【摘要】:钻削加工孔时常用的钻床有台式钻床、立式钻床和摇臂钻床等。台式钻床适宜加工零件上的小孔,钻孔最大直径13mm;立式钻床适宜加工中小型零件上的孔,钻孔最大直径50mm;摇臂钻床适宜加工大型零件上的孔,钻孔最大直径80mm。精度高、表面粗糙度小的中小直径孔,在钻削之后,常常需要采用扩孔和铰孔来进行半精加工和精加工。图9-9 钻模图9-10 多轴钻图9-11 组合机床扩孔常作为铰孔前的预加工,对于质量要求不太高的孔,扩孔也可作终加工。
钻削加工孔时常用的钻床有台式钻床、立式钻床和摇臂钻床等。台式钻床适宜加工零件上的小孔,钻孔最大直径13mm;立式钻床适宜加工中小型零件上的孔,钻孔最大直径50mm;摇臂钻床适宜加工大型零件上的孔,钻孔最大直径80mm。在钻床上能进行的工作有钻孔、扩孔、铰孔、攻丝、锪孔和锪凸台等。
钻孔属于孔的粗加工,加工在精度IT10以下,表面粗糙度Ra大于12.5μm,主要用于以下几类孔的加工。
1)精度和表面质量要求不高的孔,如螺栓联接孔、油孔等。
2)精度和表面质量要求较高的孔,或内表面形状特殊(如锥形、有沟槽等)的孔,需用钻孔作为预加工工序。
3)内螺纹攻螺纹前所需底孔。
单件、小批生产中,中小型工件上的小孔(一般D<13mm),常用台式钻床加工;中小型工件上直径较大的孔(一般D<50mm),常用立式钻床加工;大中型工件上的孔,则应采用摇臂钻床加工;回转体工件上的孔,多在车床上加工。
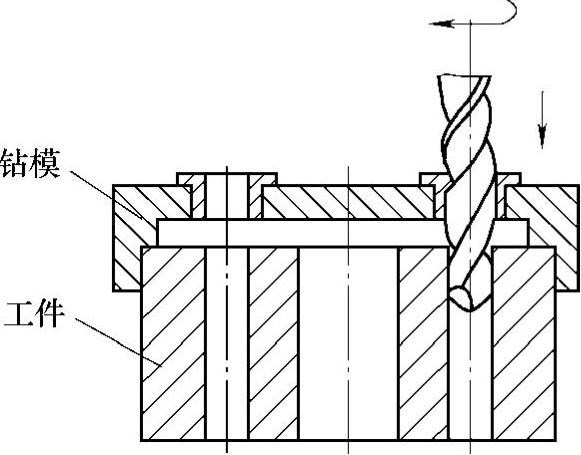
在成批和大量的生产中,为了保证加工精度、提高生产效率和降低加工成本,广泛使用钻模(见图9-9)、多轴钻(见图9-10)或组合机床(见图9-11)进行孔的加工。
精度高、表面粗糙度小的中小直径孔(D<50mm),在钻削之后,常常需要采用扩孔和铰孔来进行半精加工和精加工。
 (https://www.daowen.com)
(https://www.daowen.com)
图9-9 钻模
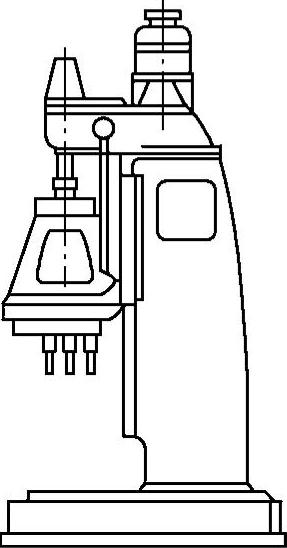
图9-10 多轴钻
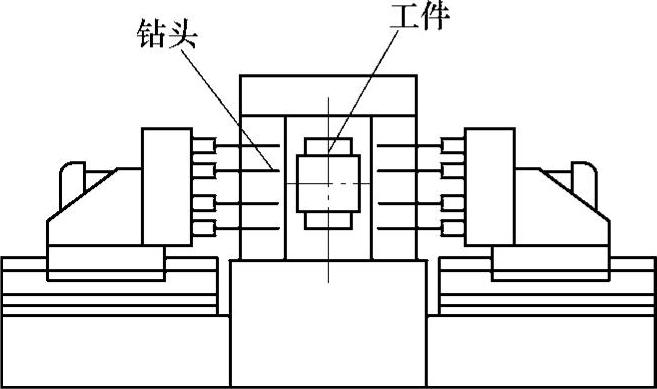
图9-11 组合机床
扩孔常作为铰孔前的预加工,对于质量要求不太高的孔,扩孔也可作终加工。当孔的精度和表面粗糙度要求更高时,则要采用铰孔。
铰孔是在扩孔或半精镗的基础上进行的,是应用较普遍的孔的精加工方法之一。铰孔的加工精度可达IT8~IT6,表面粗糙度Ra值为1.6~0.4μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





