1.热处理残余应力
热处理残余应力是由热应力和组织应力叠加的结果。热应力是由于不同温度处的膨胀量不同引起的,它在冷却初期和末期正好相反(见图2-9)。而组织应力是由于不同组织的比体积不同引起的。在淬火冷却过程中,表面发生相变与其后的心部发生相变时的组织应力也正好相反(见图2-10)。零件整体淬火后的残余应力分布比较复杂,要视具体零件结构、材料的淬透性等具体分析。对许多种钢的残余应力的研究结果,大体可分为图2-11所示的五种类型。当零件处于整体淬透状态时,表面先发生马氏体相变,使表层变硬;随后的冷却中,心部发生马氏体相变使体积发生膨胀,导致表面形成残余拉应力,一般在这种情况下,零件的残余应力分布以组织应力的形式存在,如图2-12所示。而对于低淬透性材料制作的零件,淬火时由于心部不发生马氏体相变,因而零件的残余应力状态可以是组织应力形态也可以是热应力形态,应视淬硬层的相对厚度而定。对于表面淬火的零件,则形成以热应力为主的残余应力分布形式,表面为残余压应力(见图2-13)。对于形状复杂的零件,其淬火后的残余应力的分布十分复杂,应仔细分析。
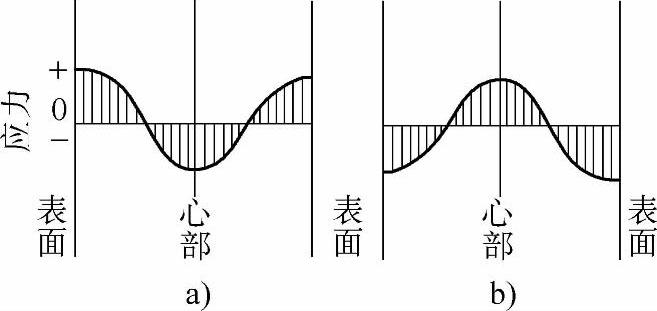
图2-9 热应力分布示意图
a)冷却初期 b)冷却后期
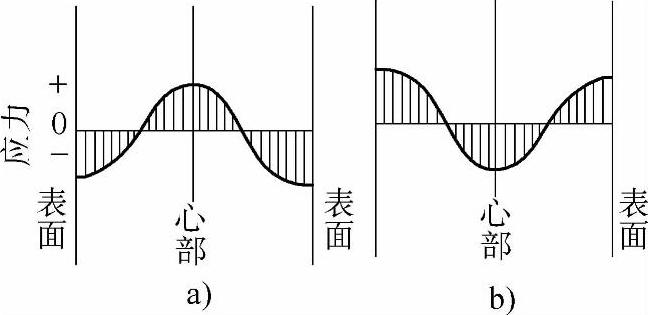
图2-10 组织应力分布示意图
a)表面发生相变时 b)心部发生相变时
