1.密封箱式炉
可控气氛多用炉又称为密封箱式炉,如图6-16所示。它广泛用于各种机械零件的气体渗碳、碳氮共渗、光亮淬火等多种热处理工艺。工件在该气氛下加热后在前室进行气冷或油淬,不与空气接触。可控气氛多用炉有返回式(前出、前进)或贯通式、单炉式或双炉式等多种设计结构。典型的可控气氛多用炉(前出、前进式)主要由前室、炉体及推拉料机构组成,炉内碳势采用红外线CO2分析仪或氧探头自动控制系统控制,温度用微处理机控制,机械系统用可编程序控制器(PLC)控制,由一台微型计算机(PC)对整个炉子的各个部分进行监控,并根据要求通过PC的键盘和显示器实现人机对话,了解和调整炉子的运行状态,查询故障原因,修改有关工艺参数。
可控气氛多用炉加热室炉体的炉衬用抗渗碳砖砌筑而成,用电热元件的电辐射管或电阻带加热,也有以燃气(油)辐射管的加热的。随着工艺的不同,可选用滴注液系统及各种发生器提供的可控气氛系统。
前室是与加热室相连的用于工件进出的预备室,工件可在前室内淬火空冷和油淬。前室内的升降台一般做成双层,上层用于进料及缓冷,下层用于淬火油冷和出料。火帘主要用于防止炉门开启进出料时空气进入,火帘在炉门关闭时熄灭,在炉门开启时由一个长明火苗点燃。淬火油槽内设有循环搅拌器、加热器和油冷却器。
装卸料工作台用于放置料盘和推拉料机构。
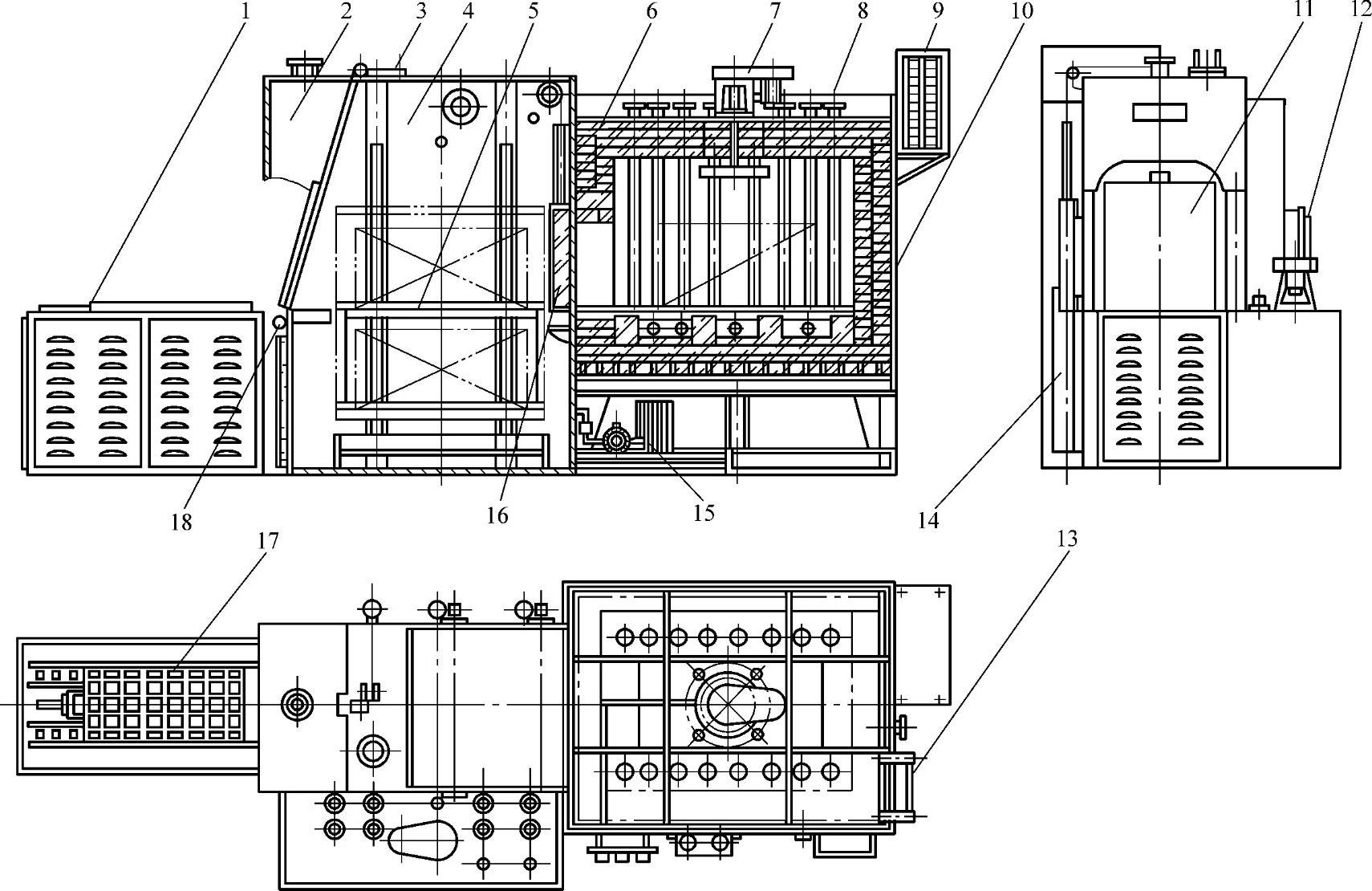
图6-16 密封箱式炉简图
1—推拉料台 2—排烟罩 3—防爆阀 4—前室 5—料台 6—炉衬 7—风扇 8—电辐射管 9—变压器 10—炉壳 11—前门 12—油搅拌器 13—梯子 14—液压缸 15—油冷却器 16—后炉门 17—料盘 18—火帘
与井式渗碳炉相比,可控气氛多用炉的零件装炉、出炉及淬火操作都可按一定的程序自动进行,并且炉内的气氛及零件表面含碳量可准确控制,可实现光亮淬火和在无氧化脱碳的情况下缓冷,适用于产品种类多而产量不太大的工厂使用。
2.连续式炉
