1.感应加热的特点及在热处理中的应用
感应加热与炉内加热的方式不同,工件的加热不依靠外部热源,而依靠交变电流的电磁感应在工件上产生感应电流对工件本身进行加热。这是一种内热源加热方式。
(1)感应加热的特点 由于感应加热是基于集肤效应、邻近效应和环流效应而使工件实现表面加热的一种热处理方式,所以它具有以下特点:
1)高能的表面加热实现了快速加热(试验测定,感应加热时的加热速度可高达每秒几百度到几千度),导致淬火组织细,表面硬度高,表面应力为压应力,从而提高耐磨性、冲击韧度、疲劳强度,并降低缺口敏感性。
2)由于感应淬火时加热速度极快,仅改变工件表面组织而保持心部的原始组织,因此心部冷态金属的高强度会制约表层淬火时所产生的变形,使工件的热处理变形小;另外,由于加热时间短,工件表面氧化、脱碳少,所以其热处理质量较其他热处理稳定。
3)能在一定范围内控制加热深度,既可对工件表面进行感应淬火,也可对工件进行穿透加热,易于实现局部加热,也易于实现连续加热。
4)热效率高。由于感应加热是依靠工件自身发出的热量来进行的,故其热损失少,热效率在60%以上,是其他加热方式的两倍。
5)便于流水线生产作业和实现机械化、自动化,能够适应现代化工业生产需要,可提高生产率。
(2)感应加热的应用 感应加热最广泛、最基本、最有效的应用是感应淬火。由于感应加热的特点和感应淬火可使工件获得表面硬而耐磨,心部保持原有强度和韧性以及抗疲劳的独特性能,对在摩擦和疲劳条件下工作的各类零件具有恰到好处的适应性,因此感应淬火工艺广泛应用于齿轮、曲轴、轴、凸轮、轧辊等工件,能有效地提高其耐磨性及疲劳强度。而近年来发展起来的超高频感应淬火、双频感应淬火和超音频感应淬火的应用,进一步扩大了感应淬火的应用范围,使其可以进一步提高热处理质量,缩短工艺周期,提高生产率,降低生产成本。
1)感应淬火技术的新发展
①超高频感应淬火:又称为超高频冲击淬火或超高频脉冲淬火,即利用27.12MHz的超高频率(具有极强的集肤效应)将0.05~0.50mm厚的零件表层在极短的时间内(1~500Ms)加热至上千摄氏度,其能量密度可达100~1000W/mm2,仅次于激光和电子束,加热速度为104~106℃/s,加热停止后表层主要靠工件自身散热而迅速冷却,工件自身冷却速度高达106℃/s,达到淬火目的。由于表层加热和冷却极快,畸变量较小,不必回火,因此淬火表层与基体间看不到过渡带。超高频淬火主要用于小、薄的零件,如录音器材、照相机械、打印机、钟表、纺织钩针、安全刀等零部件,可明显提高质量,降低成本。