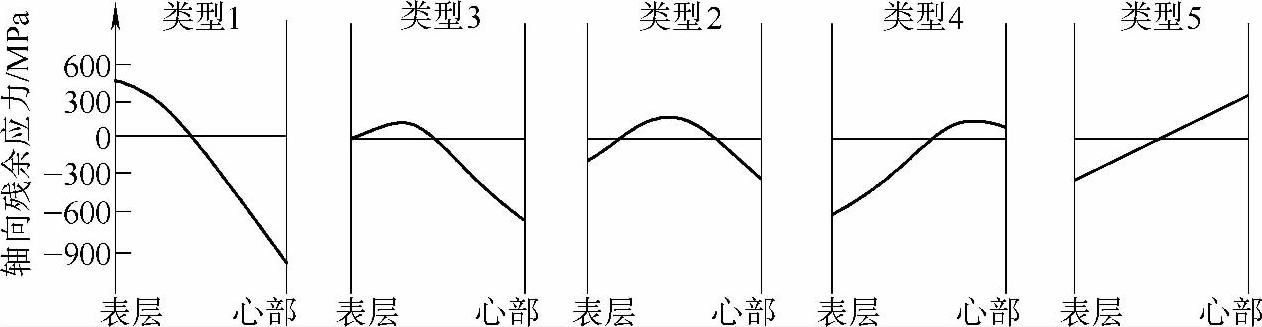
图2-11 热处理淬火残余应力类型
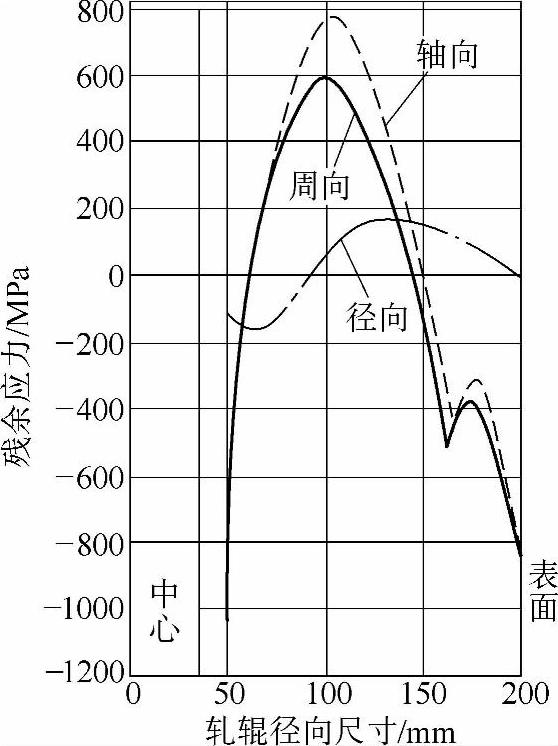
图2-12 锻钢轧辊淬火残余应力
注:辊径为Φ405mm,中心孔径为Φ75mm。
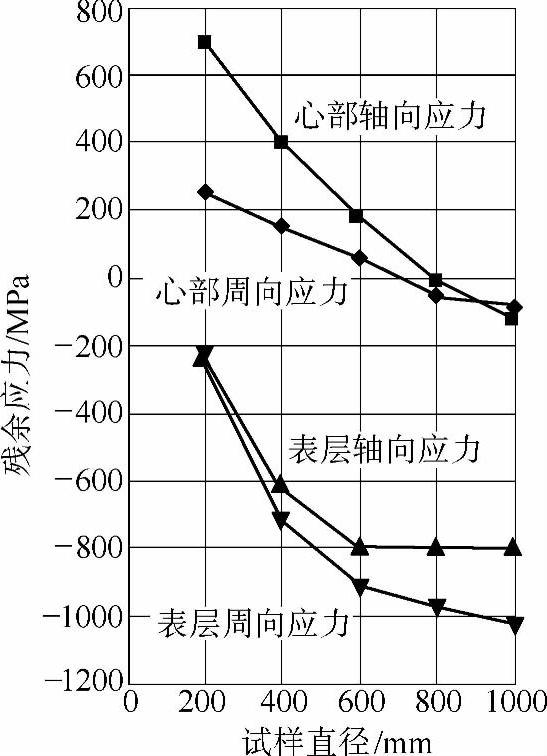
图2-13 火焰淬火残余应力
注:w(C)=0.97%,硬化深度为2.4~2.8mm。
对于含碳和其他合金元素的大多数钢而言,其过冷奥氏体的组织变化状态,可由其等温转变图(TTT曲线)和连续冷却转变图(CCT曲线)求得。因此,关于淬火残余应力的产生,用连续冷却转变图研究其产生过程是方便的。这里,材料成分的差别就表现在曲线位置上的差别,而试样的大小、冷却方法上的不同,则会在冷却曲线上显现出各部分上的差别。即使不是一般的全断面淬火的情况也能用其进行研究。
分析淬火残余应力对零件失效的作用时,还应充分注意加热过程中脱碳层的影响。一般钢在淬火加热时会有氧化脱碳现象。脱碳层在随后的淬火过程中将形成残余拉应力。
2.表面化学热处理引起的残余应力
表面化学热处理引起的残余应力分布形式与化学热处理的种类有关。一般渗碳、渗氮后表层的残余应力为压应力状态,如图2-14和图2-15所示。
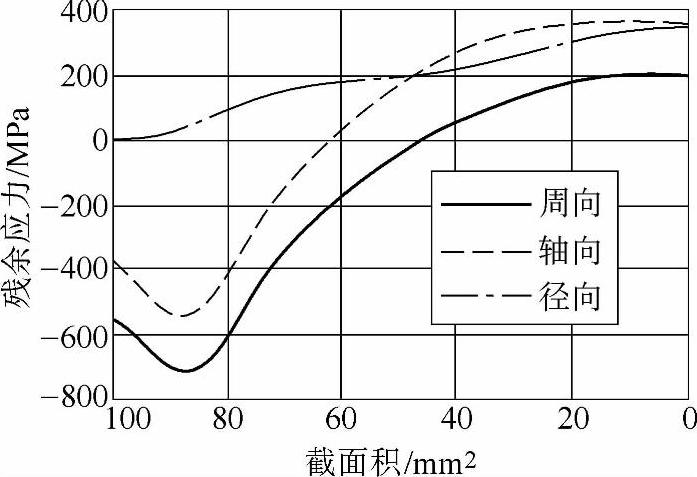
图2-14 渗碳淬火后的残余应力分布
