断口的宏观分析是指用肉眼或放大倍数一般不超过30倍的放大镜及实物显微镜对断口表面进行直接观察和分析的方法。断口的宏观分析法是一种对断裂件进行直观分析的简便方法,目前在工程实践上及科学实验中被广泛地用于生产现场产品质量检查及断裂事故现场的快速分析。例如:利用断口来检查铸铁件的白口情况,用于确定铸件的浇注工艺;用断口法检查渗碳件渗层的厚度,以便确定渗碳件的出炉时间;用断口法检查高频感应淬火件的淬硬层厚度,以便确定合理的感应器设计及淬火工艺;用断口法确定高速钢的淬火质量;用断口法检查铸锭及铸件的冶金质量(如有无疏松、夹杂物、气孔、折叠、分层、白点及氧化膜等)。
在失效现场进行的断口宏观分析,具有简便、迅速和观察范围大等优点。
断口的宏观分析,能够了解断裂的全过程,因而有助于确定断裂过程和零件几何结构之间的关系,并有助于确定断裂过程和断裂应力(正应力及切应力)之间的关系。断口的宏观分析,可以直接确定断裂的宏观表现及其性质,即宏观脆性断裂还是韧性断裂,并可确定断裂源区的位置、数量及裂纹扩展方向等。
因此,断口的宏观分析是断裂件失效分析的基础。
1.最初断裂件的宏观判断
如果分析的对象不是一个具体的零件,而是一个复杂的大型机组或是一组同类零件中的多个发生断裂,在对断口进行具体分析以前则需要首先确定最初断裂件是哪个件,然后再做进一步分析,才能找出断裂的真正原因。下列三种情况均属此类问题。
(1)整机残骸的失效分析 无论何种机械装备的失效,都不可能是全部零件的同时损坏。相反,往往是由个别零件的损坏导致的整机损坏。这就需要从一大堆残骸中找出最初损坏的那个零件。在对诸如飞机失事,船舶或桥梁的失效分析等工作中均会碰到这类问题。整机残骸的分析通常称为残骸的顺序分析,即根据残骸上的碰伤、划痕及其破坏特征分析整机破坏的先后顺序,由大部件到小部件,再到单个零件,进而对最初断裂件的断口做具体分析。
例如:对于飞机失事的残骸分析,首先需要确定的是座舱、机翼、机身及尾翼哪个大部件先发生损坏。比如,如果发现机翼的残骸有打破或划伤机身的痕迹,则说明当机翼损坏时机身还是完整的,则机翼是最先损坏的大部件。机翼是由主梁、前梁、桁条等小部件组成的,进一步分析表明机翼的损坏是由主梁的损坏造成的。下一步分析就要集中分析引起主梁破坏的具体零件是上椽条、下椽条还是腹板的问题。按此顺序最后找出导致整机失效的具体的损坏件。
