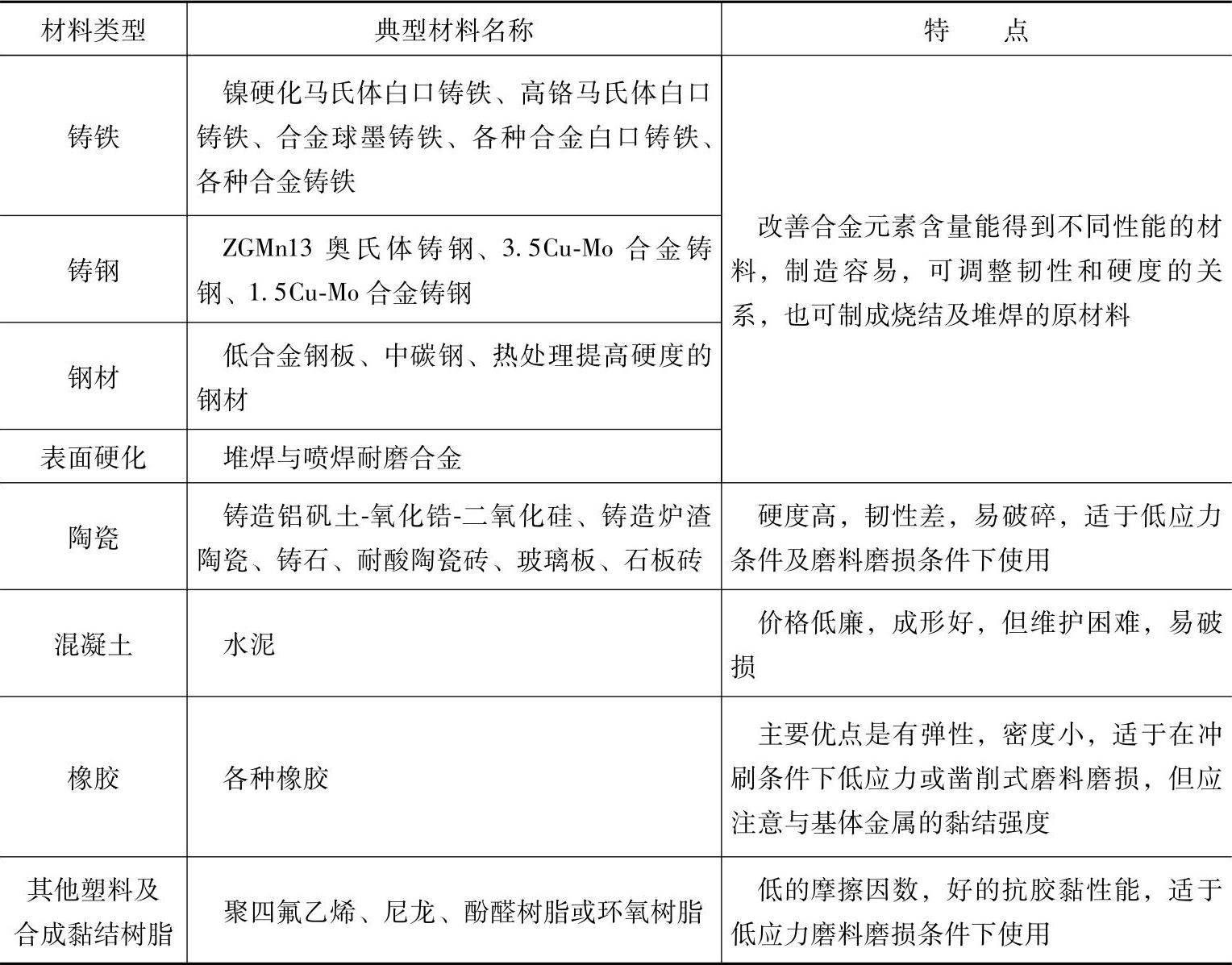
此外,还要考虑工作环境、磨料数量、速度、运动状态及材料的耐磨料磨损特性等因素。表6-3所列为常用的抗磨料磨损材料。
(3)疲劳磨损选材 疲劳磨损是由于循环切应力使表面或表层内裂纹萌生扩展的过程。
一般来说,材料的弹性模量增加,磨损程度也要增加,但脆性材料则随弹性模量增加而磨损减少。材料的抗断裂强度越大,则磨损微粒分离所需要的疲劳循环次数也越多,材料的耐磨性也越好。硬度与抗疲劳磨损大体成正比。因此,提高表面硬度,一般有利于疲劳磨损,但硬度过高、太脆,则抗疲劳磨损能力下降,如轴承钢62HRC时抗疲劳磨损能力最好。
表6-3 常用的抗磨料磨损材料
为控制钢中初始裂纹及非金属夹杂物(尤其是脆性夹杂物),材料应严格控制冶炼和轧制过程。因此,轴承钢常采用电炉冶炼,甚至真空重熔、电渣重熔等技术。
钢中的碳化物应细、匀、圆,以0.5~6μm为好。未溶解的碳化物量的体积分数应小于6.5%。否则,晶粒粗大,易出现带状组织,固溶体中w(C)以0.53%为好,过多时马氏体粗大、脆,且残留奥氏体增多。
(4)腐蚀磨损选材 应该选用耐蚀性好的材料,尤其是在其表面形成的氧化膜能与基体牢固结合,氧化膜韧性好,而且致密的材料,具有优越的耐腐蚀磨损能力,通常采用含Ni和含Cr的材料。而含W与含Mo的材料能在500℃以上的高温条件下生成保护膜并降低摩擦因数,因此可以作为高温耐腐蚀磨损材料。WC及TiC等硬质合金有很好的耐腐蚀磨损能力。
(5)冲蚀磨损选材 无论金属、陶瓷或高分子聚合物都有可能被选作抗冲蚀材料,但只有根据实际工作条件,才能选择出合适的材料。
当材料硬度大于磨料硬度时,质量磨损率一般很低。要提高金属及合金的耐磨性,通常采用合金强化和热处理强化。热处理得到的硬度对材料耐冲蚀能力的影响随攻角的改变而改变。在低攻角时,热处理工艺提高硬度可以提高材料的相对耐磨性;在攻角为90°时,热处理工艺提高硬度的同时,材料变脆,从而降低了材料的耐磨性。