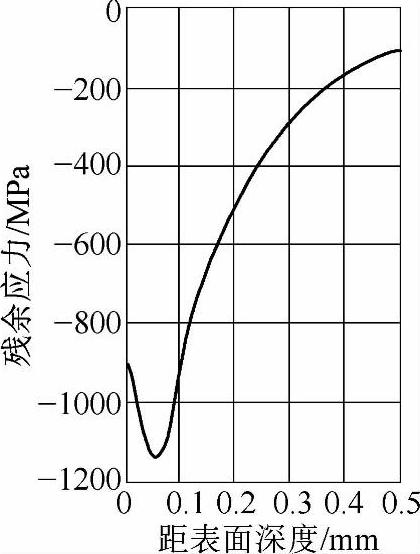
图2-15 渗氮后的残余应力
影响表面化学热处理残余应力的因素比较复杂,实测的结果也不很多。归纳现有研究结果,一般影响渗碳淬火试样残余应力的因素有:
(1)渗碳层深度影响 对应于不同的渗碳层深度,其残余应力的产生状态将有各自不同的过程。典型研究显示随着渗碳层深度增加,外表层的残余应力有减小的倾向。
(2)试样直径大小的影响 试样大小对渗碳层淬火残余应力的影响比渗碳层深度还要明显,这是由于急冷时断面内冷却曲线的差别造成的。在渗碳层深度相同时,试样直径越大则表层的残余压应力越高。
(3)钢种的影响 钢种不同,材料的高温屈服强度必然不同,因此相变进行过程中所产生的应力状态也就不同。对合金钢来说,其应力就较大。由于合金钢渗碳淬火时基体也会发生马氏体相变,因此对表面残余压应力有减轻的作用。
因渗氮而产生残余应力时,并不伴随淬火时所看到的那种组织转变,因此其产生过程是单纯的。
3.焊接残余应力
在一般的各种加工过程中,焊接是比较容易产生残余应力的加工方法,且表现得更为明显。焊接时,很容易看出焊接过程的变形和残余应力。焊接残余应力是在焊缝及其附近由于焊接的热应力、组织应力和拘束应力共同作用而产生的。一般来说,在焊缝中心平行于焊缝方向上有较大的残余拉应力(大到接近于ReL),而有约束应力时,垂直焊缝方向上残余拉应力增大。焊缝在约束情况下的残余应力如图2-16所示。
