
以采用斜楔锁模的塑料注射模典型结构为例。其装配图如图10-3所示,在定模与动模合模后由滑块2沿定模内斜面滑行所产生的锁紧力锁紧。为此,须在定模1的内平面和滑块2的分型面间留有合理的间隙。其尺寸关系及由此而建立的装配尺寸链,如图10-4a,b所示。
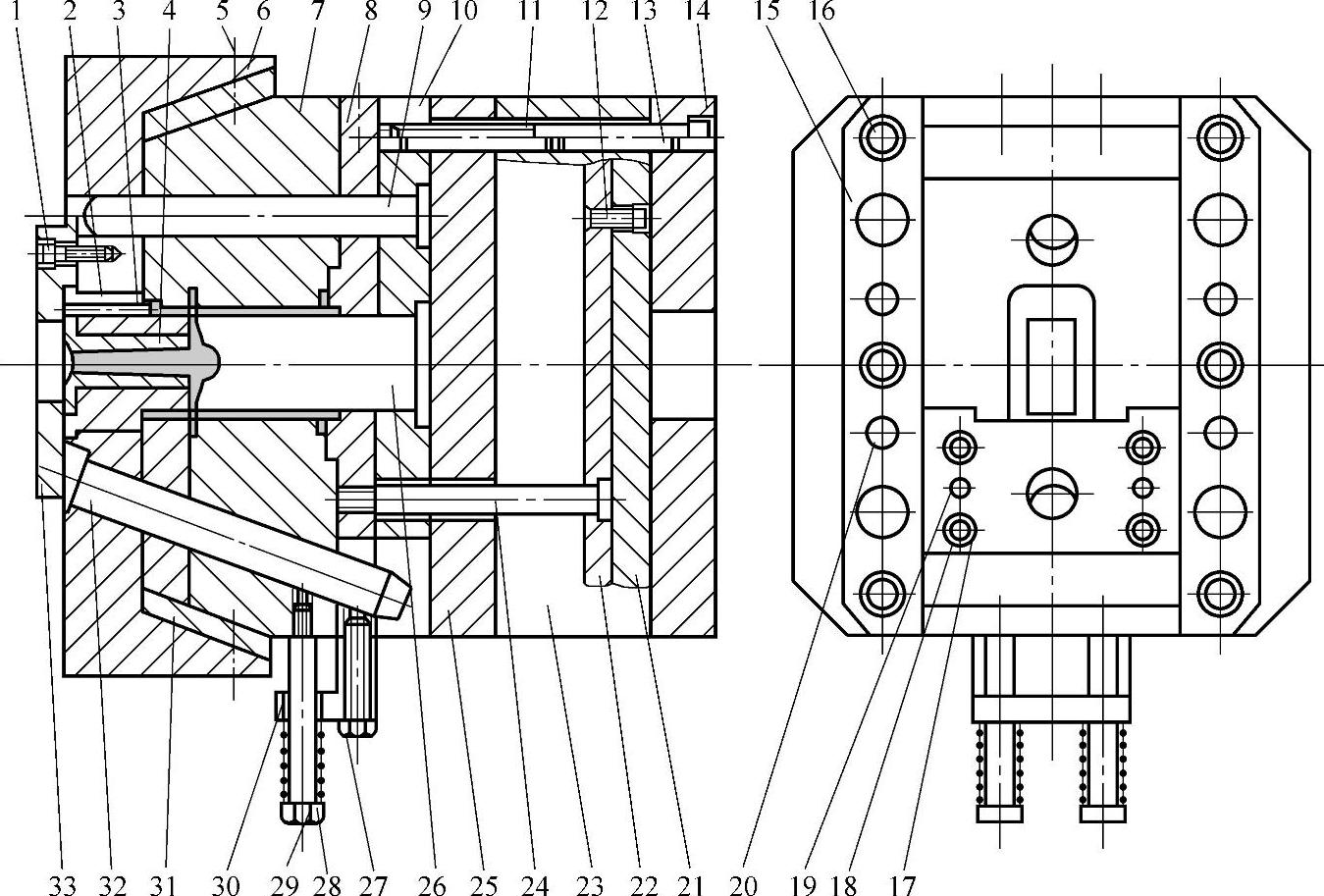
图10-3 线圈骨架塑料模总装配图
1、11、12、16、18—内六角螺钉 2、3、26—型芯 4—浇口套 5、13、19、20—圆柱销 6—定模 7—哈夫滑块 8—动模 9—导柱 10—固定板 14—动模底板 15—导轨 17—镶块 21—顶板 22—顶杆固定板 23—垫块 24—顶杆 25—垫板 27—外六角螺钉 28—卸料螺钉 29—弹簧 30—支架 31—斜拼块 32—斜导柱 33—定位圈