②大功率高频脉冲淬火:频率一般为200~300kHz(模数m<1mm的齿轮使用1000kHz),振荡功率为100kW以上;因为降低了电流频率,增加了电流透入深度,所以处理的工件较大;一般采用浸冷或喷冷,以提高冷却速度。大功率高频脉冲淬火在国外已较为普遍地应用于汽车行业,同时在手工工具、仪表耐磨件、中小型模具的局部硬化上也得到应用。
③双频感应淬火:对于凹凸不平的工件(如齿轮等),当间距较小时,任何形状的感应器都不能保持工件与感应器的施感导体之间的间隙一致。因此,间隙小的地方电流透入深度就大,间隙大的地方电流透入深度就小,难以获得均匀的硬化层。要使低凹处获得一定深度的硬化层,难免使凸出处过热;若凸出处不过热,则低凹处得不到硬化层。双频感应淬火采用两种频率交替加热,以较高频率加热时,凸出处温度较高;以较低频率加热时,低凹处温度较高。这样凹凸处各点温度趋于一致,可以均匀硬化。
④超音频感应淬火:使用双频感应淬火,虽然可以获得均匀的硬化层,但是设备复杂,成本也较高,所需功率也大,而且对于低淬透性钢,高、中频感应淬火都难以获得凹凸零部件均匀分布的硬化层。若采用20~50kHz的频率,则中小模数(m=3~6mm)齿轮表面可获得均匀的硬化层。由于频率大于20kHz的波称为超音频波,所以这种处理称为超音频感应热处理。20世纪80年代,我国许多单位在高频感应加热装置上增添了频率为50~65kHz的超音频部分,实现一机两用的双频感应加热装置,从而改善了表面淬火质量,得到了合理的淬硬层和轮廓淬火。目前,已生产出在8~50kHz频率段内任一频率下工作的超音频电源。用超音频加热45钢齿轮(m=3~5mm)、18CrMnTi钢渗碳齿轮(m=3~5mm)、QT600-3球墨铸铁和45钢凸轮轴,以及链轮、花链轴都获得了良好的淬硬层分布,基本上是轮廓淬火,不再出现像200~300kHz高频加热时的局部过热和局部硬度偏高或偏低等现象,从而提高了产品质量并缩短了加热时间。
2)感应加热的其他应用:除感应淬火外,感应加热还广泛应用于:
①局部淬火:对木工锤的头部进行中频感应局部淬火是一项较先进的工艺技术,目前这项技术已在自动生产线上实现了大批量生产。
②局部淬火或局部退火:为配合切削加工改善加工工艺路线,常对淬火工件的某些部位进行感应加热局部淬火或局部退火。例如,汽车制造业在轴类大批量渗碳后常进行感应加热退火,然后再车螺纹、铣槽,使工艺路线更加合理,大大提高了生产效率。
③长轴的热处理:采用感应加热对管材、棒材(如丝杠毛坯等)进行调质处理,代替一般井式炉调质,具有工序少、周期快、质量好、省材料、省能源、效益高和易于实现机械化、自动化等优点。
④渗碳件的感应淬火:对渗碳件进行感应淬火,可以显著减少淬火变形,而且还可以免除非渗碳表面的防护措施,省去繁琐的镀铜或其他防渗工序。
