1.线切割程序常用代码
线切割工艺条件、参数、切割轨迹等都是依据指令代码和数据组成的程序进行的。其常用代码与数据见表9-42,G代码见表9-43。
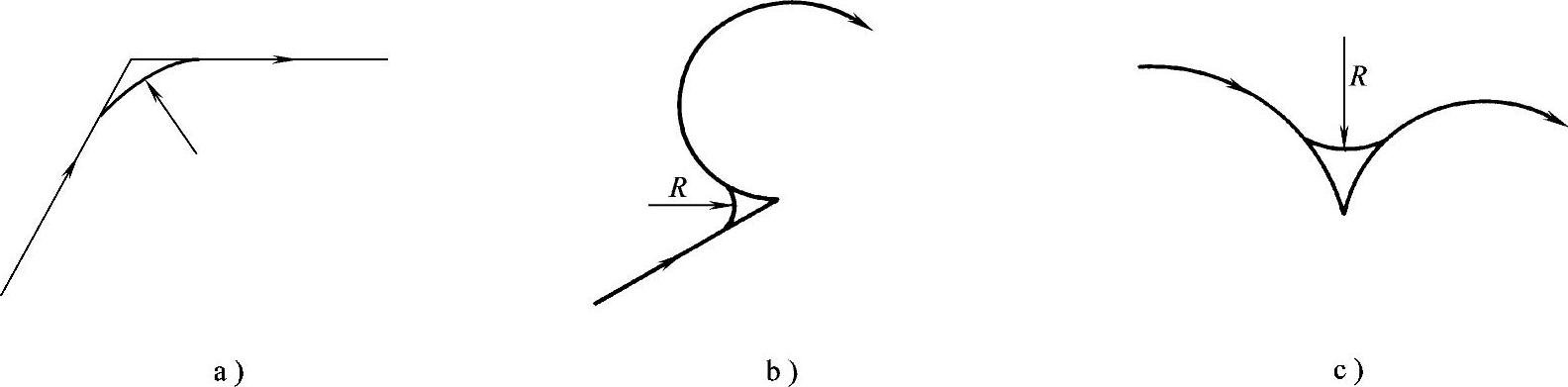
图9-35 R转角R功能示意图
a)直线接直线 b)直线接圆弧 c)圆弧接圆弧
