消除和调整残余应力的方法主要有热作用法和机械作用法,根据不同的零件和残余应力产生的过程,正确选择消除残余应力的方法,可有效地降低残余应力的危害作用,常用的方法主要有以下几类。
1.去应力退火
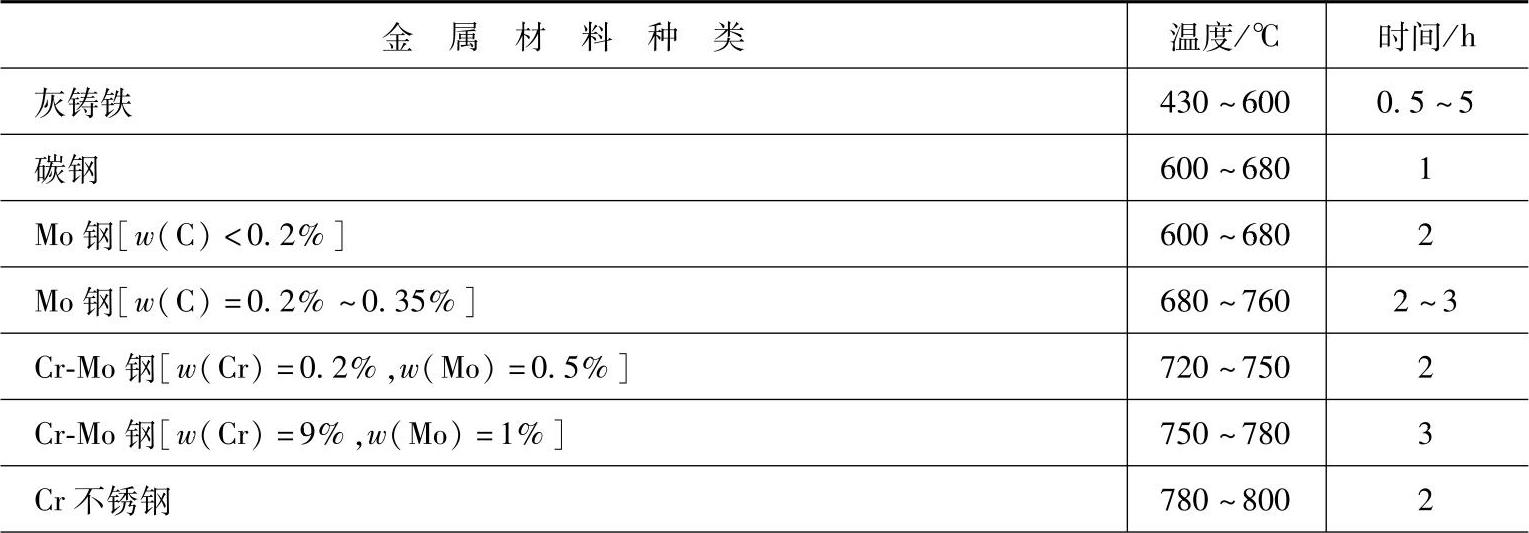
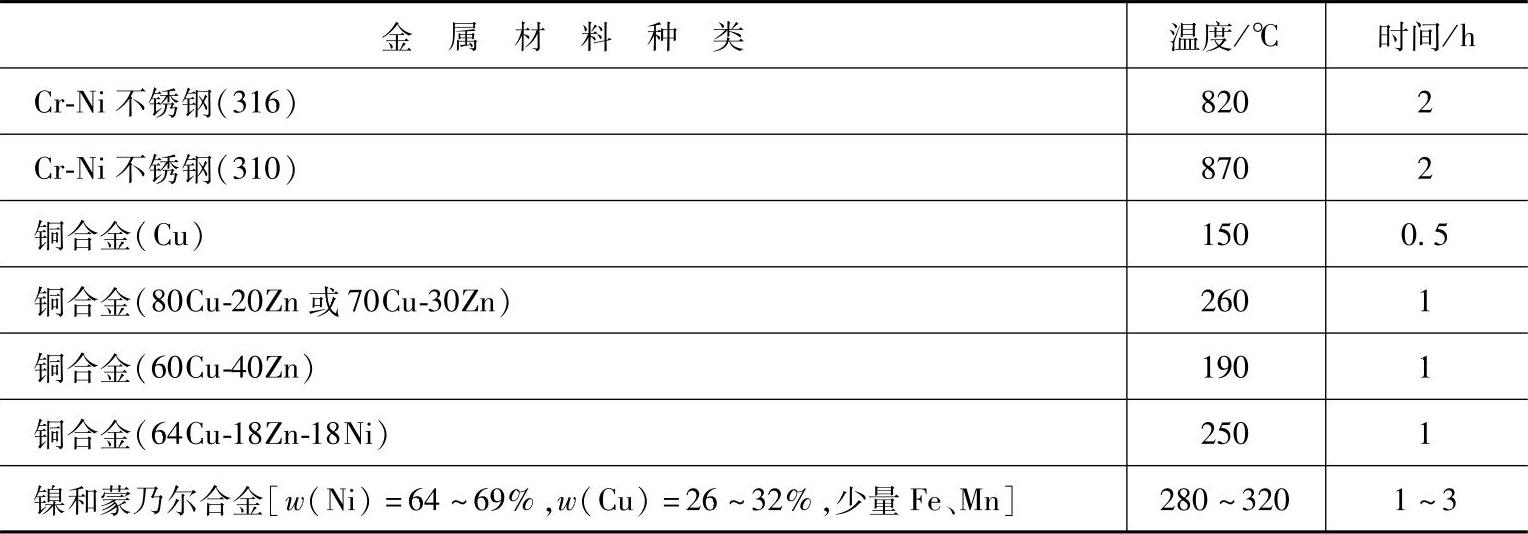
去应力退火是消除焊接残余应力、铸造残余应力、机加工残余应力最常用和最有效的方法之一。一般的退火是把零件在较高的温度下保温一段时间,然后再进行缓冷的工艺方法。典型的去应力退火的温度和保温时间见表2-4。
表2-4 去应力退火的温度及保温时间
(续)
2.回火或自然时效处理
回火是淬火后按照不同硬度要求进行的热处理工艺。在回火过程中,可有效消除淬火产生的残余应力。为了避免组织变化而又能使应力去除,在100~200℃回火,也可消除相当大的一部分残余应力。随着回火温度提高,残余应力去除的部分显著增大。当回火温度达到450℃及以上时,可以认为残余应力已完全消除。值得注意的是,有的合金钢试样在淬火后的表面为残余压应力,而经有相变的回火后反而变为残余拉应力。