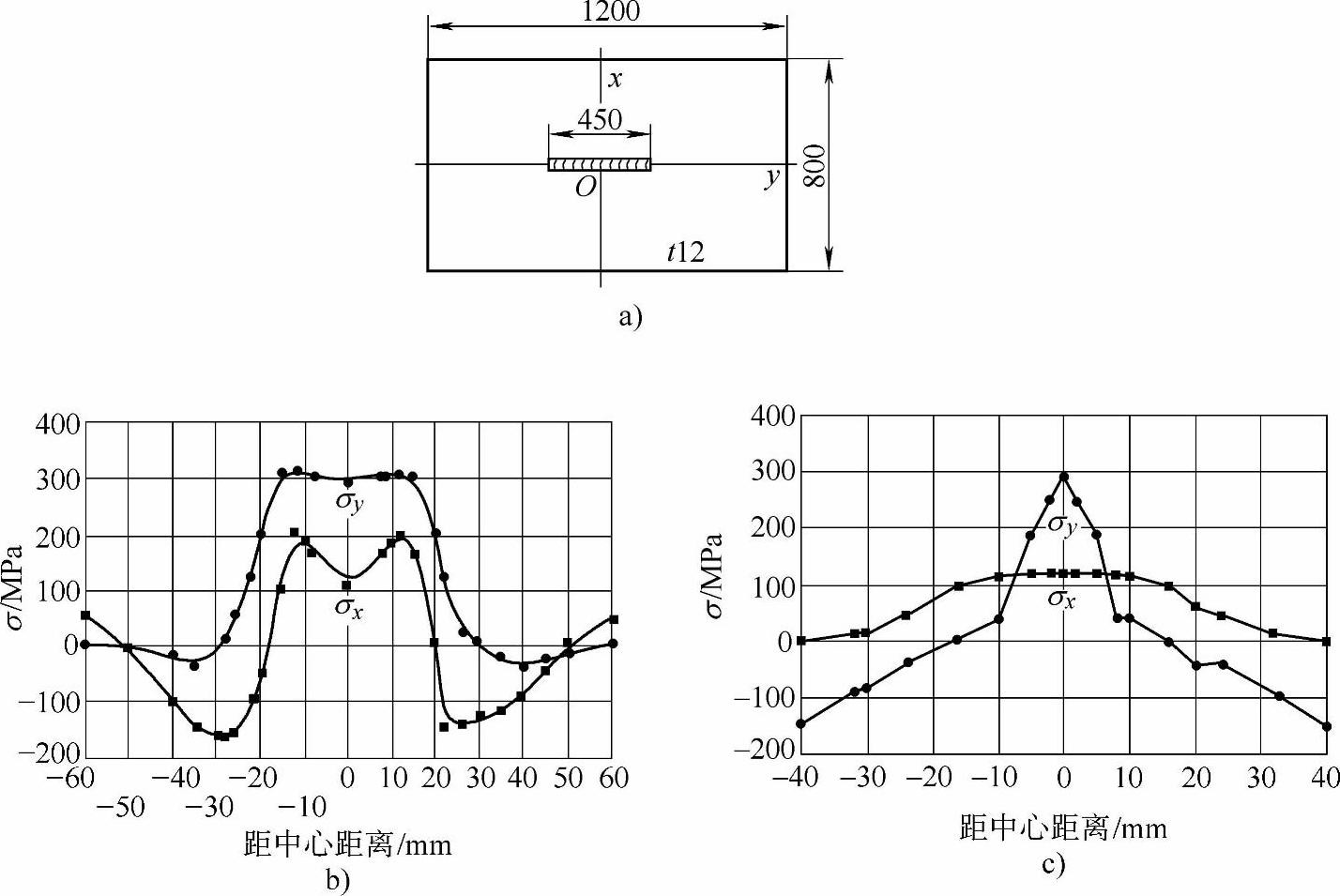
图2-16 焊缝在约束情况下的残余应力
a)试样尺寸 b)x轴上的应力分布 c)y轴上的应力分布
对于焊接零件的强度而言,残余应力的影响是非常重要的,它的大小、分布状态对脆性破坏、疲劳破坏、应力腐蚀开裂及其他破坏都有很大的不良影响。
焊接残余应力的形成原因,大致可分为以下三种情况:
(1)直接应力 这是进行不均匀加热的结果,是取决于加热和冷却时的温度梯度而表现出来的应力。这是形成焊接残余应力的主要原因。
(2)间接应力 这是焊接前加工状况所造成的应力。零件若经过轧制或冷拔,都会形成残余应力。这种残余应力在某些情况下会叠加到焊接应力上去,而在焊后的变形过程中往往也具有附加性的影响。
(3)组织应力 这是由于组织变化而产生的应力。由于焊接钢材一般都具有低的碳当量,因此这一作用的影响要比直接应力的作用小得多。但对于合金元素含量高的钢(即高淬透性钢),这一作用也是不能忽视的。在某些情况下由于焊接后回火不足,也可以导致焊接接头的脆性开裂。同时要注意研究热影响区中发生相变部分的宽度与残余应力的产生有关的时候,就必须加以考虑。(www.daowen.com)
4.铸造残余应力
铸造残余应力的产生可归于受零件形状和铸造技术等影响的结构应力,以及由于组织和成分不同而产生的组织应力。
