1.装配单元的检查
检查定模组合和动模组合的尺寸配合与位置精度,检查A、B板分型面形状偏差与表面粗糙度;并检查定、动模组合定位、连接与固定的精确与可靠性,如图11-17所示。其中“m”为设计与标准规定与允许的形位偏差值。不合格时须调整或返工。
2.总装技术要求
总装技术要求主要有以下几点:
1)定、动模的导向副的导套外径、导柱固定段外径,或导柱后端的定位段外径,即导柱、导套分别与之相配合的定、动模模板、垫板、或模座板上的安装孔外径均相同(见图11-12)。因此,需将这些模合并固定后,同时完成安装孔的加工,以保证定位、导向精确。
2)合模后,A、B模板上的主分型面间的间隙值,须控制在塑料溢料间隙以内(见表11-2),以防产生飞边;同时,亦当保证注射成形时排气畅通。
3)推件机构,侧分型、抽芯机构,定距分型装置与元件等,须运动灵活、精确、到位。
4)当进行模板连接固定时,模板基准面的偏移量应≤0.2mm。
5)组装与总装之前,所有零件均需采用清洗剂于清洗槽中进行清洗;并需采用锉、油石、砂子等去除零件上的飞边,以保证装配时零件的清洗度,见表11-3。
3.总装调试
当组装和总装完成的塑料注射模完全满足设计技术要求后,根据设计技术要求,对其运动部分,活动连接部分进行定量调节,使之被控制在合理、精确状态下进行分型、侧抽芯、推件脱模运动。装配调试内容如下:
(1)分型、抽芯机构调试 精密调节定距分型的行程,使运动协调到位。如图11-8中的限位杆1和限位钉2;图11-11中的限位钉27,均以调节限位钉以确定Ⅰ—Ⅱ分型的距离。
图11-11中,以斜导柱(销)10和滑块(座)31组成的侧芯机构装配调节时,其抽芯行程须满足设计时的计算要求。
(2)装模与调试 模具的闭合高(Hm)必须在注射机的闭合距离之内,如图11-18所示。
其关系式如下:
Hmin≤HM≤Hmax
Hmax=Hmin+S
式中 HM——模具闭合高度(mm);
Hmin——注射机的最小闭合距离(mm);
Hmax——注射机的最大闭合距离(mm);
S——螺杆可调节长度(mm)。
模具与注射机的关系中,浇口套与喷嘴之间必须精确定位、对正、形状吻合,如图11-19所示。
喷嘴与浇口套相应部分的配合为:
R=r+(0.1~0.2)
D=d+(0.5~1)