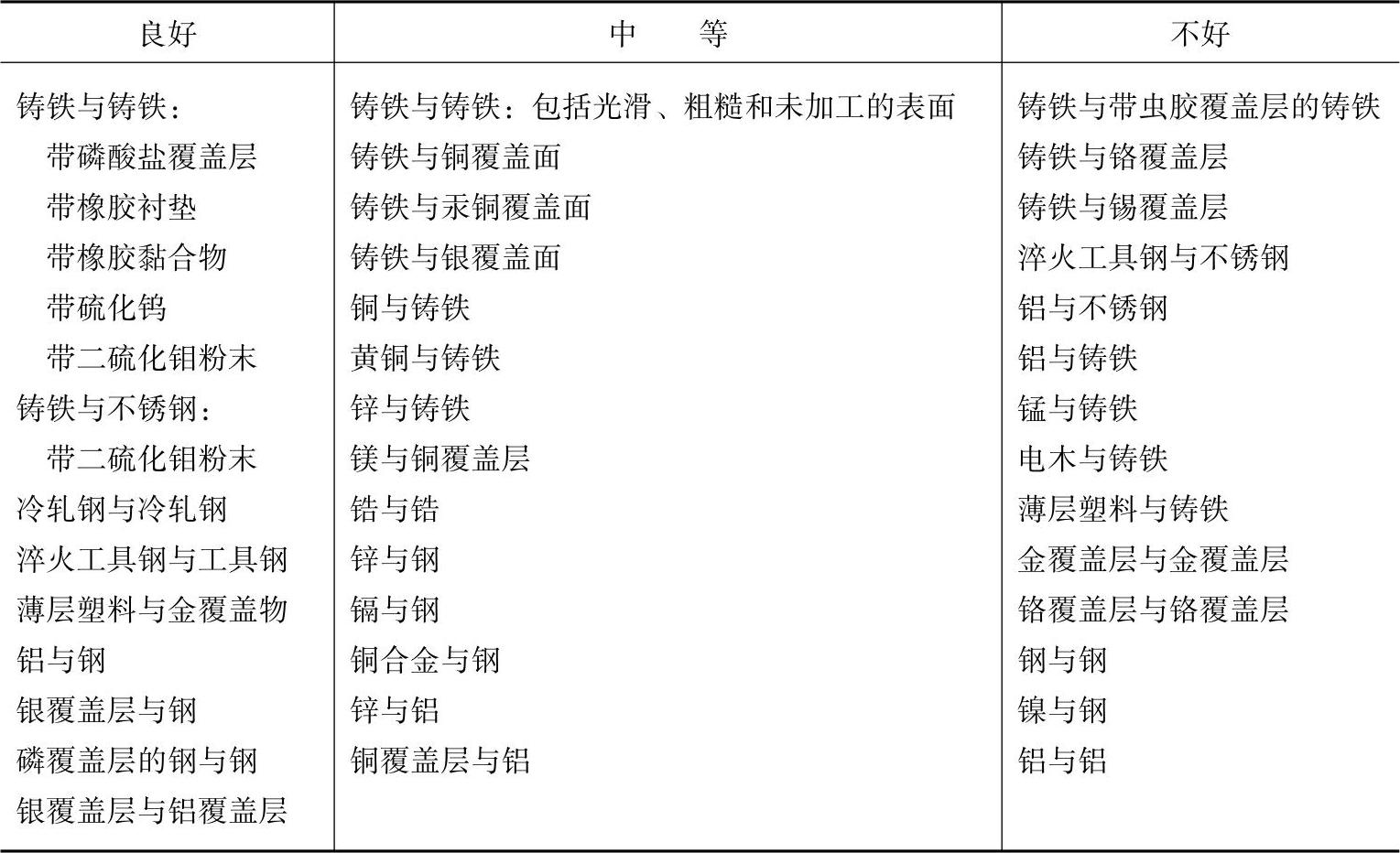
(6)微动磨损选材 微动磨损是一种复合磨损形式。目前应对微动磨损的措施还不很完备,但一般说来,适合于抗黏着磨损的材料匹配也适合于微动磨损。实际上,能在微动磨损整个过程中的任何一个环节起抑制作用的材料匹配都是可取的。表6-4列出了各种材料配对的抗微动磨损能力。
表6-4 各种材料配对的抗微动磨损能力(在无润滑、空气中进行试验)
5.表面处理
提高材料耐磨性的表面处理方法大致上可以分为三类:
(1)机械强化及表面淬火 机械强化是在常温下通过滚压工具(如球、辊子、金刚石辊锥等)对工件表面施加一定压力或冲击力,把一些易发生黏着的较高微凸体压平,使表面变得平整光滑,从而增加真实的接触面积,减少摩擦因数。强化过程引起工件表面层塑性变形,可产生加工硬化效果,形成有较高硬度的冷作硬化层,并产生对疲劳磨损和磨料磨损有利的残余压应力,因而可提高工件的耐磨性。
表面淬火是利用快速加热使工件表面迅速奥氏体化,然后快速冷却获得马氏体组织,使工件的表面获得高硬度及良好的耐磨性,而心部仍为韧性较高的原始组织。
火焰淬火一般是利用氧乙炔火焰加热工件表面,在热量尚未传至工件心部时,即迅速喷水(或其他介质)冷却。火焰淬火设备简单,成本低,不受工件大小形状的限制,灵活性大。淬硬层可达2~8mm,特别适用于特大件、形状复杂件及小批生产件的表面淬火。
感应淬火是将工件放在交变电磁场中,由于电磁感应的作用,在工件表面产生涡流,同时由于表面效应,电流集中在工件表层,而使工件表面迅速加热到淬火温度,随后喷水淬火。