(2)多个同类零件损坏的失效 分析一组同类零件的几个或全部发生损坏时,要判明事故原因须确定哪一个件先坏,这类分析也应采用顺序分析法。诸如,压气机或涡轮盘的叶片断裂事故,往往发现有许多叶片损坏。很显然,叶片的损坏有先有后,导致机械失效的是最初损坏的叶片,其他叶片是由该叶片的损坏而派生的,后者不能作为判断失效原因的分析对象。我国由国外引进的一台钻探设备,机头由24根规格相同的高强度螺栓与杆身相连接,在使用中24根螺栓全部断裂,使机头掉在地下。对此事故的分析,同样必须找出最先损坏的螺栓。最初破断件不论有无更多的材料缺陷或结构缺陷等导致断裂的因素,其通常的表现是塑性变形较小,机械损伤较轻。因为在正常工作状态下,机头的重力和工作载荷是由24根螺栓共同承担的,所受应力较小且较为均匀。随着断裂螺栓数量的增多,剩余螺栓所承受的载荷逐渐加大,而且载荷的不对称性也逐渐加大,因而后期损坏螺栓的变形、损伤程度必然加大。总之,在多个同类零件的损坏情况下,要根据损坏件的变形及损伤的严重程度来确定最初破断件。
(3)同一个零件上相同部位的多处发生破断时的分析 失效分析时有时会碰到在同一个零件上,在其几何结构及受力情况完全相同的几个部位均出现损坏的情况。此时,要找出零件失效的原因,同样必须首先搞清楚是哪个部位首先损坏。否则,也会导致误判。例如,齿轮的齿根断裂失效就属于此类情况。齿轮在工作中发生断齿时,大多数的情况下不是掉下一个齿,而是连续打掉几个齿。在分析断齿原因时,要首先确定最先发生断齿的是哪个齿,然后再做进一步分析。判断最初损坏的齿也应当根据先断和后断齿的断口特征加以确定。通常的情况是,先断齿断口上往往有疲劳断裂的痕迹,而后来因冲击载荷突然增大而打掉的齿断口多为典型的过载断裂的特征。如果根据最后断裂齿的断裂特征判断失效原因,就会造成误判。若按照最初断裂齿断口上的疲劳特征判断失效原因,则可以认为工作载荷一般正常,断齿原因多属于材料热处理质量不良或齿根加工质量不高等制造或设计方面的问题。