1.建立装配尺寸链的计算公式
间隙L0当为封闭环。根据注射模设计的技术要求,其间隙值当为0.18~0.30mm。
则
其中,将L0,L1~L3依次相连,以构成封闭的装配尺寸链,其公式为:
L0=L1-(L2+L3)
2.确定各组成环的传递系数
1)当L1增大(其他尺寸不变)或减小时,L0相应增大或减小(即L1的变动)将导致L0的同向变动,故视L1为增环。
则设L1的传递系数ξ1=+1。
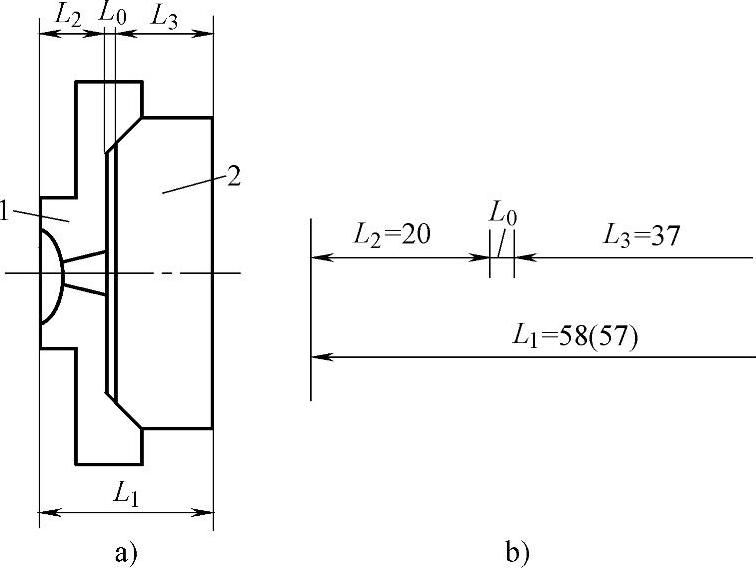
图10-4 装配尺寸链图
1—定模 2—滑块
2)当L2、L3增大时,L0将相应减小;当L2、L3减小时,L0将相应增大。即L2、L3变动时,L0将作相应的异向变动,则L2、L3为减环。
则设L2、L3的传递系ξ2=ξ3=-1。