高能束淬火是利用激光束、电子束、太阳能等对工件进行表面淬火。其原理是激光束和电子束等高能束可以把功率集中在一个很小的表面上,产生的功率密度比用常规方法提高3~4个数量级,这些高能束轰击工件表面时,把大部分能量转换成热量而使工件迅速加热。由于加热时间极短,热量来不及传递到工件内部,切断射束后,工件表面很快冷却,其冷却速度极快,工件自然冷却就能实现表面淬火。淬火层深度为0.2~2.5mm,一般认为在0.75~1.0mm范围内效果较好。
激光淬火后的硬度值比感应淬火得到的硬度值高。经过激光淬火后,几种钢的表层硬度为:T12钢,1050HV;T8钢,980HV;45钢,780HV;W18Cr4V高速钢,1000~1100HV。激光淬火对提高材料的耐磨性是很显著的。
激光束、电子束等高能束表面热处理,主要用于常规表面淬火方法难以处理的、形状复杂,以及要求变形很小的零件的局部表面淬火。如柴油机气缸衬套、铸铁活塞环槽、动力驾驶盘齿轮箱等。
(2)化学热处理 化学热处理是将工件放在某种活性介质中,加热到预定的温度,保温预定的时间,使一种或几种元素渗入工件表面,通过改变工件表面的化学成分和组织,提高工件表面的硬度、耐磨、耐腐蚀等性能,而心部仍保持原有的成分。这样可以使同一材料制作的零件,表面和心部具有不同的组织和性能。
目前比较常用的化学热处理方法有:渗碳、渗氮、碳氮共渗、渗硼、渗金属和多元共渗等。
(3)表面镀覆及表面冶金强化 表面镀覆技术是将具有一定物理、化学和力学性能的材料转移到价格便宜的材料上,制作零件表面的表面处理技术。应用较为普遍的表面镀覆技术有:电镀、化学镀与复合镀,电刷镀,化学气相沉积,物理气相沉积,离子注入等。
表面冶金强化是利用熔化与随后的凝固过程,使工件表面得到强化的工艺。目前应用较多的方法是使用电弧、火焰、等离子弧、激光束、电子束等热源加热,使工件表面或合金材料迅速熔化,冷却后工件表面获得具有特殊性能的合金组织,如热喷涂、喷焊、堆焊等技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