图3-6所示为损伤齿轮的宏观形貌,图a所示为断齿情况,图b所示为齿的变形情况。图a中三个断齿损伤情况不同,按照断裂的表观形态,中间齿为首先断裂,为疲劳断裂性质,与其相邻的两齿是在中间齿断裂后造成的冲击断裂;图b所示整圈齿发生变形断裂,但齿形的变形情况不同,图中右侧齿的变形明显大于左侧齿,其损伤顺序应是右侧齿在前,左侧齿在后。由此再对首先损伤的齿进行分析,便可以得出齿轮损伤的真正原因。
2.主断面(主裂纹)的宏观判断
最初断裂件找到后,紧接着的任务就是确定该断裂件的主断面或主裂纹。所谓主断面就是最先开裂的断裂面。主断面上的变形程度、形貌特点,特别是断裂源区的分析,是整个断裂失效分析中最重要的环节。在最初断裂件上如果存在数条裂纹或破坏成几个碎片,寻找主断面的方法通常有以下几种:
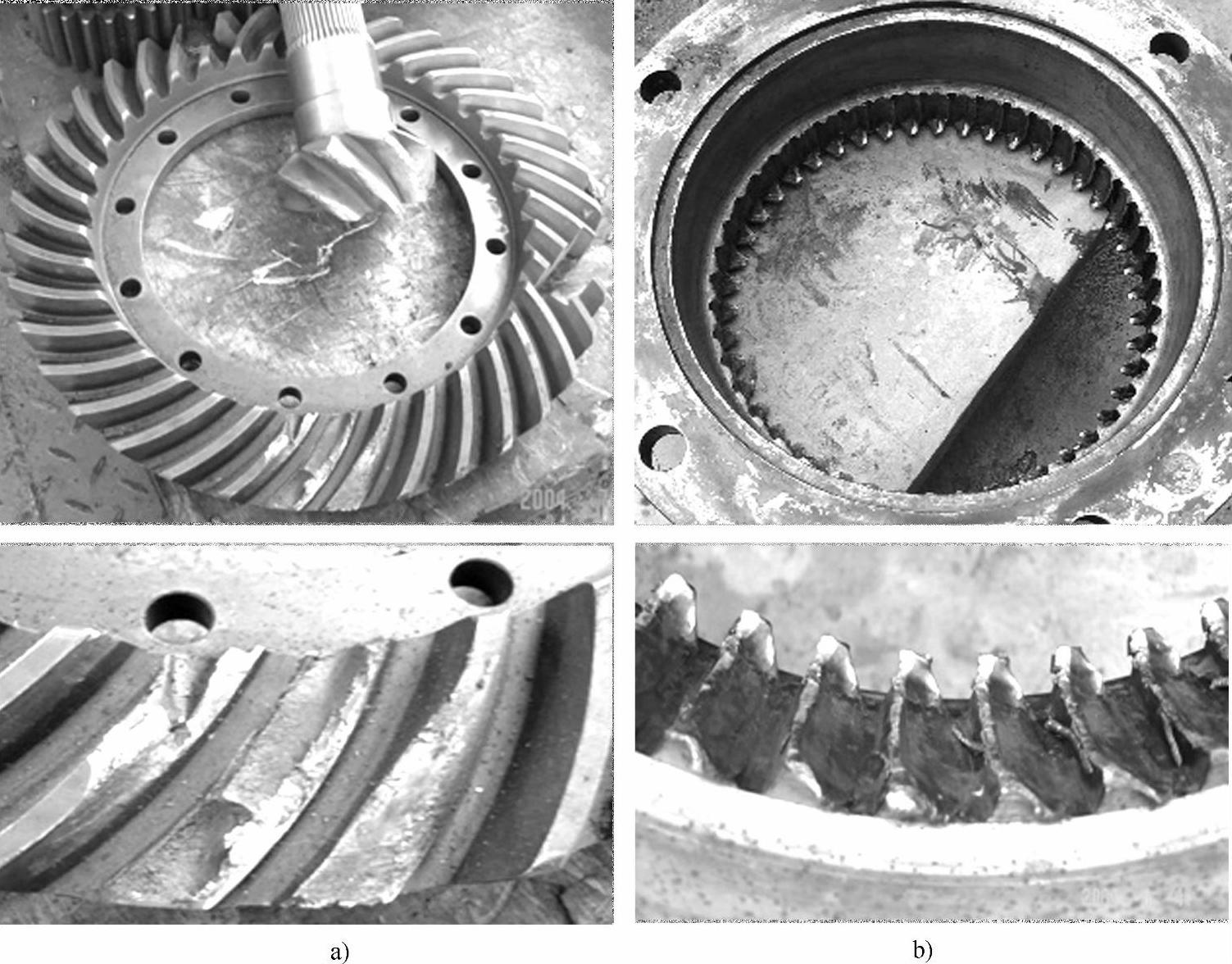
图3-6 损伤齿轮的宏观形貌
(1)利用碎片拼凑法确定主断面 金属零件如果已破坏成几个碎片,则应将这些碎片按零件原来的形状拼合起来,然后观察其密合程度。密合程度好的断面为后断的断面,密合最差的断面为最先开裂的断面,即主断面。例如:图3-7所示的联杆销孔破坏成三块,拼合后形成A、B、C三个断裂面。从拼合后的密合程度来看,A断面最差,为主断面。对断裂件的进一步分析工作应集中在A断面上。
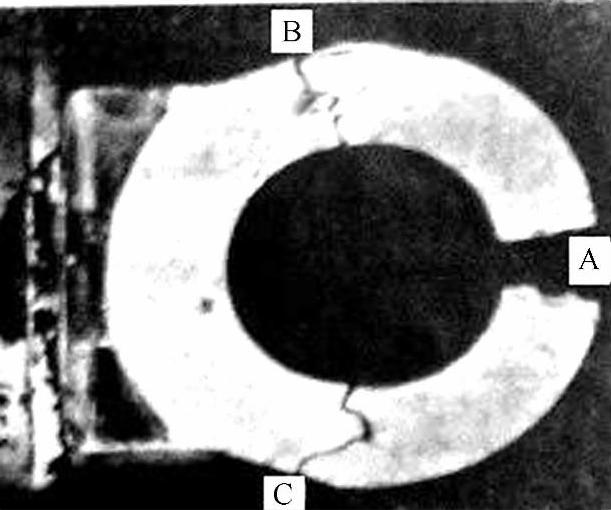
图3-7 联杆上销孔开裂的断口上的拼合情况
注:A处拼合后张口最大,开裂顺序:A→B→C。
(2)按照“T”形汇合法确定主断面或主裂纹 如果在最初断裂件上分成几块或是存在两条以上的相互连接的裂纹,此时可以按照“T”形汇合法的原则加以判断。如图3-8所示,“T”字形的横向裂纹A为先于B的主裂纹,B为二次裂纹。这时可认为A裂纹阻止了B裂纹的扩展,或者说B裂纹的扩展受到A的阻止,因为在同一个零件上,后产生的裂纹不可能穿越原有裂纹而扩展。
(3)按照裂纹的河流花样(分叉)确定主裂纹 将断裂的残片拼凑起来会出现若干分叉或分支裂纹,或者在一个破坏的零件上往往有多条相互连接的裂纹。尤其是载荷较大,裂纹做快速扩展的情况下,裂纹常常有许多分叉,如图3-9所示。此时可根据裂纹形成的河流花样确定主裂纹。通常的情况是,主裂纹较宽、较深、较长,即河流花样的主流。在图3-9所示的情况下,A为主裂纹,B和C为支裂纹,并且裂纹源的位置在支裂纹扩展方向的反方向。开裂齿轮的裂纹扩展形态如图3-10所示,这是一个实际开裂的齿轮,在上面可以观察到清晰的裂纹汇合及分叉现象。