(1)零件截面内保持平衡的残余应力 由于内外温差的影响,表层冷却与内层冷却不同时产生的残余应力,如图2-17所示。该残余应力与淬火时的热应力相同。
(2)零件间相互保持平衡的残余应力。具有两个或两个以上截面的零件,如图2-18所示,截面积小的外侧两个零件冷却比中心零件快,最后形成如同前述一样的残余应力。
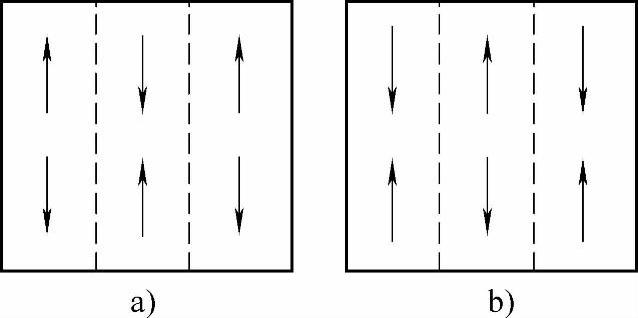
图2-17 零件截面内保持平衡的残余应力
a)冷却时 b)冷却后
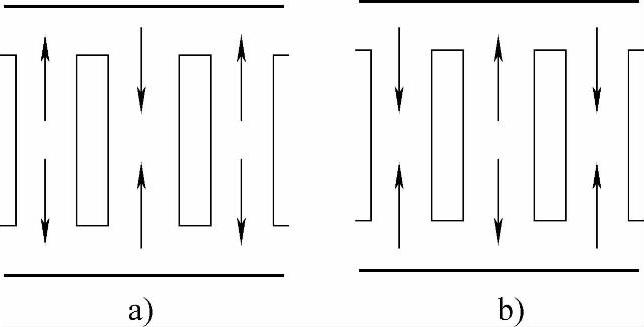
图2-18 零件间相互保持平衡的残余应力
a)冷却时 b)冷却后
(3)由于型砂阻力而产生的残余应力 如图2-19所示,H形零件的各部分同样冷却时,图中的A部分随着冷却而产生的收缩,就会受到铸型的束缚而产生残余拉应力。
关于铸型和型砂阻力对铸件残余应力的影响是复杂的,它的大小与型砂的状态及高温时的强度等有关。一般认为其与型砂强度近似于成正比关系。
(4)铸件成分的影响 实验结果显示,铸件的成分及组织对铸件残余应力有一定的影响。含碳量比含硅量的影响更大。含碳量越多,石墨就越多,所产生的残余应力也就越小,而且铸造时对裂纹的发生也不敏感。磷对残余应力的影响存在最大值,当含磷量在0.6%~0.8%(质量分数)时导致的残余应力最大。为了使铸件不产生开裂,对磷的影响也应予以充分的注意。
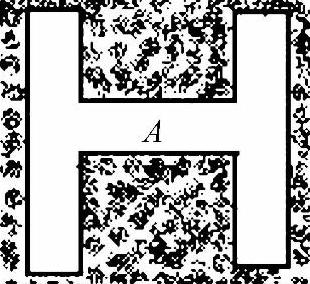