3.确定组成环的基本尺寸
图10-4b所示为各组成环的尺寸,代入尺寸链方程式,得:
L0=58mm-(20+37)mm=1mm
但是,其技术要求为:
L0=0(www.daowen.com)
为此,当使L1-1=58mm-1mm=37mm。使之满足封闭环的基本尺寸。
因此,确定各组成环的公称尺寸为:
L1=57mm
L2=20mm
L3=37mm
4.封闭环尺寸公差的计算
根据表10-1中的公式计算:
1)封闭环上极限偏差:ES0=0.30mm
2)封闭环下极限偏差:EI0=0.18mm
3)封闭环平均偏差:

4)封闭环公差:
T0=0.30mm-0.18mm=0.12mm
5.组成环与补偿环的尺寸公差计算与确定
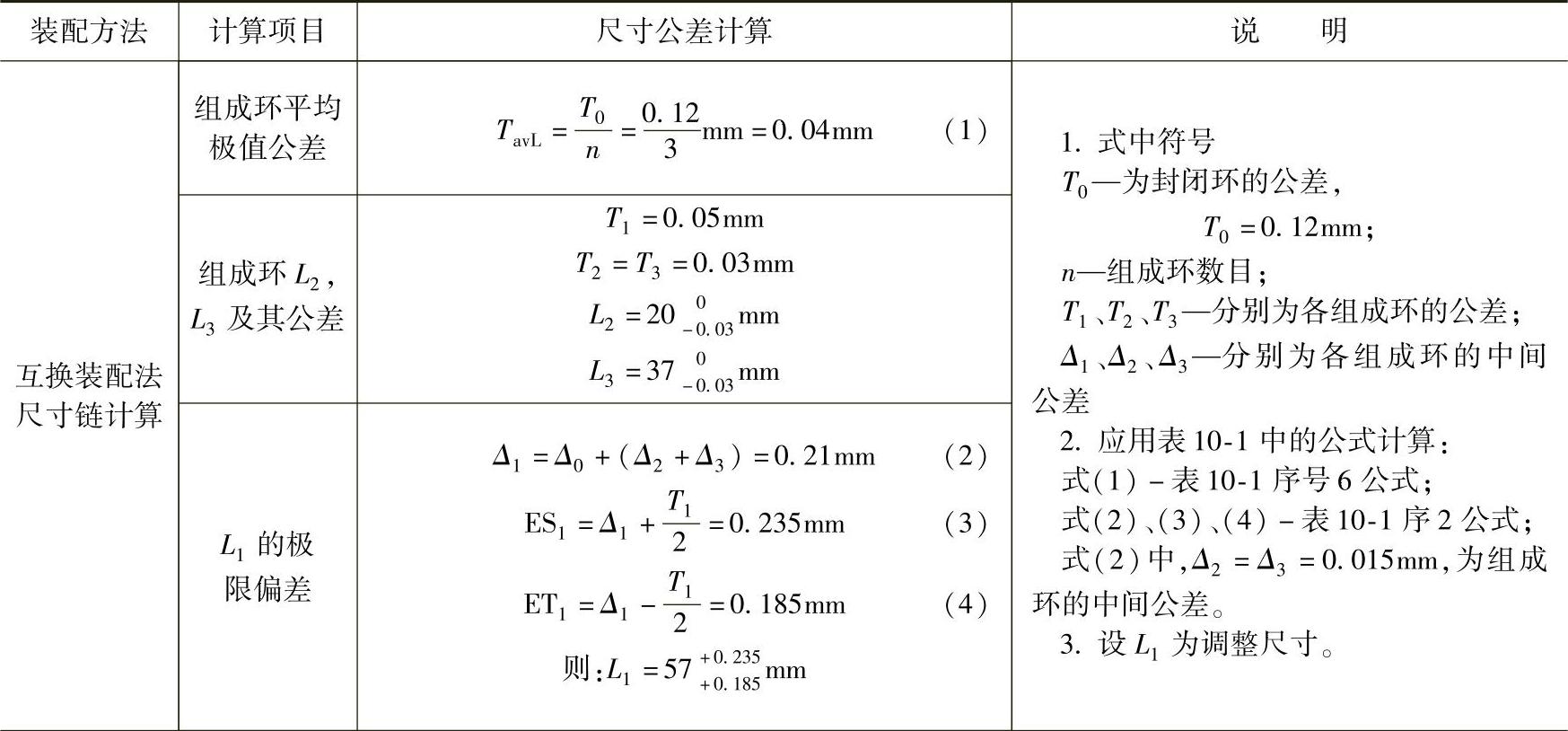