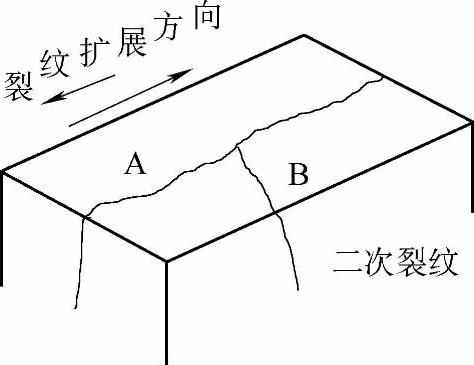
图3-8 二条裂纹构成“T”字形
注:裂纹A在裂纹B之前形成。
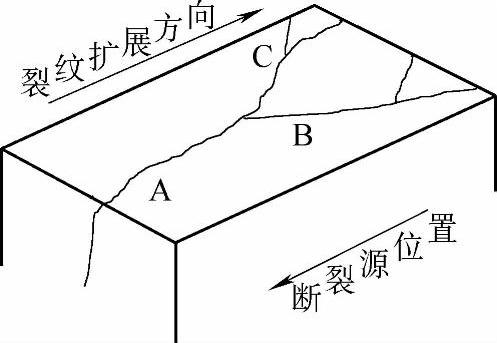
图3-9 主裂纹(A)与支裂纹(B、C)构成的河流花样
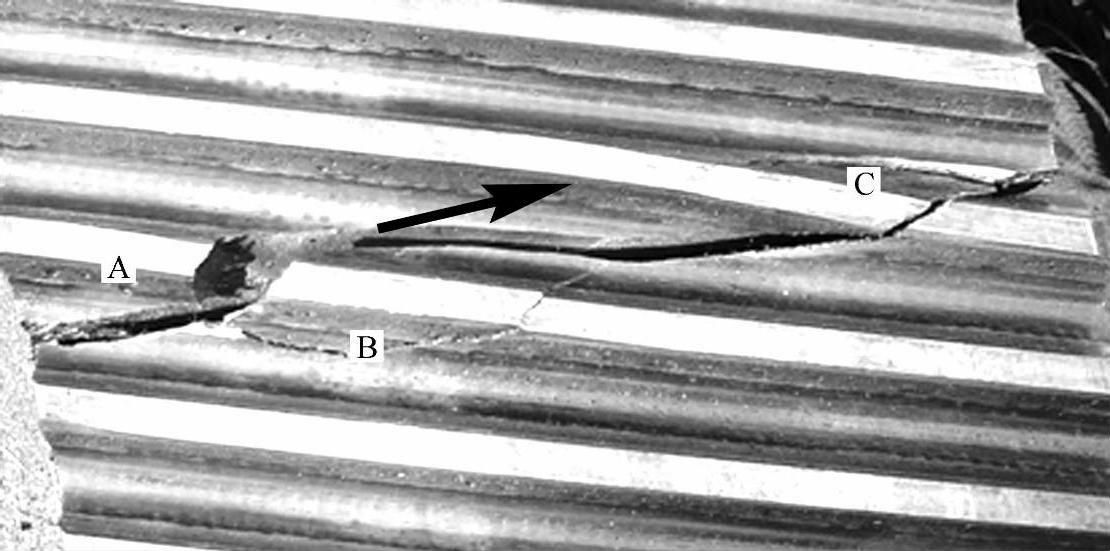
图3-10 开裂齿轮的裂纹扩展形态
注:A所示为开裂的主裂纹,主裂纹扩展过程中形成次裂纹B;C裂纹则是主断齿相邻的齿根开裂,在主裂纹处形成T交叉。箭头所示方向为裂纹扩展方向。沿箭头所示方向,裂纹宽度变窄。
3.断裂(裂纹)源区的宏观判断
主断面(主裂纹)确定后,断裂分析的进一步工作是寻找裂纹源区。由于观察分析手段和目的不同,断裂源的含义也不同。工程上,一般所说的裂纹源区是断裂破坏的宏观开始部位。寻找裂纹源区不仅是断裂宏观分析中最核心的任务,而且是光学显微分析和电子显微分析的基础。
(1)根据不同断裂的特征确定裂纹源区 不同断裂都有不同或相应的特征,按照这些特征来确定断裂源是断口分析中最直接、最可靠的方法。例如:如果在断裂件的主断面上观察到纤维区、放射区及剪切唇三种断裂特征,则裂纹源区应在纤维区中,并且还可断定此种断裂为静载断裂(或过载断裂)。板状试件或矩形截面的零件发生的静载断裂,在断口上通常可以看到撕裂棱线呈人字纹的分布特征。对于光滑试件来说,一组人字纹指向的末端即为裂纹源区。圆形试件、缺口冲击试件的静载断裂,应力腐蚀断裂及氢脆断裂的断口上,其撕裂棱线通常呈放射线状,一组放射线的放射中心则是裂纹源。疲劳断裂的断口上通常可以看到贝纹花样的特征线条,贝纹线形似一组同心圆,该圆心即为裂纹源。(www.daowen.com)
总之,不同的断裂类型,在断口上都可以观察到典型的特征形貌。正确的断口分析不仅能够确定断裂的性质,同时能够确定断裂源区,为进一步的分析确定基础。有关不同断裂断口特征的细节请参阅以下各章节和相关文献内容。
