离子注入是指高能量离子轰击金属表面并强行注入,形成极薄的具有特殊功能的新型渗层。它不受合金固溶度的限制,致使表层的化学成分和结构产生变化,形成特殊功能。在离子源处形成的金属离子经过聚焦加速,形成离子束,并由质量分离器分离出所需离子,然后经过偏转、扫描等过程对试料室内的工件进行轰击,形成合金渗层。整个过程在1.3×10-3Pa的真空度下进行。
注入元素的量不受固溶度及原子扩散规律的影响,可以通过测量电荷量来精确地计算注入的数量,可以较好地实现对被注入材料性能的要求。例如,在钢表面注入铬,可以代替不锈钢,提高耐蚀性能;在钢表面注入铝,形成Al2O3,可改善钢的抗氧化性能;在工具钢中注入氮(如在加工塑性用的高速工具钢丝锥中注入氮),可将其使用寿命提高5倍,而在硬质合金拉丝模中注入氮,则可将其使用寿命提高11倍。
图4-19为离子注入系统示意图。注入元素的原子在离子源中电离成离子,从离子源引出后经过离子加速器加速,使每个离子获得E=qV(q为离子电荷,V为离子加速器电压)的能量,再将离子束通过磁性质量分析器,使能量为E的不同质量的离子偏转不同的角度,这样可选出特定能量和质量的离子经过聚束扫描注入靶室,然后均匀地注入工件特定的部分。
在离子注入过程中,离子到达金属靶表面时的速度较大,因而穿透金属表面层并与内部原子发生碰撞。在多次交联碰撞、激发电子和离子化过程中,注入的离子损失了原有的动能,最后静止在金属表面层。与此同时,在金属内部又产生了大量的转换原子、间隙原子和空位。间隙原子及空位移动使金属表面层形成大量位错。
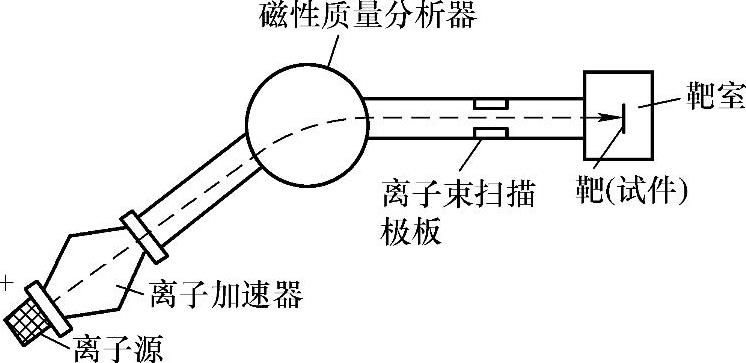
图4-19 离子注入系统示意图
离子注入工艺有以下特点:
(1)离子注入深度极浅 离子注入深度一般在1μm以下。离子注入深度与注入机能量成正比。目前所用的注入机能量为100~200keV,将氮离子注入铁中,注入深度仅能达到0.1~0.2μm。离子注入过程的热效应会使工件温度升高,可使氮原子渗入深度达到0.5μm。另外,大量离子轰击在金属表面层上所产生的空位也能增加氮原子的扩散速度,使氮原子的注入深度最终达到1μm。(https://www.daowen.com)
(2)离子注入量受离子束流强度及注入时间影响 离子束强度越大,注入时间越长,离子的注入量越多;反之,离子注入量越少。
(3)注入元素不受热力学相平衡、固溶度等物理冶金因素的影响 由于离子注入金属材料表面内,既可和表层基体原子形成平衡态,也可形成非平衡态,甚至非晶态。所以能够根据需要自由地选择注入元素和基体材料组合,制备出常规冶金方法不能得到的表面相。
(4)离子注入层里原子的直接混合 注入层与基体金属间不形成明显的界面,故结合非常牢固,不影响工件的宏观尺寸和表面粗糙度。
(5)离子注入只需较低温度(200℃)即可进行 这样就没有普通热处理高温所带来的工件变形问题,也不改变工件正常的心部组织和性能。
离子独特的注入方式,可以强化各种钢及合金,包括普通碳素钢、淬火工具钢、奥氏体不锈钢以及硬质合金等。
离子注入合金化是一种新型表面强化技术,用离子注入方法可以获得深度为1μm左右的近合金层,用来改善材料的性能。例如,W6Mo5Cr4V2高速工具钢制成攻丝模,注入氮后,使用寿命可提高5倍,疲劳寿命可提高10倍等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