图2-19 由于型砂阻力而产生的残余应力
另外,由于铸件生产过程控制不严格,可能在铸件冷却过程中形成马氏体类组织转变,由此而产生的残余应力与淬火残余应力的分析相同。在进行失效分析时,铸件的这一残余应力的影响应引起足够的重视,严重时可导致铸件开裂。
5.涂镀层引起的残余应力
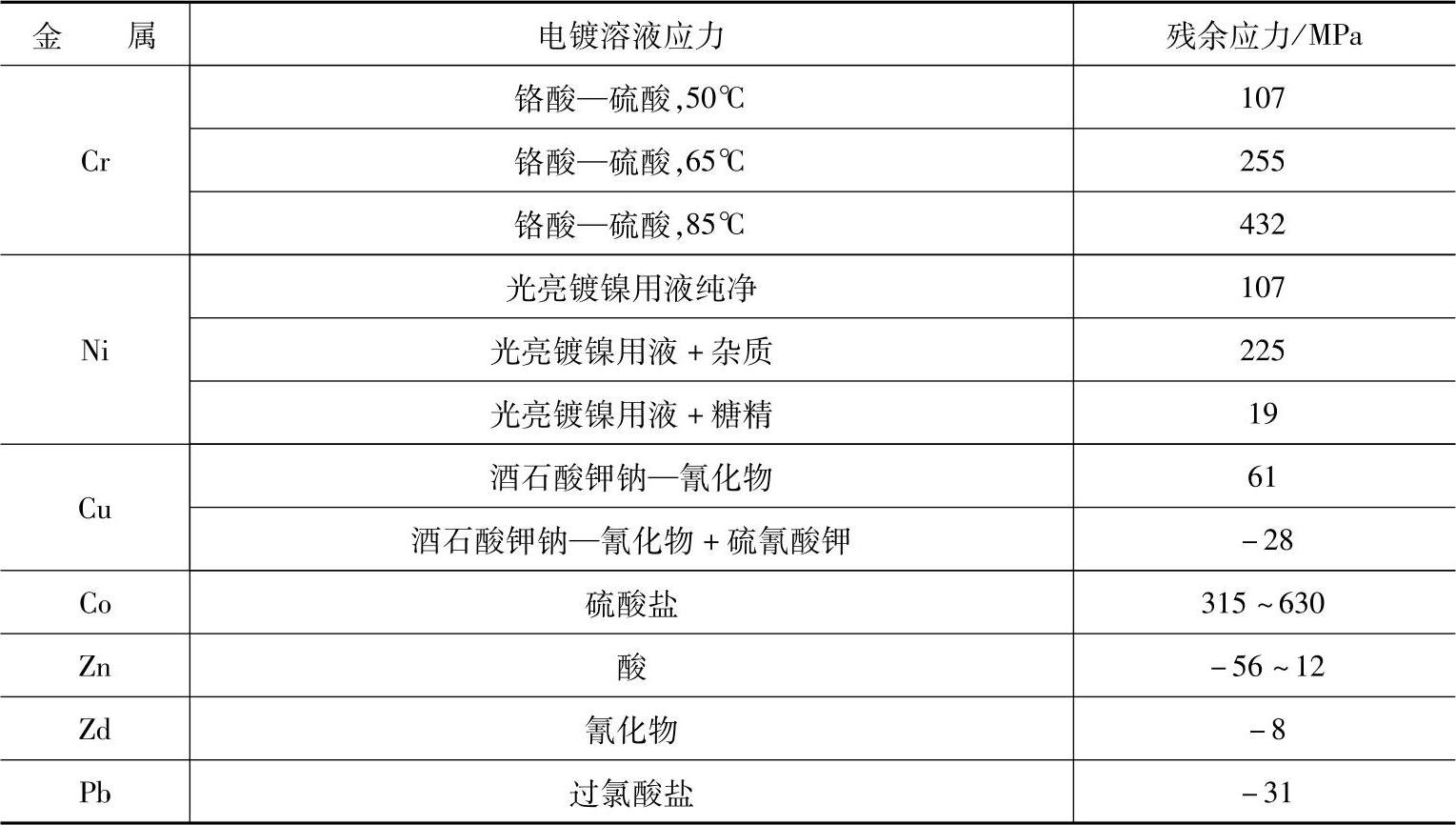
电镀时产生的残余应力,是指在基体金属上逐层电沉积上去的镀覆部分的残余应力。影响电镀层残余应力的因素有电镀层的特性、基体金属、电解液,以及电镀时的操作工艺。电镀层残余应力不仅影响镀层与基体的结合强度,降低耐蚀性,而且更主要的是影响零件的抗疲劳性能。电镀层的残余应力的测试比较困难,各种金属镀层的残余应力见表2-3。
表2-3 各种金属镀层的残余应力
钢铁材料在激光相变强化过程中,由于表层组织的变化和相对于材料内部的温差而产生的残余应力,其分布状态及其大小对材料的使用性能有很大的影响。残余拉应力加剧了材料内部的应力集中,促进裂纹的萌生或加速已存在裂纹的扩展,造成材料的早期破坏;而残余压应力松弛材料内部的应力集中,可以提高零件的疲劳性能。W18Cr4V钢经1500W、25mm/s及1000W、25mm/s工艺条件处理后,激光强化层的残余应力沿层深方向的分布如图2-20所示。激光相变强化试样表面处于压应力状态,亚表层为拉应力,残余应力—层深曲线近似呈正弦函数分布,见图2-20中曲线2,应力值随工艺参数的不同而改变。随激光功率的增加,试样表面熔化。这时强化层基本处于拉应力状态,也近似呈正弦函数分布,见图2-20中曲线1。