图9-36两圆弧切割程序如下:
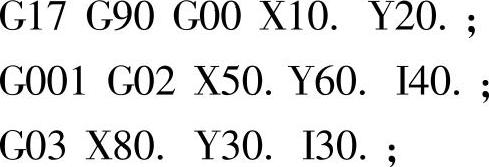
其中,I、J有一个为零时,可省略。
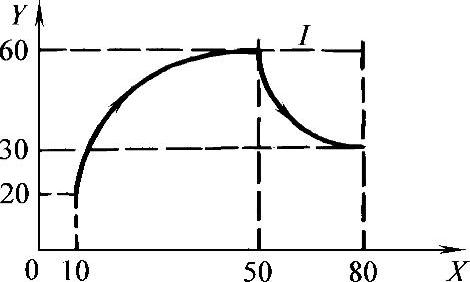
图9-36 圆弧切割示意
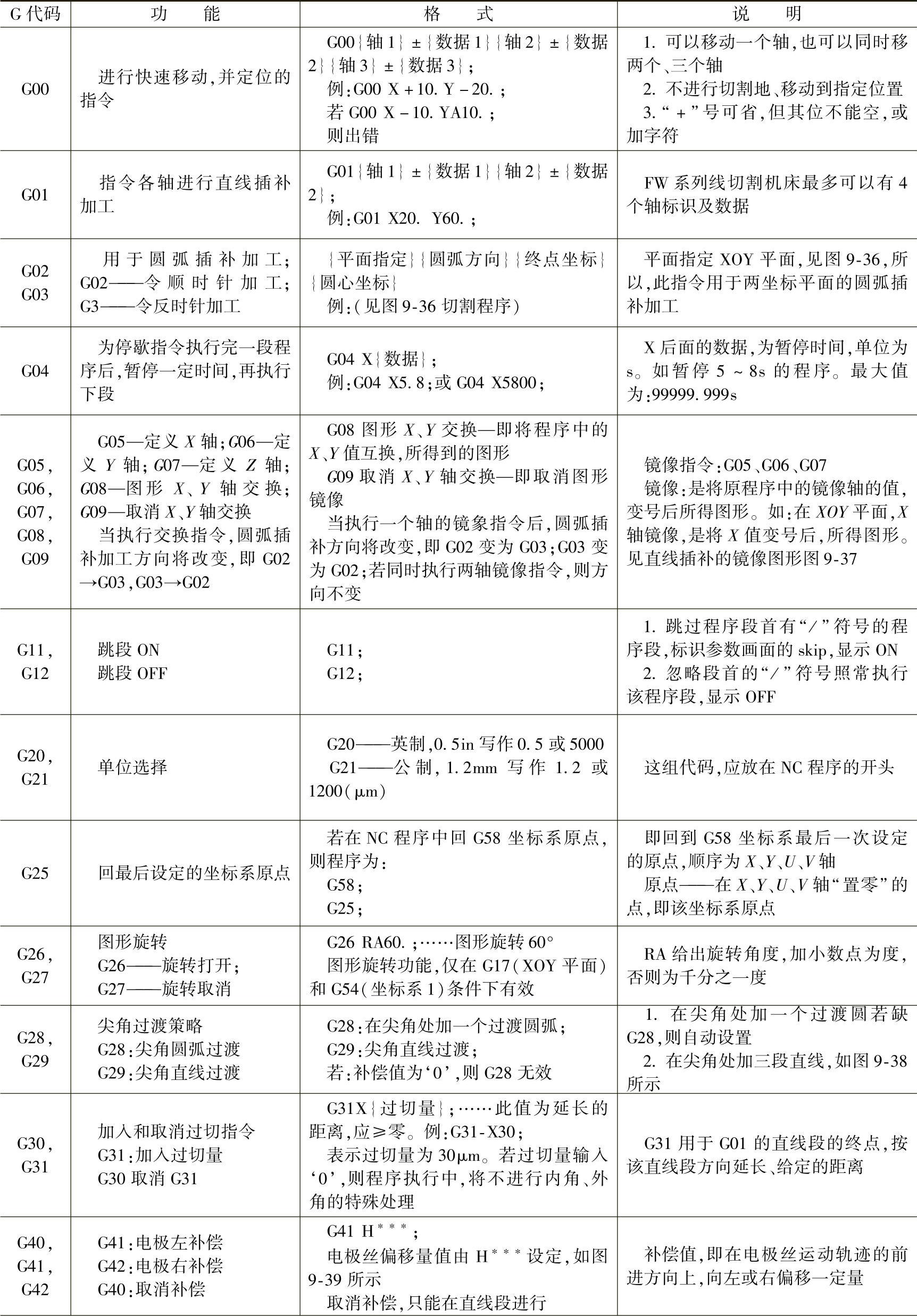
