1.气体渗碳碳势的自动控制
碳势受很多因素的影响,如CO2、H2O、O2、CH4、CO、H2的气压,炉温,被处理工件的合金元素等。上述这些影响因素称为自变量,而碳势则称为因变量。若选取影响较大的自变量作为碳势的控制量,其他次要的影响因素则作为恒量来处理,这样的控制系统称为单参数控制系统。若选用两个或三个影响较大的自变量来控制碳势,则称为双参数或三参数控制系统。
单参数控制系统的特点是所需设备较简单,成本较低,但控制精度较差;双参数或三参数控制系统的特点是控制精度高,但设备较复杂,成本相对也高一些。
通常可将露点仪、CO2红外仪或氧探头作为检测原件组成单参数碳势控制系统。这里仅以氧探头单参数碳势计算机控制系统为例进行介绍。图4-21是氧探头单参数碳势计算机控制系统框图。温度控制精度可达±2K,碳势控制精度可达wC±0.05%。
碳势与氧探头输出的氧浓度电动势的数学模型如下:

式中 E——氧浓度电动势(mV);
K、a、b——常数,与渗碳剂、温度、钢种、炉况有关,可通过试验测定。
将式(4-11)存入计算机,每当测定E值时,计算机就按事先编好的程序算出当前的碳势,并与给定碳势进行比较,得出碳势偏差值及极性,随后计算机按给定的控制算法算出控制量,通过D/A转换来控制电磁阀的启闭频率,改变液体渗碳剂的滴量,从而使碳势保持在给定值。
2.炉温(https://www.daowen.com)
由热电偶测得的温度信号,经CPU按预先编排好的程序处理,获得与温度偏差成PID关系的控制量,直接输入晶闸管过零触发器,以控制晶闸管过零触发器,进而控制晶闸管输给电炉的电功率,从而达到控制炉温的目的。
3.时间管理
依照工艺过程预先选定的预热、加热、渗碳和扩散的时间曲线,进行时间控制。
4.其他控制
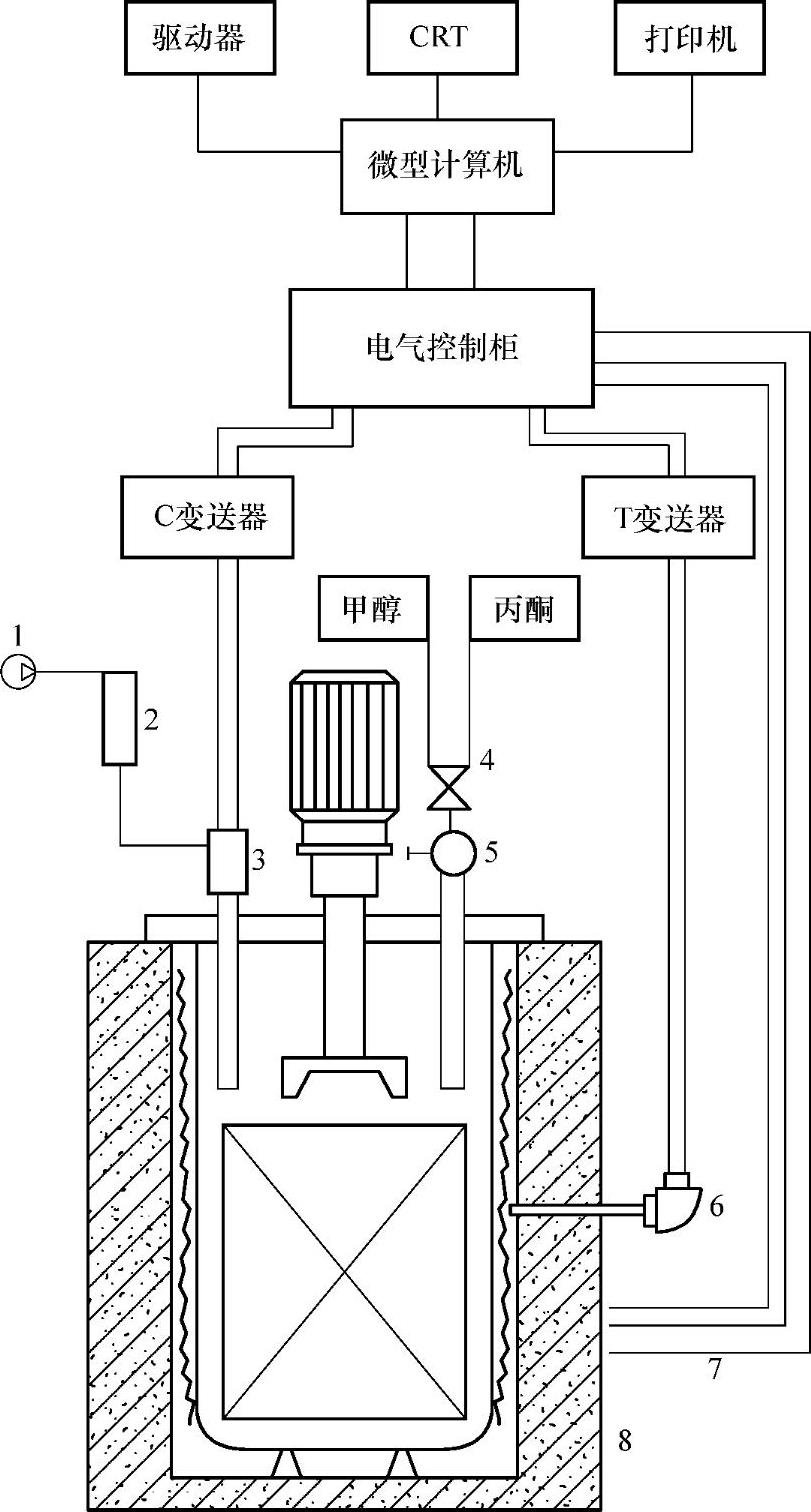
图4-21 氧探头单参数碳势计算机控制系统框图
1—气泵 2—流量计 3—氧探头 4—数控阀 5—滴注器 6—热电偶 7—电源线 8—井式气体渗碳炉
目前普遍应用的箱式炉中的进料口车运动、炉门开启、工件进炉、推料、加热、停炉、冷却、报警等均由计算机控制。
计算机具有很强的计算能力,可以很方便地组成各种双参数碳势控制系统或三参数碳势控制系统,进行高精度的碳势控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