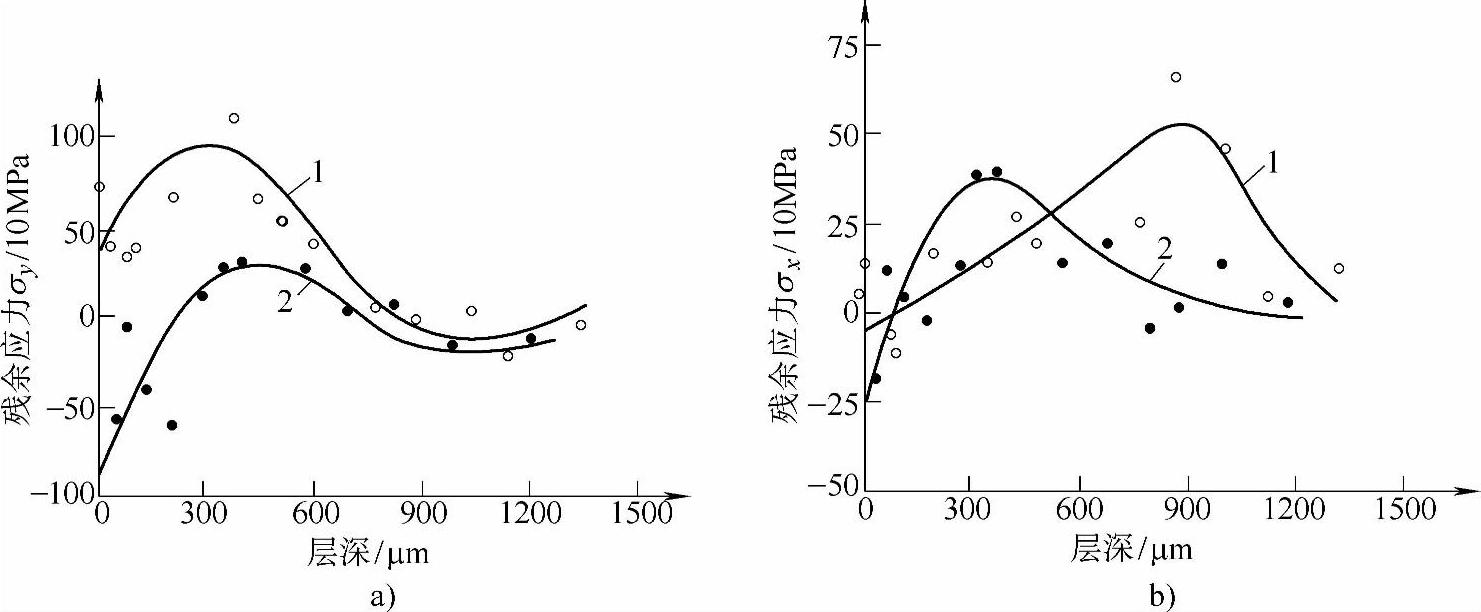
图2-20 激光强化层的残余应力沿层深方向的分布
a)σy—层深分布曲线 b)σx—层深分布曲线
1—1500W、25mm/s 2—1000W、25mm/s
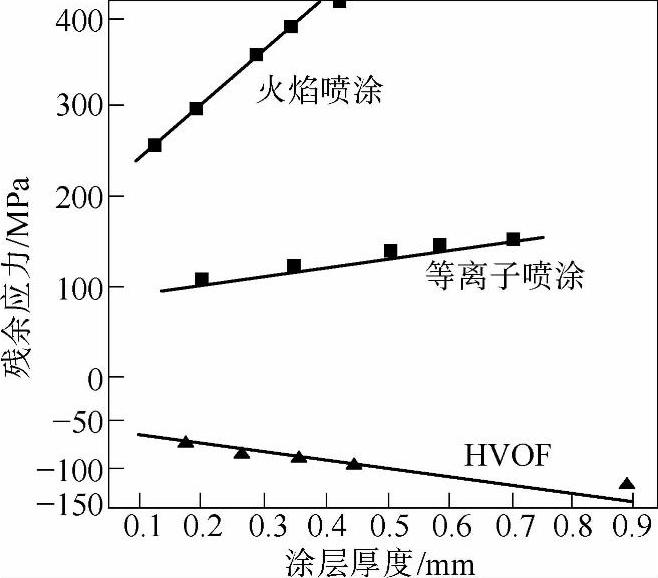
图2-21 喷涂工艺方法对NiCrSi涂层残余应力的影响
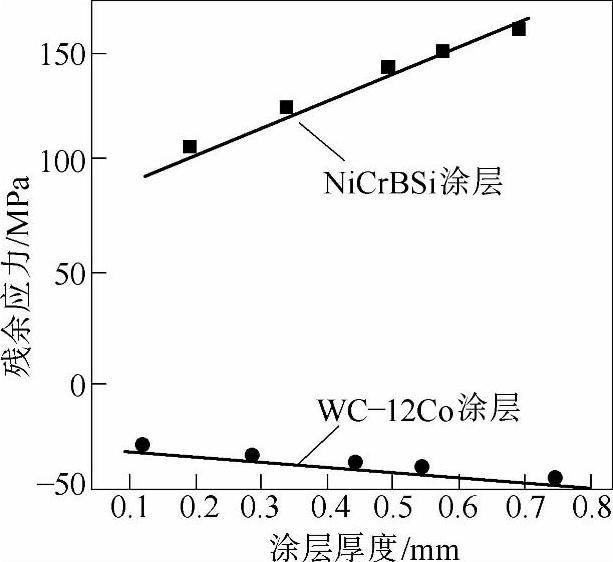
图2-22 火焰喷涂涂层内残余应力与其厚度的关系
残余应力是热喷涂涂层固有的特性之一,其主要原因是涂层与基体有着较大的温度梯度和物理特性差异。由于残余应力对涂层的质量和使用性能有显著的影响,甚至会严重影响涂层的使用寿命,所以测试和评估热喷涂涂层的残余应力是非常重要和有价值的。但目前尚缺乏可靠的试验方法和标准,热喷涂涂层残余应力的测试和评估仍然是相当困难的。涂层的残余应力与喷涂方法、喷涂工艺、喷涂材料和喷涂涂层的厚度等因素有关,图2-21和图2-22所示为热喷涂涂层残余应力的实际测试结果。热喷涂工艺方法对涂层残余应力有着非常大的影响。对于同一材料的涂层,其残余拉应力随喷涂时颗粒温度的升高而增大,随颗粒飞行速度的增大而减小。