(2)根据裂纹宽度确定裂纹源区 将断开的零件的两部分相匹配,则裂纹的最宽处为裂纹源区。图3-11所示为实际开裂的管件,可按照断口拼合后的张口大小确定断裂源。两段拼合后,先开裂的部分张口很大,而后开裂的部分(管子的下部)则拼合很好。此管的开裂是由于轧制时产生的折叠所致,断裂始于折叠处。
(3)根据断口上的色彩程度确定裂纹源区 按照断口的颜色及其深浅程度来确定裂纹源区的方法,主要是观察断口上有无有别于金属本色的氧化色、锈蚀及其他腐蚀色彩等特征,并依此确定裂纹源区的宏观位置。这也是断口分析中经常采用的方法。

图3-11 实际开裂的管件
在有氧化和锈蚀的环境中发生断裂的零件,其断口上有不同程度的氧化及锈蚀色彩。显然,有色彩处为先断,无色彩处(或为金属本色)为后断。色彩深的部位为先断,色彩浅的部位为后断。
在高温下工作的零件,其断口上通常可见深黄色和蓝色色彩,前者为先断,后者为后断。
水淬开裂的零件可以根据断口上的锈蚀情况判断开裂点。油淬时,可以根据淬火油的渗入情况判断起裂点。若断口发黑,说明在淬火前零件上就有裂纹(黑色是高温氧化的结果)。
(4)根据断口的边缘情况确定裂纹源区 观察断口的边缘有无台阶、毛刺、剪切唇和宏观塑性变形等,将有助于分析裂纹源区的位置、裂纹扩展方向及断裂的性质等问题。因为随着裂纹的扩展,零件的有效面积不断减小,使实际载荷不断增加。对于塑性材料来说,随着裂纹的扩展,裂纹两侧的塑性变形不断加大,依此即可确定裂纹的扩展方向。在断口的表面没有其他特殊花样存在的情况下,利用断口边缘的情况往往是判断裂纹源区及裂纹扩展方向的唯一的和可靠的方法。例如:在高温下开裂的蒸汽管道,其断口往往由于高温氧化而难以判断开裂的方向。而确定开裂是从管壁外表面开始的还是从管壁内表面开始的,是正确分析蒸汽管道开裂原因的基本条件。在这种情况下,断裂表面的剪切唇或毛刺则是唯一的判定依据。图3-12所示两根爆裂的蒸汽管道的爆口形状基本相同,爆口边缘无明显塑性变形,都属于脆性爆管。在图3-12a所示爆管管壁内侧和图3-12b所示爆管管壁外侧均有可见的剪切唇和毛刺,因此,可以断定图3-12a所示爆管为管外壁起裂,而图3-12b所示爆管为管内壁起裂。据此取样进一步分析爆管原因可知,图3-12a所示爆管是由于外表面氧化引起的,而图3-12b所示爆管则是由于长期过热导致材质老化引起的。
