1.零件分析
某轴如图16-3所示,零件是减速器中的传动轴。属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
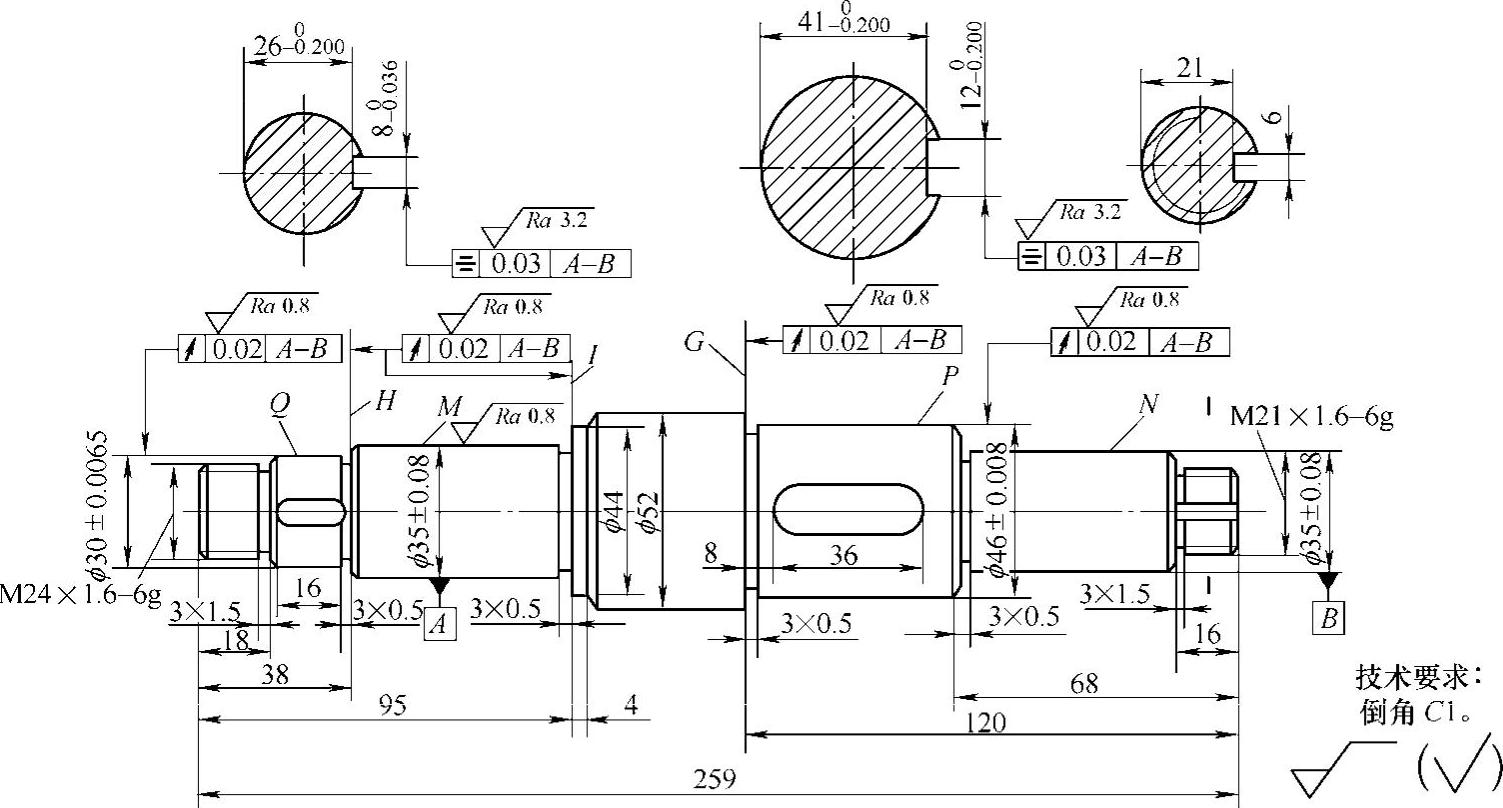
图16-3 轴零件图
根据工作性能与条件,该传动轴规定了主要轴颈M、N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯
该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求,且该轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择φ60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法
轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8µm)较小,故车削后还需磨削。外圆表面的加工方案:粗车→半精车→磨削。
4.确定定位基准