对一些铸件一般可采用自然时效的方法消除残余应力,自然时效可降低残余应力10%~30%。(www.daowen.com)
3.机械法(加静载或动载)
加静载可使有残余应力部位发生屈服,从而使残余应力松弛。加静载法包括反复弯曲法、旋转扭曲法、拉伸法。加动载(振动或锤击)可消除残余应力。振动法主要用于铸件和焊接件;锤击法主要用于焊接件,在焊接过程中进行,可部分消除残余应力。
锤击处理很早就被引入焊接件残余应力的处理,以防止裂纹产生。锤击力、锤击的频次、锤击的温度范围等对不同材料的焊接结构残余应力的消除有较大影响。图2-27所示为白口铸铁焊补试件焊接后,不同锤击温度区间锤击时上表面残余应力的分布。不同温度下进行锤击对焊接接头残余应力有很大影响,在840~360℃区间进行锤击效果最好,增加锤击力可以提高残余应力的消除效果,使焊缝中心处产生较大的残余压应力。
振动时效是20世纪70年代发展起来的一种消除残余应力的方法,具有能耗低、时间短、设备投资少、场地占用小、物环境污染等特点,在许多场合可以代替热时效,达到消除或部分消除焊接结构件等构件残余应力的目的,在欧美发达国家已得到广泛应用。