(3)推件机构调试 推杆端面与型芯表面须齐平,可凸出或凹入型芯表面0.2mm。复位杆端面,需与主分型面齐平,可低于分型0~0.5mm。推件板脱模用的推杆必须齐平。
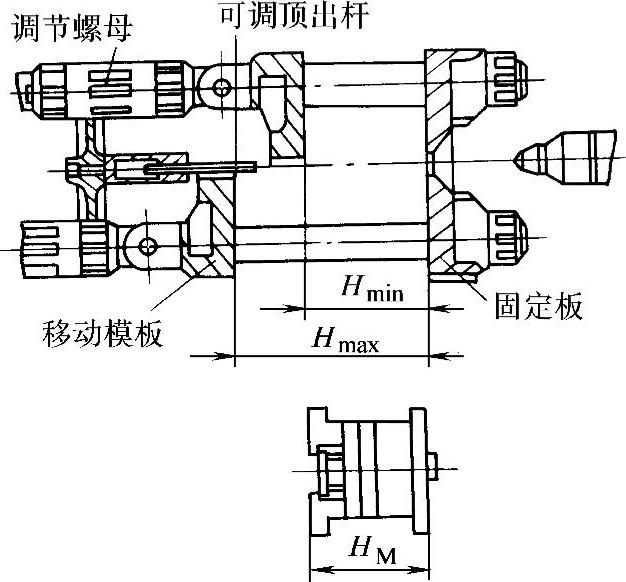
图11-18 模具闭合高度与注射机模板距离(https://www.daowen.com)
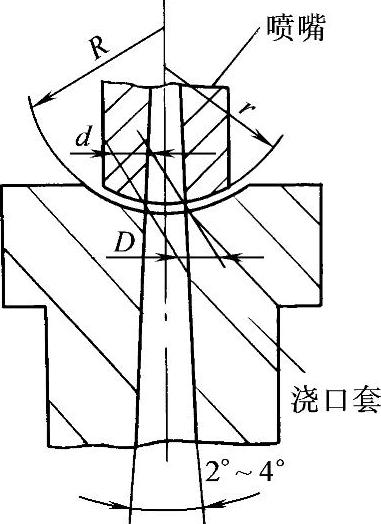
图11-19 喷嘴与浇口套
推件机构的调节如下:
1)单分型推出行程调节如图11-20所示。其关系式为
S≥2K1+K2+(5~10)
式中 S——注射机最大行程(mm);
K1——推出塑件距离(mm);
K2——制件高度和浇口高(mm)。
2)单分型面、推件板脱模行程调节如图11-21所示。其关系式为
S≥K1+K3+(5~10)
式中 K3——浇道分型距离(mm)。
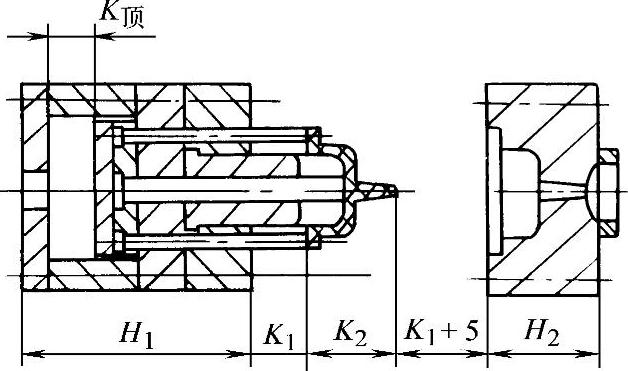
图11-20 单分型面开模行程
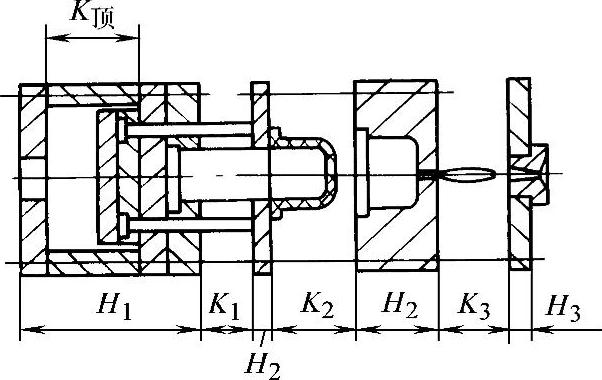
图11-21 双分型面、点浇口、 推件板脱模的开模行程
3)单分型面,推件板脱模行程调节,如图11-22所示。其关系式为
S≥K1+K2+(5~10)
4)注射机顶出装置的行程控制、常通过调节顶出杆的伸出长短来确定有效顶出距离,如图11-23所示。
(4)装配调试的研配作业
1)流道表面粗糙度Ra<0.8μm,因此必须进行研磨。特别是有分流道时,为保持注射流速平衡,流道表面粗糙度将是影响塑料注射流速平衡的重要因素。塑料壁厚越薄,Ra的影响程度越大。
2)异形镶件装配调试时,须定位精确、可靠,固定牢固。必要时,当进行研配,以保证精确定位。
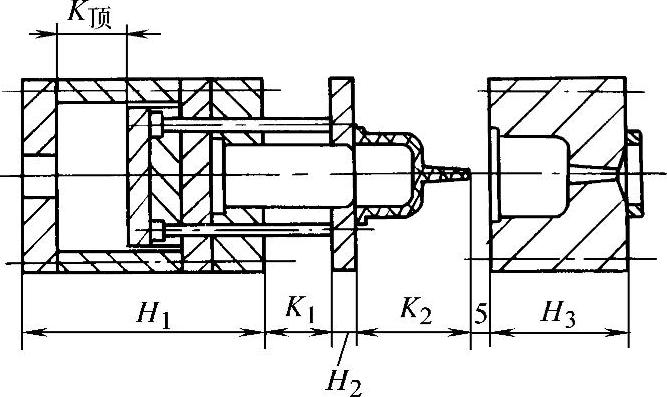
图11-22 推件板脱模行程
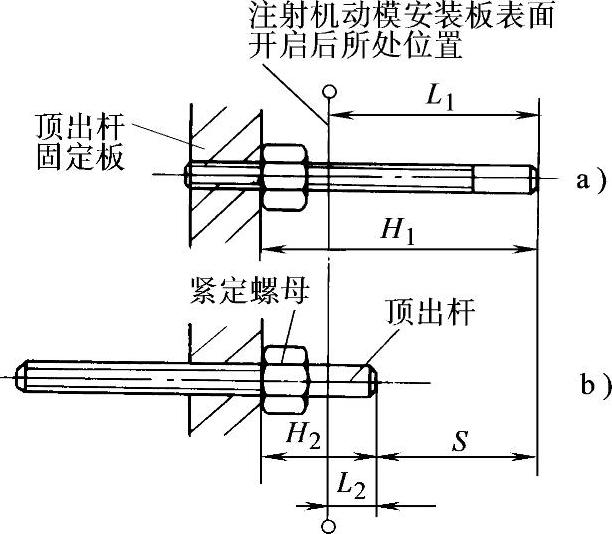
图11-23 顶出距离
S—为顶出杆顶出距离的调节量
a)最大有效顶出距离(L1) b)最小有效顶出距离(L2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