合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。由于该传动轴的几个主要配合表面(Q、P、N、M)及轴肩面(H、G)对基准轴线A—B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择两端中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。
粗基准采用热轧圆钢的毛坯外圆。中心孔加工采用三爪自定心卡盘装夹热轧圆钢的毛坯外圆,车端面、钻中心孔。但必须注意,一般不能用毛坯外圆装夹两次钻两端中心孔,而应该以毛坯外圆作粗基准,先加工一个端面,钻中心孔,车出一端外圆,然后以已车过的外圆作基准,用三爪自定心卡盘装夹(有时在上工步已车外圆处搭中心架)车另一端面,钻中心孔。如此加工中心孔,才能保证两中心孔同轴。
5.划分阶段
对精度要求较高的零件,其粗、精加工应分开,以保证零件的质量。(www.daowen.com)
该轴加工划分为三个阶段:粗车(粗车外圆、钻中心孔等),半精车(半精车各处外圆、台阶和修研中心孔及次要表面等),粗、精磨(粗、精磨各处外圆)。各阶段划分大致以热处理为界。
6.热处理工序安排
轴的热处理要根据其材料和使用要求确定。对于传动轴,正火、调质和表面淬火用得较多。该轴要求调质处理,并安排在粗车各外圆之后、半精车各外圆之前。
7.加工尺寸和切削用量