连续式炉是一种贯通式炉,可与淬火槽、清洗机、回火炉等一起构成一条生产自动线,使操作实现机械化、自动化,炉气成分和零件表面含碳量可控,产品质量稳定,生产效率提高。其按动作方式可分为推料式、振底式及滚筒式,既可用电加热,也可用燃气加热。其按炉膛结构分为有罐式、无罐式等几种(目前无罐式发展较快),适用于批量产品的生产。近年来连续式炉在一些大型热处理车间得到了快速的发展,如图6-17所示。连续式炉气体渗碳(碳氮共渗与此相近)的主要工艺参数为炉温分布、渗碳气体流量分配及推料(或炉底振动)周期。在一定的炉温和配气条件下,推料周期是决定渗层深度的主要参数。当装炉量较多或零件总表面积较大时,应适当延长推料周期,以保证要求的层深。此类设备近年来有很快的发展,将成为今后热处理设备的当家品种之一。
 (www.daowen.com)
(www.daowen.com)
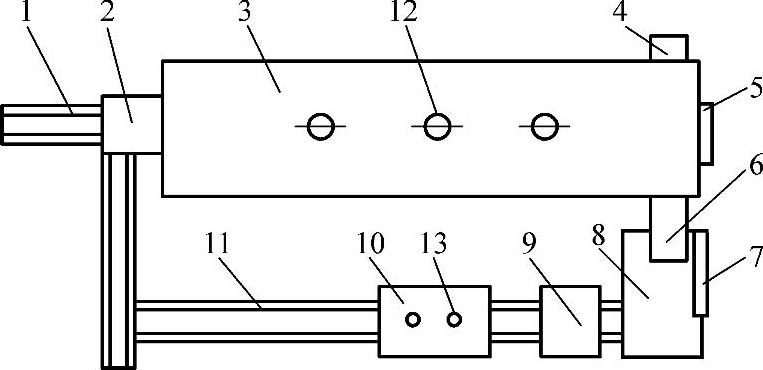
图6-17 可控气氛渗碳热处理自动线
1—进料推杆 2—前室 3—连续式气体渗碳炉炉体 4—后推料机构 5—后炉门 6—油封罩 7—淬火机构 8—淬火油槽 9—清洗机 10—回火炉 11—拉料机构 12—渗碳炉风扇 13—回火炉风扇
由图6-18可见,连续式气体渗碳炉按炉温可分为以下四个区域:
(1)加热区 冷零件被按一定的周期推入炉内,在该区域要吸收大量的热量。该区域的功率较大,以使零件尽快透烧而不致过热。气氛以还原性气氛为主。
(2)渗碳区 零件要在该区域内基本达到层深要求。气氛中加入富化气,其含量决定了零件渗碳后的表面碳含量。
(3)扩散区 该区域的作用是调整和控制零件表面碳含量,使之沿渗层深度均匀下降,因而维持一定的碳势即可。
(4)预冷淬火区 该区域的作用是进一步降低奥氏体中的碳含量,预冷后淬火。
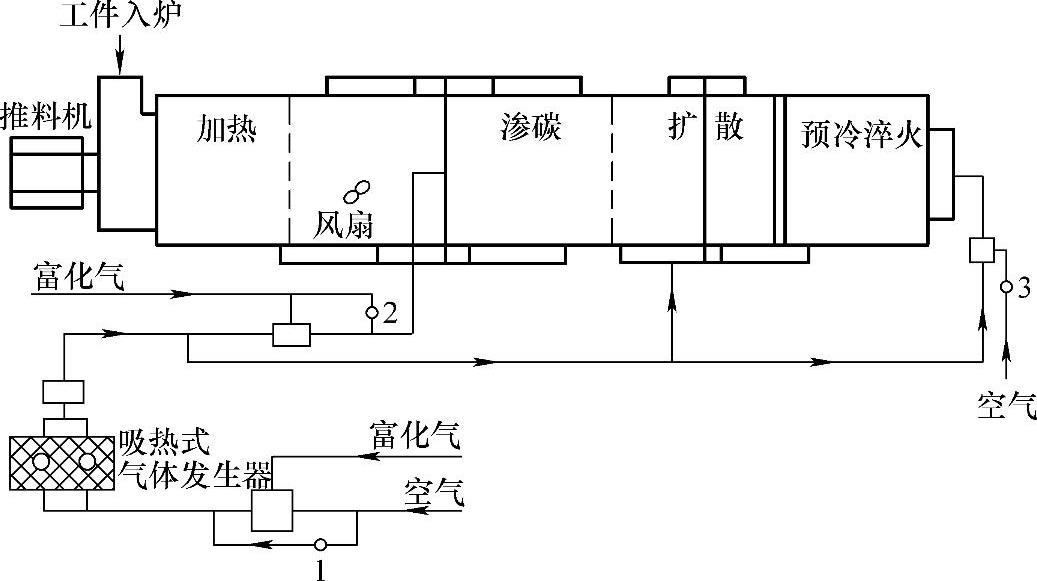
图6-18 连续式气体渗碳炉工艺过程
注:图中1、2、3分别代表吸热式气体、渗碳区及预冷区炉气露点调节阀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