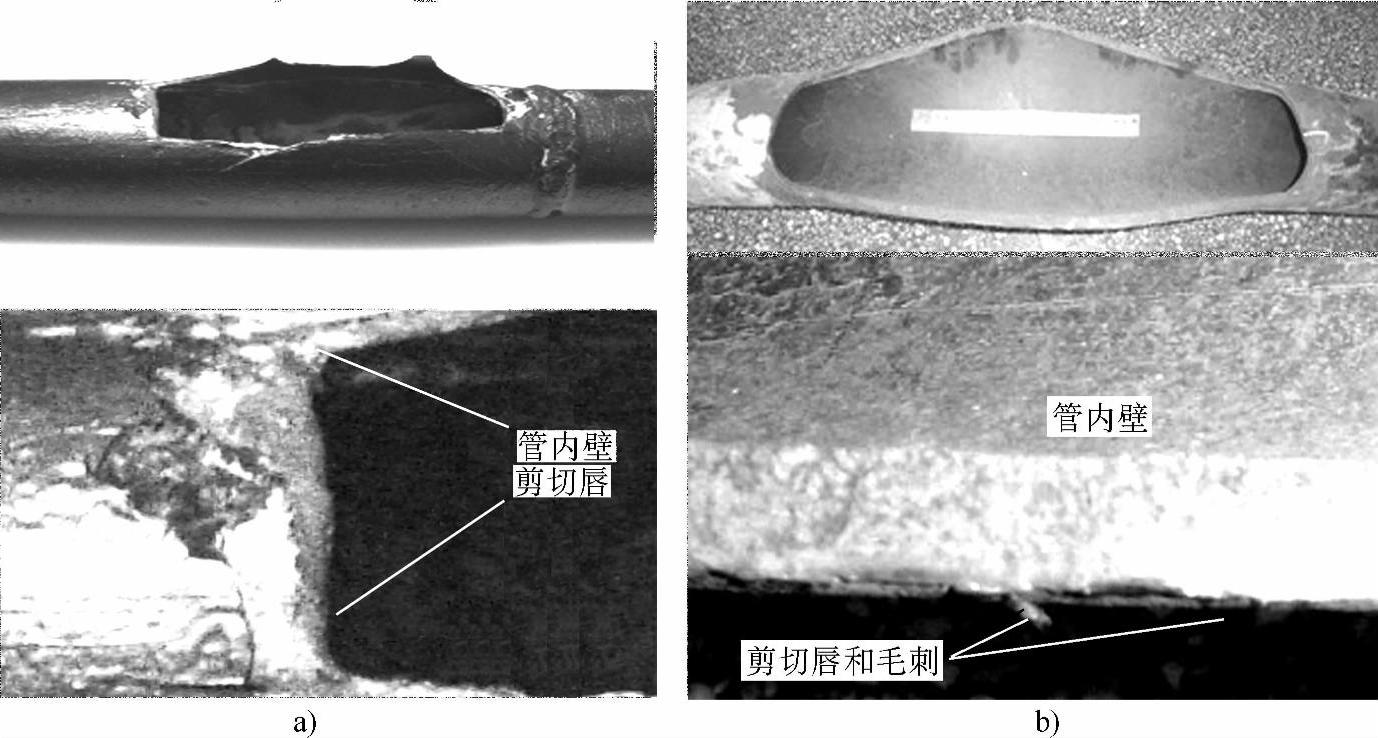
图3-12 按照爆口开裂管壁的剪切唇和毛刺判断管壁开裂的顺序
当然,并不是在所有的断口上都能找到断裂源。如整体金属零件出现的脆性断裂,断口为瓷状,过热及过烧件的断裂为结晶状断口,以及晶间腐蚀与均匀腐蚀断口在宏观上均无可见的断裂源。
4.宏观断口的表象观察与致断原因初判
在宏观断口的分析中除上述工作外,还应当对下述问题做进一步观察和分析。
(1)断裂源区和零件几何结构的关系 断裂源区可能发生在零件的表面、次表面或内部。
对于塑性材料的光滑零件,在单向拉伸状态下,断裂源在截面的中心部位属于正常情况。为防止零件出现此种断裂,应提高材料的强度水平或加大零件的几何尺寸。
表面硬化件发生断裂时,断裂源可能发生在次表层,为防止此类零件的断裂,应加大硬化层的深度或提高零件的心部硬度。
除上述两种情况外,断裂源区一般发生在零件的表面,特别是零件的尖角、凸台、缺口、刮伤及较深的加工刀痕等应力集中处。为防止此类破坏,显然应从减小应力集中方面入手。
(2)断裂源区与零件最大应力截面位置的关系 断裂源区的位置一般应与最大应力所在平面相对应,如果不相对应,则表明零件的几何结构存在某种缺陷或工作载荷发生了变化,但更为常见的情况是材料的组织状态不正常(如材料的各向异性现象严重)或存在着较严重的缺陷(如铸造缺陷、焊接裂纹、锻造折叠)等情况。例如:承受单向扭转工作载荷的轴件,其断口的宏观形貌,按其与最大应力的关系可能有以下几种情况:
1)断口表面与最大正应力所在平面相对应,即断口与轴线呈45°螺旋状。此种类型的断裂为宏观脆性断裂,通常是由材料的脆性过大或韧性、塑性不足引起的。通过改变零件的热处理工艺,适当提高回火温度,则有助于减少零件的此类断裂。
2)断口的表面与最大切应力所在平面相对应,即断口平面与轴线垂直或平行。此种类型的断裂为宏观的韧性断裂,通常是由材料的强度或硬度不足引起的。通过改变零件的热处理工艺,适当降低零件的回火温度,则有助于零件使用性能的改善。