⑤感应加热化学热处理:应用感应加热进行渗碳、渗氮等化学热处理的新工艺已得到广泛应用。感应加热化学热处理显著加快了处理速度,缩短了处理时间,并可实现工件局部化学热处理,如对18CrMnTi钢,在20min内可以获得1.2~1.3mm的渗碳层,而在普通炉中渗碳时,要达到同样的深度,最快也需要5h。
2.感应淬火工艺的制订
(1)加热方法 感应加热淬火的加热方法有同时感应加热法和连续感应加热法两种,一般可视零件种类和设备条件加以选择。(https://www.daowen.com)
1)要求硬化区短的轴类零件、模数小于5mm及齿宽不大的齿轮等小型零件或淬火面积较小而尺寸较大的零件,一般采用同时感应加热法;模数大于6mm的齿轮,也可采用中频逐齿感应加热一次淬火法。同时感应加热法的比功率一般采用0.5~4.0kW/cm2。
2)较长的轴类零件、管状的内孔淬火零件、齿宽大的中模数齿轮、机床导轨、板条状零件等,应采用连续感应加热法;特大齿轮也可采用单齿连续感应加热法,移动速度通常用1~10mm/s。连续感应加热法的比功率一般大于1.5kW/cm2。
(2)加热参数
1)加热温度:感应加热时工件温度连续上升,加热速度较快,奥氏体转变在较高温度下进行,为使组织充分转变,故加热温度应比普通加热时高30~50℃。但如果温度过高,则会在淬火层内得到中、粗针状马氏体,造成组织粗大、淬裂、力学性能降低等不良后果;如果淬火温度过低,则组织转变不完全,又会降低表面淬火层的硬度和耐磨性。根据经验推荐的感应淬火温度见表3-2。
表3-2 感应淬火温度
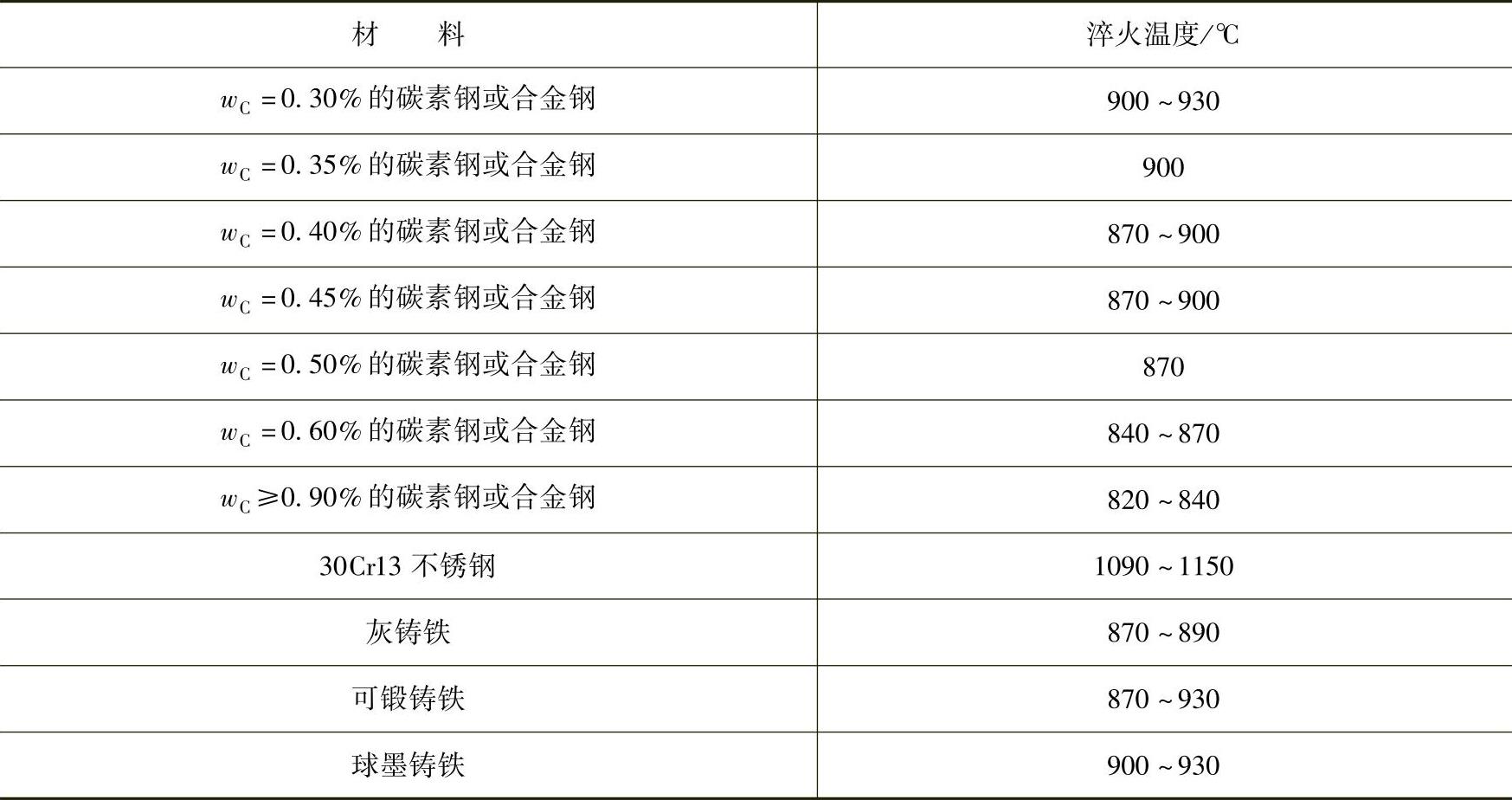
当材料含有铬、钼、钨、钒等多种合金元素时,其淬火温度要适当提高。
渗碳后感应淬火的零件,应根据渗碳层的碳质量分数,从相关热处理手册中查得加热温度。
感应加热的温度控制,目前尚无可靠的方法可循。在单件或小批量生产中,一般用目测法控温。这种控温方式的准确性依赖于操作者的经验。在大批量生产中,常采用控制加热时间的办法控制加热温度。连续加热时,加热温度可通过工件移动速度进行控制。
2)加热时间:加热时间应根据零件的技术要求、材料、形状、尺寸、电流频率、比功率及感应器效率等多种因素,结合多次试淬情况加以确定。
(3)冷却方法及淬火冷却介质 感应淬火通常采用喷射冷却、浸液冷却及埋油冷却(适用于合金钢)三种方法。在热处理生产中,一般选用水、油、聚乙烯醇水溶液和聚醚水溶液等作为淬火冷却介质。用水溶性合成淬火冷却介质取代油能取得更好的效果。
(4)回火 感应淬火后应及时回火,一般应在淬火后4h内进行。其目的是降低零件的淬火应力,防止开裂,提高零件的力学性能及使用寿命。
回火方法有炉中回火、自回火和感应回火三类。