然而颗粒温度对涂层的残余压应力影响不是很大,涂层的残余压应力主要取决于颗粒的飞行速度,颗粒的飞行速度越高,涂层的残余压应力越大。涂层的残余应力与其厚度呈线性关系,无论涂层残余应力是拉应力还是压应力,它都随着涂层厚度的增加而增加。
6.切削加工残余应力
金属材料在进行切削(磨削)加工时,在加工过程中与工具相接触的部分附近要产生塑性变形。这种变形取决于加工方法和加工状态,是各种原因所造成的变形的叠加,并要附加上材料和工具接触所产生的热影响。因此,在加工后的材料表面的薄层上,存在着相当大的残余应力。这些残余应力使零件尺寸稳定性下降,又影响其力学性能。当在外表产生残余拉应力时,零件的疲劳强度下降,而且在腐蚀环境中也处于不良状态。
切削加工残余应力与切削刀具、切削工艺参数、被切削材料及冷却条件有关。加工表面附近有较大的残余拉(压)应力,从表面往里逐渐减小,并趋于零。磨削时一般表面为残余拉应力,但对某些材料、某些工艺参数,可能为表面残余压应力。图2-23和图2-24分别所示为磨削和铣削加工时的残余应力分布情况。
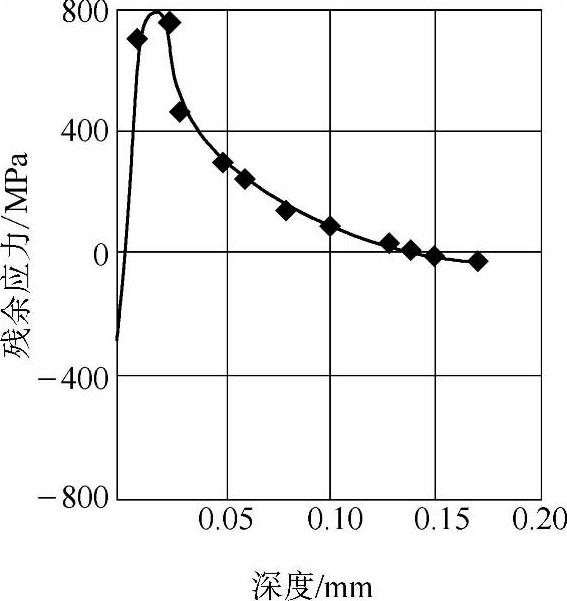
图2-23 砂轮太硬时的磨削残余应力分布
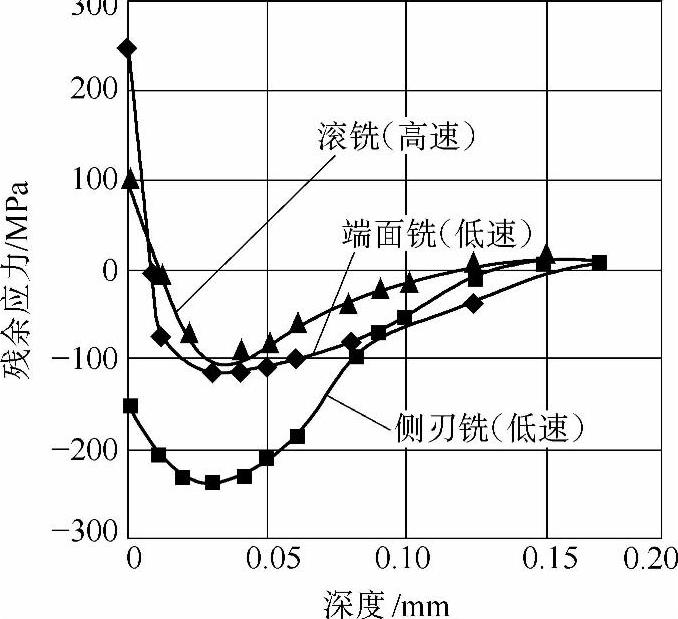
图2-24 铣加工表面的残余应力分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