上述两种情况均表示材料的组织均匀性未出现太大问题。在此种情况下,如果调整热处理工艺难以避免上述两种断裂,则应提高材料的强韧性级别或者适当加大零件的几何尺寸。
3)断口表面与轴线的夹角远小于45°,即断口表面既不和最大正应力所在平面相对应,也不和最大切应力所在平面相对应。换句话说,该断裂面是在较小的应力条件下形成的。由此可以推知,材料的各向异性现象比较严重,横向性能比较差。通常是由材料中的塑性夹杂物比较多及锻造流线沿轴向分布显著等因素引起的。
(3)裂纹源的部位 裂纹是从一个部位产生的还是从几个部位产生的?是从局部部位产生的还是从很大范围内产生的?通常的情况是,应力数值较小或呈柔性应力状态时易从一处产生,应力数值较大或呈硬性应力状态时易从多处产生;由材料中的缺陷及局部应力集中引起的断裂,裂纹多从局部产生;存在大尺寸的几何结构缺陷引起的应力集中时,裂纹易从大范围内产生。
例如,承受旋转弯曲的轴件可能产生以下几种类型的断裂:
1)裂纹源于表面一处或两处(基本对称,但稍有偏转)。这是最为常见的断裂形式。其产生原因是表面拉应力最大及表面存在一定的加工缺陷或材料缺陷。在无明显缺陷存在的情况下,正常的断裂(由材料性质及轴件的几何尺寸和载荷性质来决定)也呈此种断裂形式。
2)裂纹源于次表面。某处次表面的拉应力小于表面的拉应力,其所以成为起裂点,必然存在有较大的缺陷。
3)裂纹源于整个表面向内扩展导致的断裂。其断裂原因一般是轴件存在变截面且其应力集中现象严重,如存在直角过渡的情况。
(4)断口的表面粗糙度 断口的表面粗糙度在很大程度上可以反映断裂的微观机制,并有助于断裂性质及致断原因的判断。例如:粗糙的纤维状多为微孔聚集型的断裂机制,且孔坑粗大,塑变现象严重;瓷状断口多为准解理或脆性的微孔断裂,塑变现象极小,孔坑小、浅、数量极多;粗、细晶粒状为沿晶断裂;镜面反光现象明显的结晶状断口为解理断裂;表面较平整多为穿晶断裂,凹凸不平多为沿晶断裂等。
(5)断口上的冶金缺陷 注意观察断口上有无夹杂物、分层、粗大晶粒、疏松、缩孔等冶金缺陷,有时依此可以直接确定断裂原因。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