1)炉中回火:经浸液冷却或连续加热淬火的工件或薄壁件(直径小于10mm或壁厚小于5mm),通常在炉中或油浴炉中回火。表面硬度要求在52HRC以上的零件应在150~200℃低温回火(回火温度超过200℃时硬度下降较快),回火时间一般为1.5~2h。
2)自回火:将感应加热好的零件迅速冷却,但不冷透,利用心部余热对淬火表面“自行”加热,达到回火目的。自回火温度一般比炉中回火温度略高,可采用测温笔或表面测温计测定。自回火时间一般大于20s。此方法主要用于同时加热淬火较大的工件及形状简单、大批量生产的工件。自回火虽然可节省电能,降低变形、开裂倾向,但会有温度和硬度不均匀现象。
3)感应加热回火:要求局部回火的工件或不能采用自回火的形状简单的工件通常采用感应回火。感应加热回火的加热层应比硬化层深一些,因此应采用比感应淬火低的电流频率和较小的比功率(小于0.1kW/cm2)。感应加热回火温度应比获得同样硬度的炉中回火温度高30~50℃。感应加热回火温度的测定方法同自回火温度的测定方法。
(5)感应加热电参数的调整 调整电参数的目的是使高、中频电源处于谐振状态工作,使设备发挥较高的效率。
1)高频感应加热电参数的调整:首先在7~8kV的低电压负载条件下,调整耦合、反馈手轮位置,使栅极电流与阳极电流之比为1∶7~1∶5,然后再将阳极电压升到使用电压,并进一步调整电参数,使槽路电压达到所需值,匹配最佳。
2)中频感应加热电参数的调整:根据零件大小、形状、硬化区长短及感应器结构选择合适的淬火变压器匝比和适当的电容量,使其处于谐振状态下工作。中频感应加热电参数调整的目的是:感应器直径越大或多匝感应器和矩形感应器有效圈越长,其高度就会越小,变压器一次绕组匝数也就越少(匝比小)。当匝比较小时,接入电容量要适当多一些。
调试时首先根据感应形状、尺寸凭经验选择一种变压器匝比,加入一定电容量,在低电压时开始调试,使功率因数为容性0.8~0.9,再逐渐升高电压。要注意观察各中频表的数值,判断中频电路的容性、感性。调试时如果中频电流先接近额定值,而负载中频电压低于额定值,则原因一般是变压器一次绕组匝数少;如果负载中频电压先接近额定值,而中频电流低于额定值,则原因一般是变压器一次绕组匝数多。当中频电压、电流、功率都接近额定值,或者功率因数在容性0.9左右,中频电压与电流相应降低时,可认为选择的变压器匝比和电容量合适,匹配合理。
另外,整个调试是先在零件喷射冷却条件下进行的,这时的电参数称为“冷规模”,在规范合适后,再取消喷射冷却进行热调(指同时喷射淬火)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





