1.刨削的工艺特点
刨削指在刨床上用刨刀加工工件的方法。刨刀结构与普通车刀相似。刨削的主运动是往复直线运动,进给运动是间歇的,因此切削过程不连续。与其他加工方法相比,刨削有如下工艺特点。
(1)生产率较低 刨削加工为单刃切削,切削时受惯性力的影响,且刃具切入切出时会产生冲击,故切削速度较低。另外刨刀返程不切削,从而增加了辅助时间。因此刨削加工生产率较低。对某些工件的狭长表面的加工,为提高生产率,可采用多件同时刨削的方法,使生产率不低于铣削,且能保证较高的平面度。
(2)加工质量中等 刨削过程中由于惯性及冲击振动的影响使刨削加工质量不如车削。一般刨削的精度为IT9~IT7,表面粗糙度Ra值为6.3~1.6μm,可满足一般平面加工的要求。
(3)通用性好,成本低 刨削加工除主要用于加工平面外,经适当的调整和增加某些附件,还可加工齿轮、齿条、沟槽、母线为直线的成形面等。刨床结构简单且价廉,调整操作方便。刨刀结构简单,制造刃磨及安装均较方便,故加工成本较低。
由于上述特点,刨削常用于单件小批生产及修配。
2.刨削的应用
由于刨削的特点,刨削主要用在单件、小批生产,在维修车间应用得较多。(www.daowen.com)
如图9-12所示,刨削主要用来加工平面(包括水平面、垂直面和斜面),也广泛地用于加工直槽,如直角槽、燕尾槽和T型槽等。如果进行适当的调整和增加某些附件,还可用来加工齿条、齿轮、花键和母线为直线的成形面等。
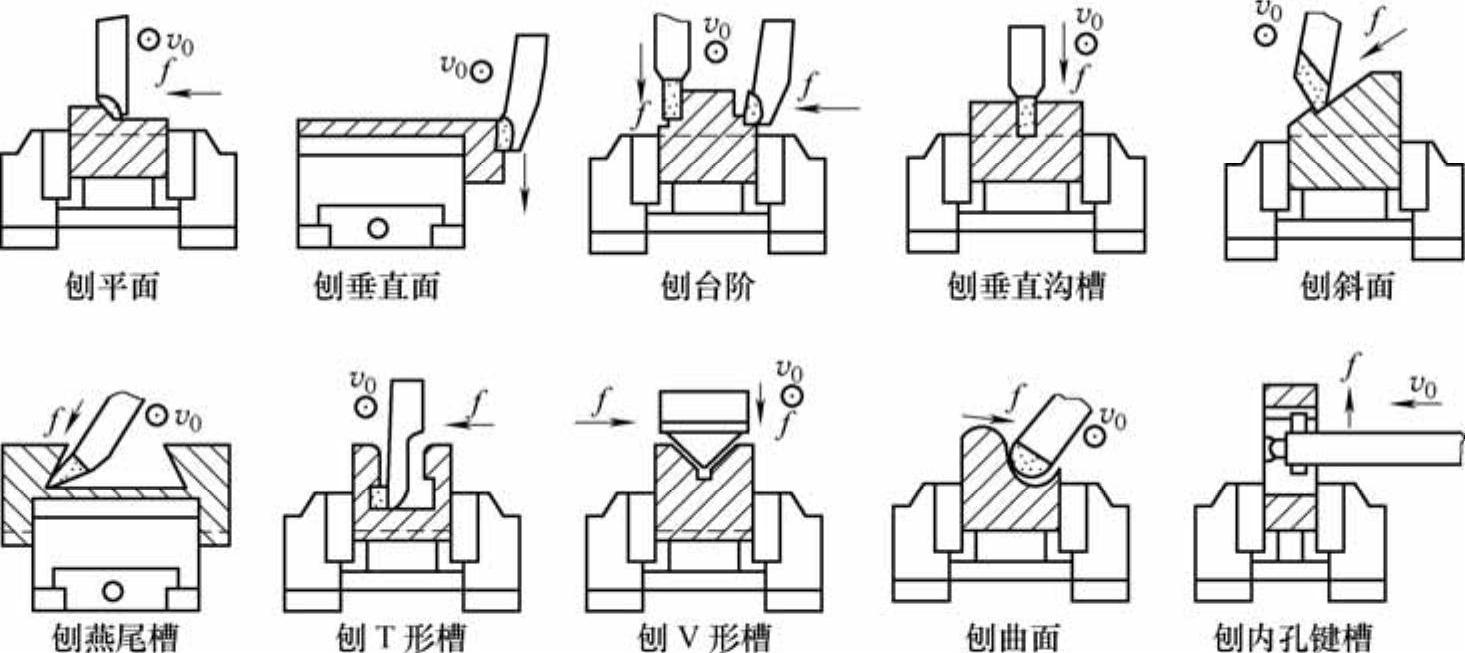
图9-12 刨削的主要应用
牛头刨床的最大刨削长度一般不超过1000mm,因此只适于加工中、小型工件。龙门刨床主要用来加工大型工件,或同时加工多个中、小型工件。例如济南第二机床厂生产的B236龙门刨床,最大刨削长度为20m,最大刨削宽度为6.3m。由于龙门刨床一般刚性较好,而且有2~4个刀架可同时工作,所以加工精度和生产率均比牛头刨床高。
插床又称立式牛头刨床,主要用来加工工件的内表面,如键槽(见图9-13)、花键槽等;也可用来加工多边形孔,如四方孔、六方孔等。特别适于加工盲孔或有障碍台肩的内表面。
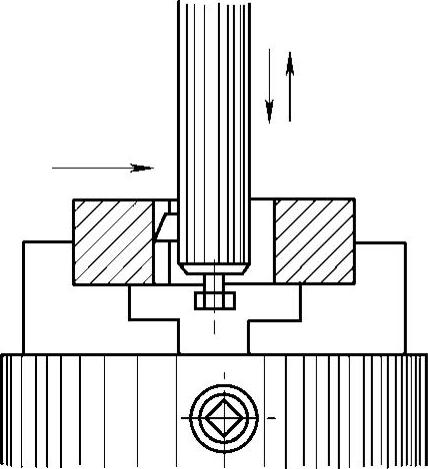
图9-13 插键槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