为满足封闭环尺寸公差要求,尺寸链中各组成环的尺寸公差须保证在公差范围内;或设定补偿环,以进行修配、调整未满足封闭环尺寸公差的要求。为此,其组成环尺寸公差的计算与确定与所采用的装配方法有关。标准模架的装配常操用互换装配法,其组成环尺寸公差规定为IT9;若采用修配或调整装配法,其组成环尺寸公差应为IT11。
现代模具制造中的零件加工已广泛采用CNC精密机床,其加工精度已可满足模具设计和装配尺寸链中组成环尺寸公差的要求。
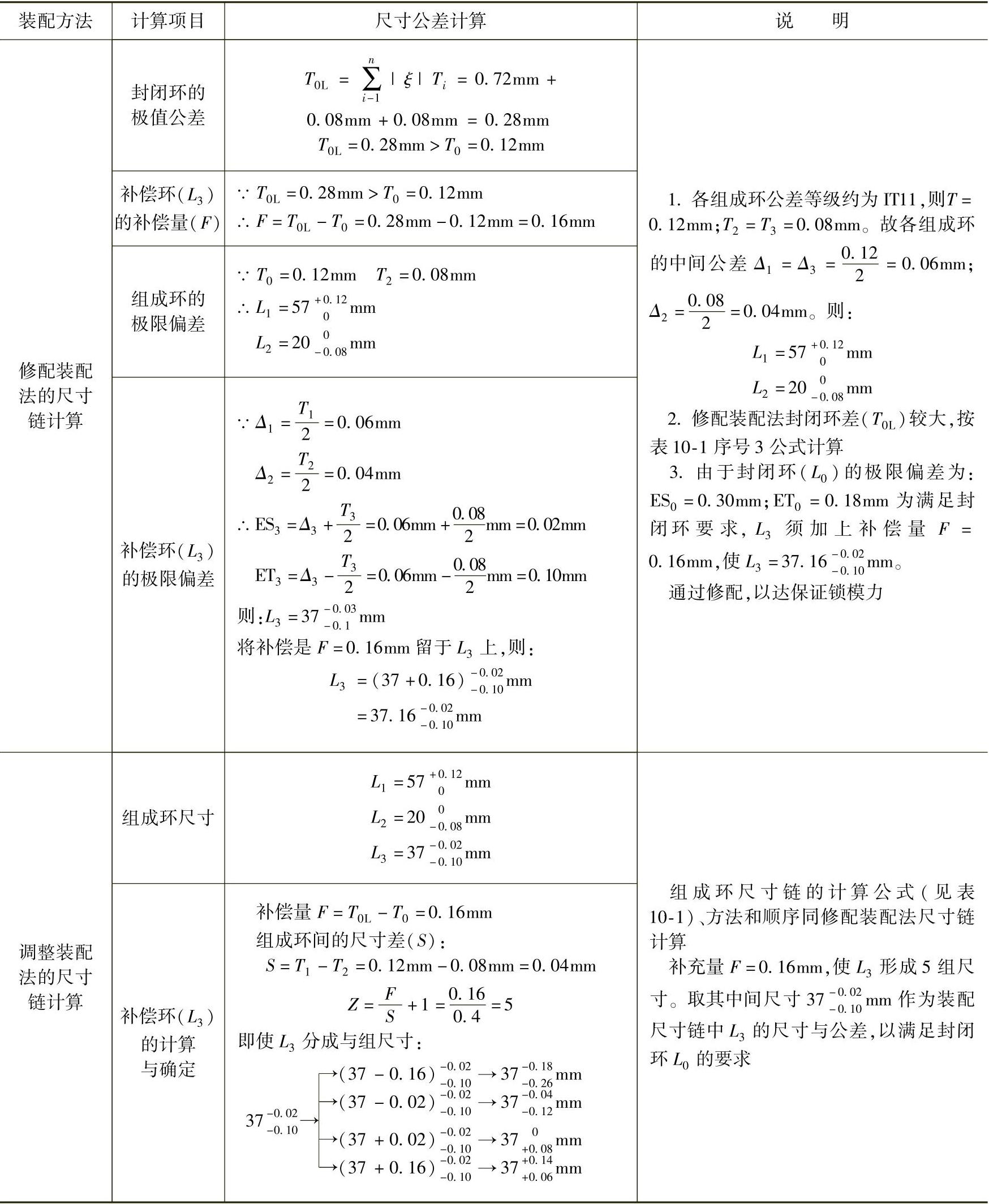
图10-3,图10-4所示塑料注射模装配尺寸链各组成环尺寸公差的计算,见表10-2。
表10-2 组成环公差计算与确定
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