传动轴磨削余量可取0.5mm,半精车余量可选用1.5mm。加工尺寸可由此而定。
车削用量的选择,单件、小批量生产时,可根据加工情况由工人确定,一般可根据《机械加工工艺手册》或《切削用量手册》选取。
8.拟定工艺过程
定位精基准面中心孔应在粗加工之前加工,在调质之后和磨削之前各需安排一次修研中心孔的工序。调质之后修研中心孔为消除中心孔的热处理变形和氧化皮,磨削之前修研中心孔是为提高定位精基准面的精度和减小锥面的表面粗糙度值。拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。在半精加工φ52mm、φ44mm及M24mm外圆时,应车到图样规定的尺寸,同时加工出各退刀槽、倒角和螺纹。三个键槽应在半精车后以及磨削之前铣削加工出来,这样可保证铣键槽时有较精确的定位基准,又可避免在精磨后铣键槽时破坏已精加工的外圆表面。
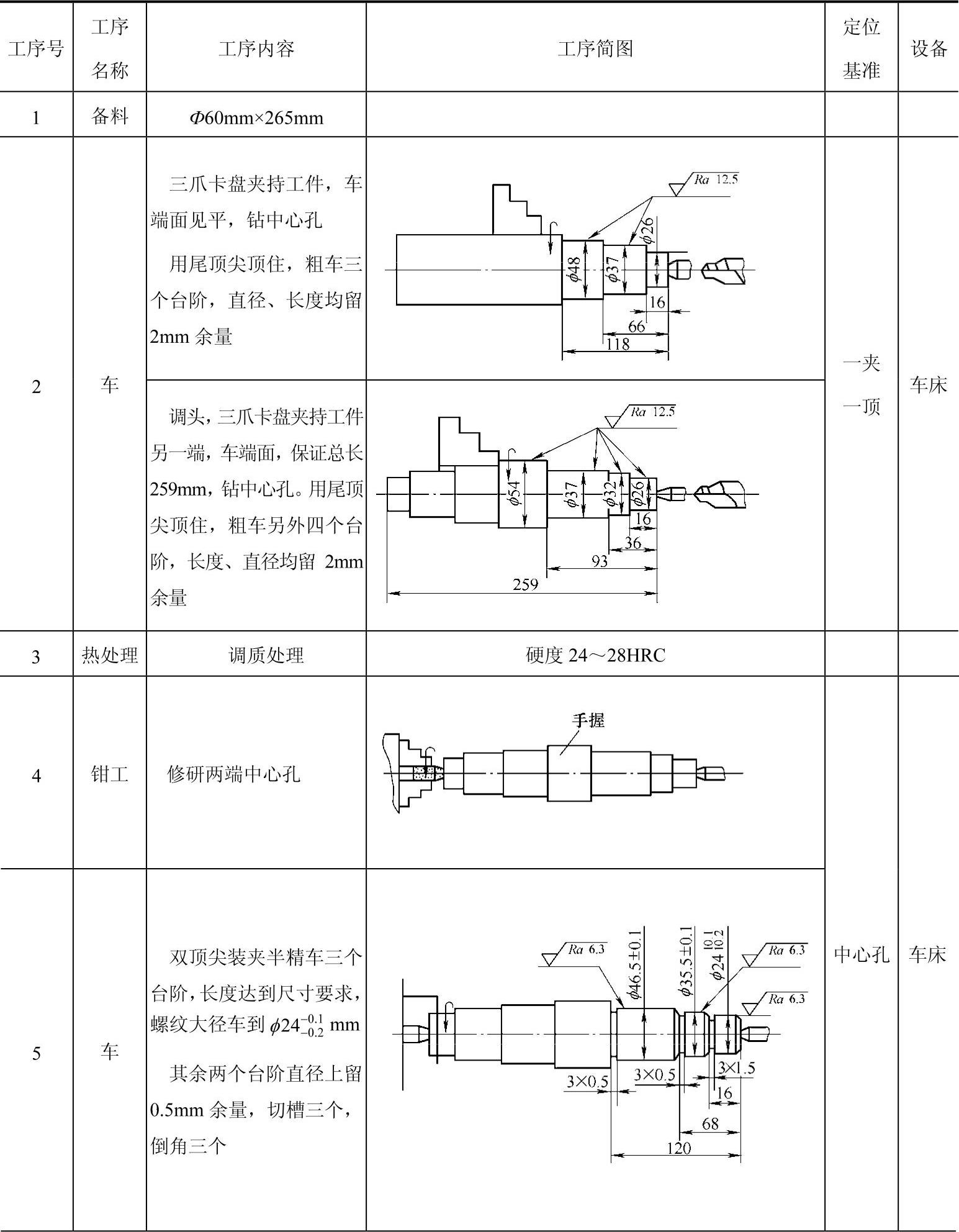
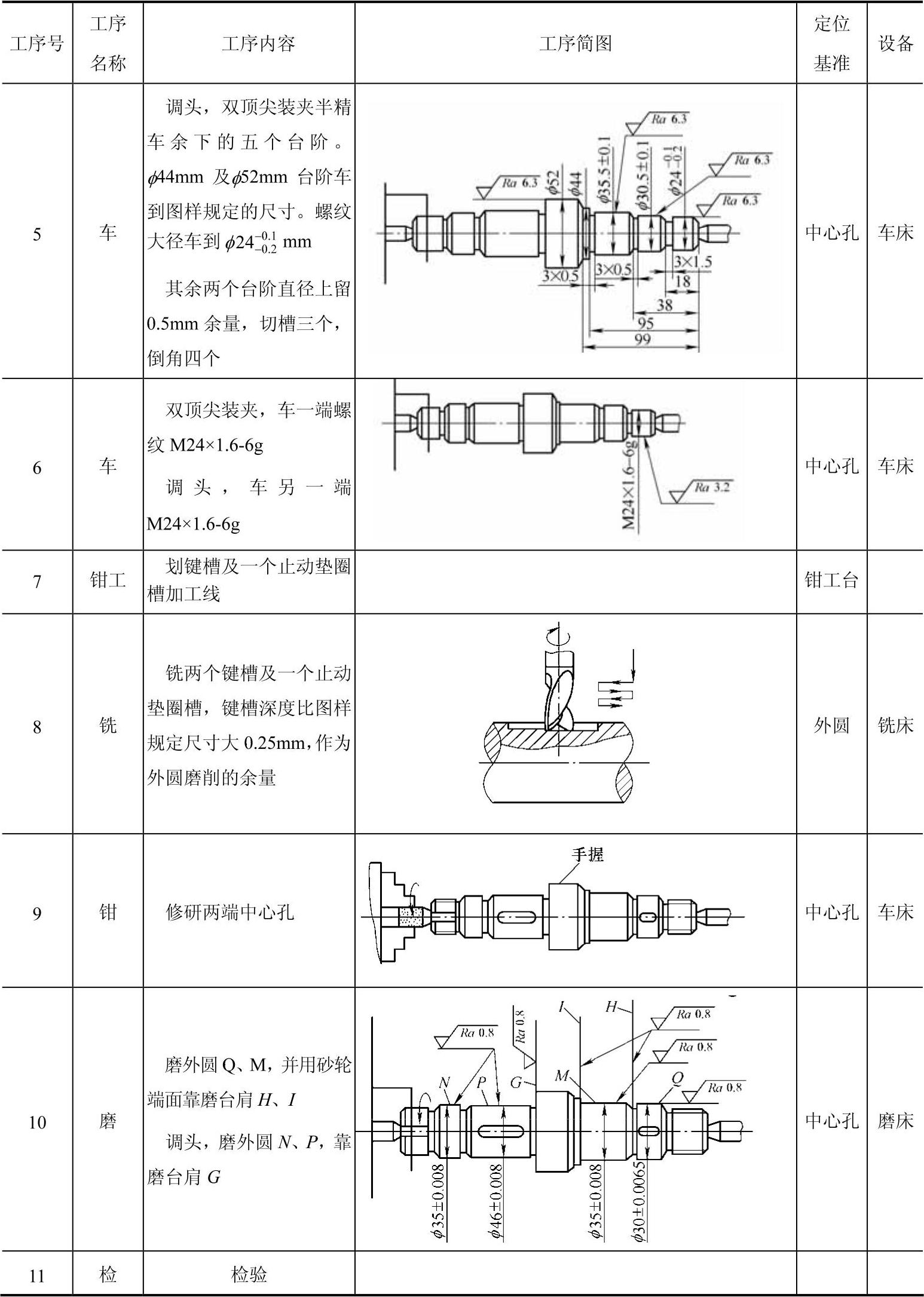
综上所述,单件小批生产该轴的机械加工工艺过程如表16-1所示。
表16-1 轴的机械加工工艺过程
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