振动时效是对零件施加交变应力,如果这种交变应力与零件某点的残余应力相叠加,达到材料的屈服强度,则该点将产生局部的塑性变形;如果这种应力能够使得材料中的某些点产生晶格滑移,即使应力远没有达到材料的屈服强度,这些点也会产生塑性变形。塑性变形往往是发生在残余应力最大处,可使这些点的残余应力得以释放。对S1-1250压力机立柱大型焊接件的实测表明,对于大型焊接件,振动时效的处理效果与热时效是一致的,在合适的处理工艺条件下,残余应力主应力的最大绝对值下降了40.96%,残余应力值域比振动前减小了39.9%。
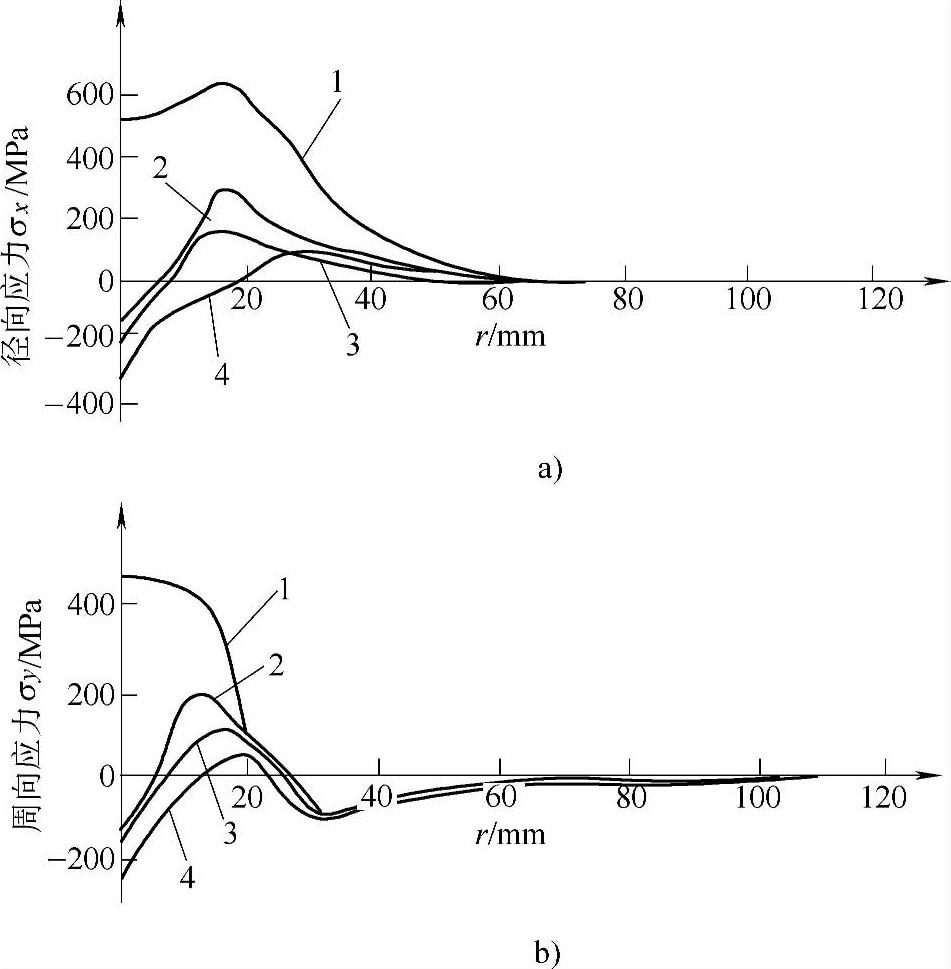
图2-27 不同锤击温度区间锤击时上表面残余应力的分布
a)径向残余应力 b)周向残余应力
1—无锤击作用 2—600~1000℃ 3—300~650℃ 4—360~840℃
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