表9-42 线切割常用程序代码、格式与数据
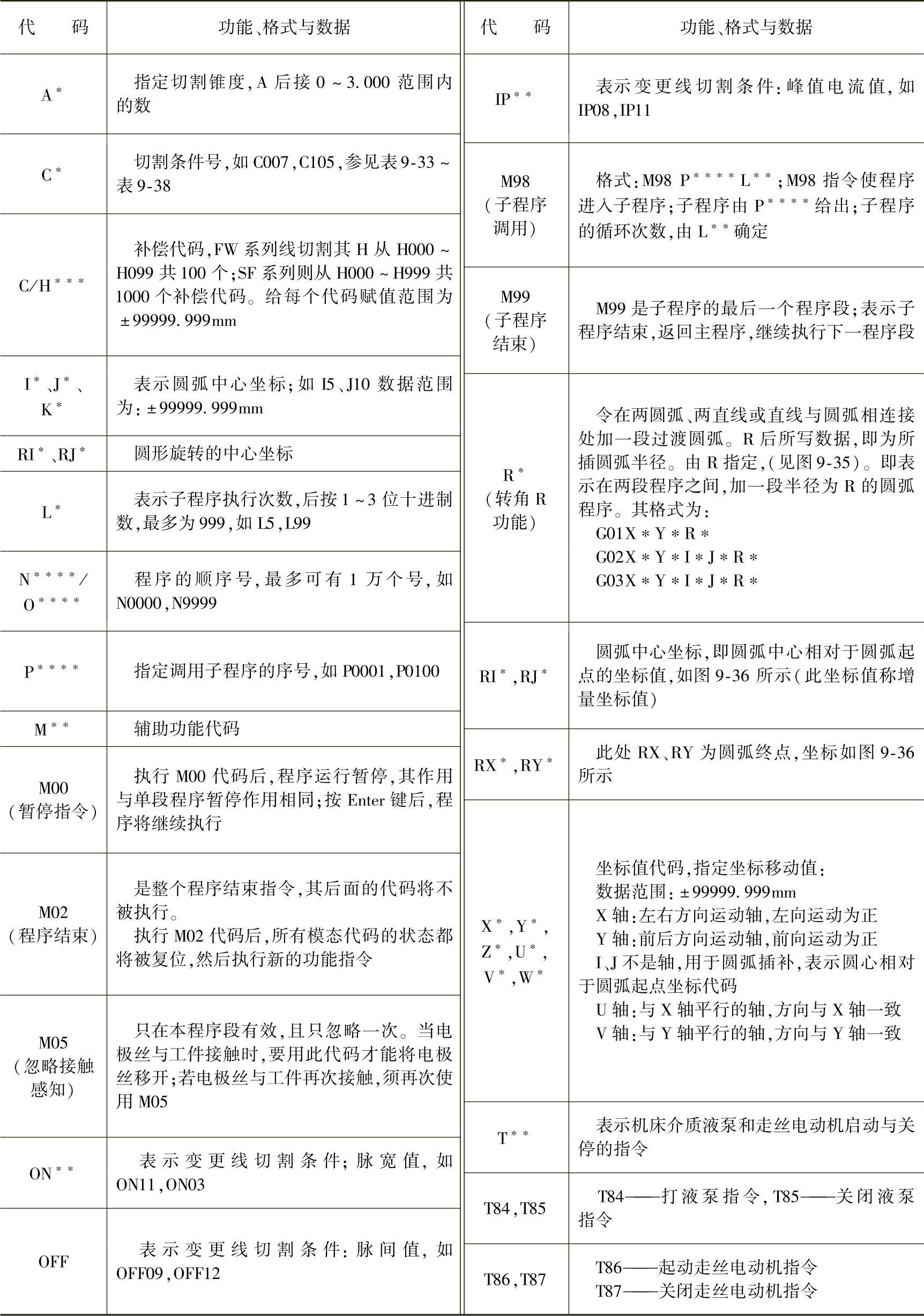
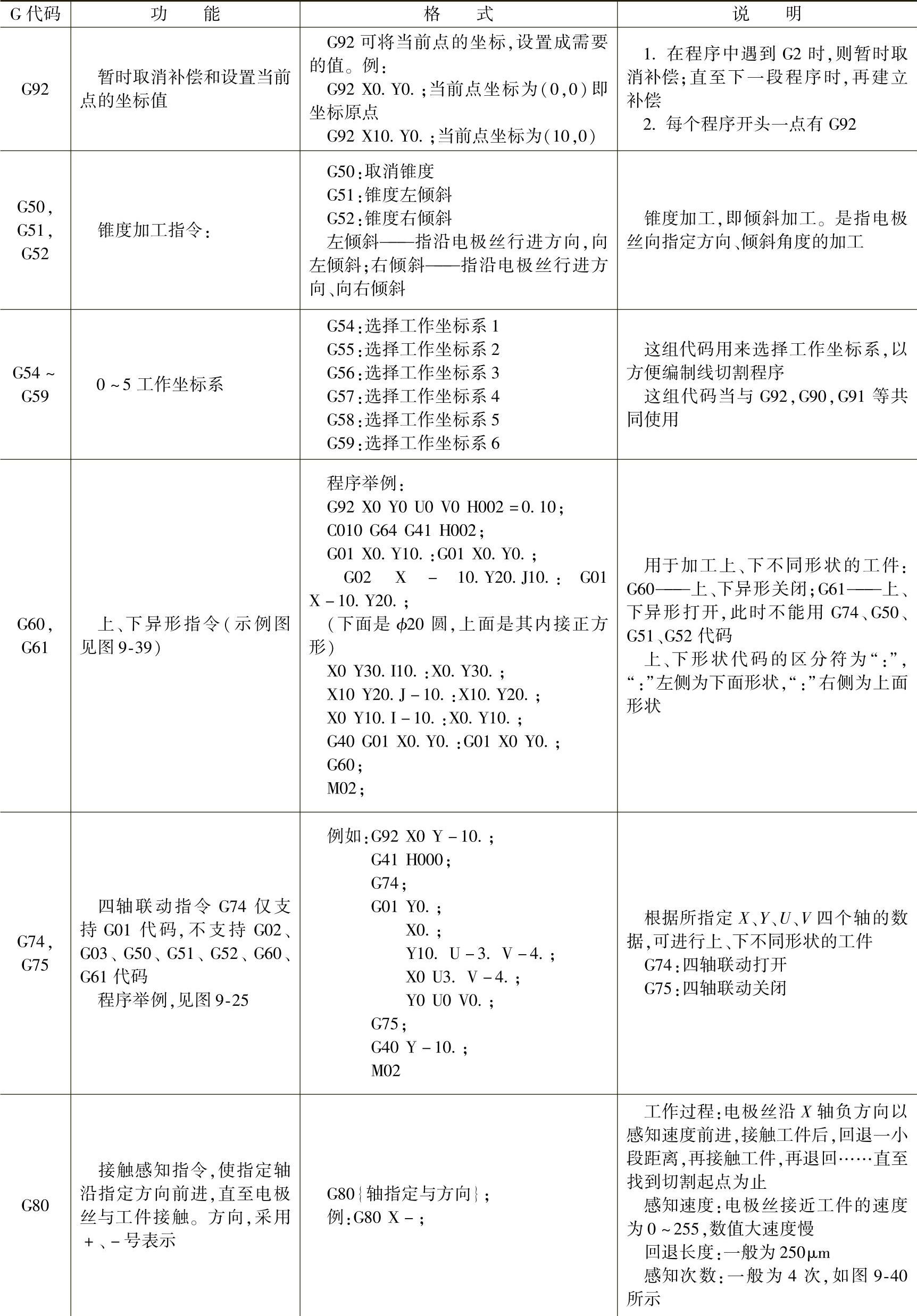
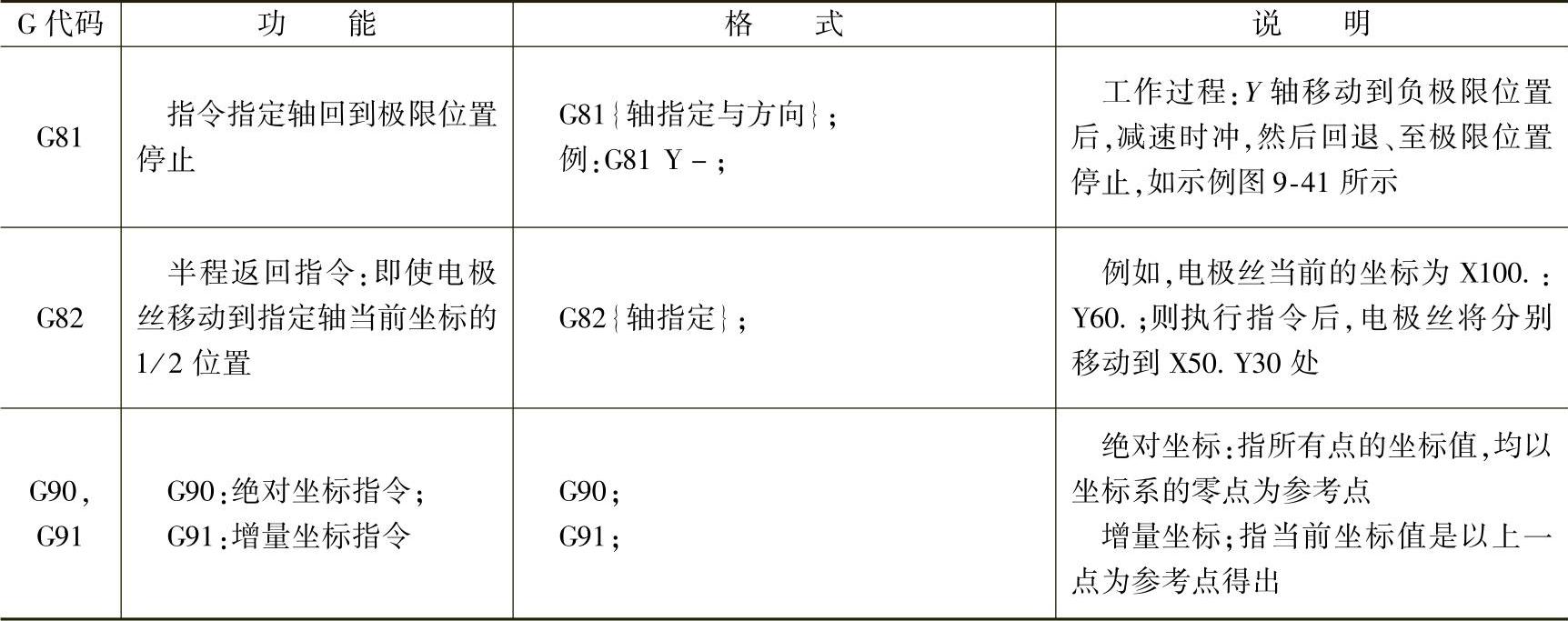
表9-43 线切割程序中G代码功能、格式与数据
(续)
(续)
注:表9-43中说明代码的示例图为:G02,G03示例图9-36;G05~G09示例图9-37;G28,G29示例图9-38;G40,
G41,G42示例图9-39;G60,G61,G74,G75示例图9-40;G80示列图9-41;G81示例图9-42。
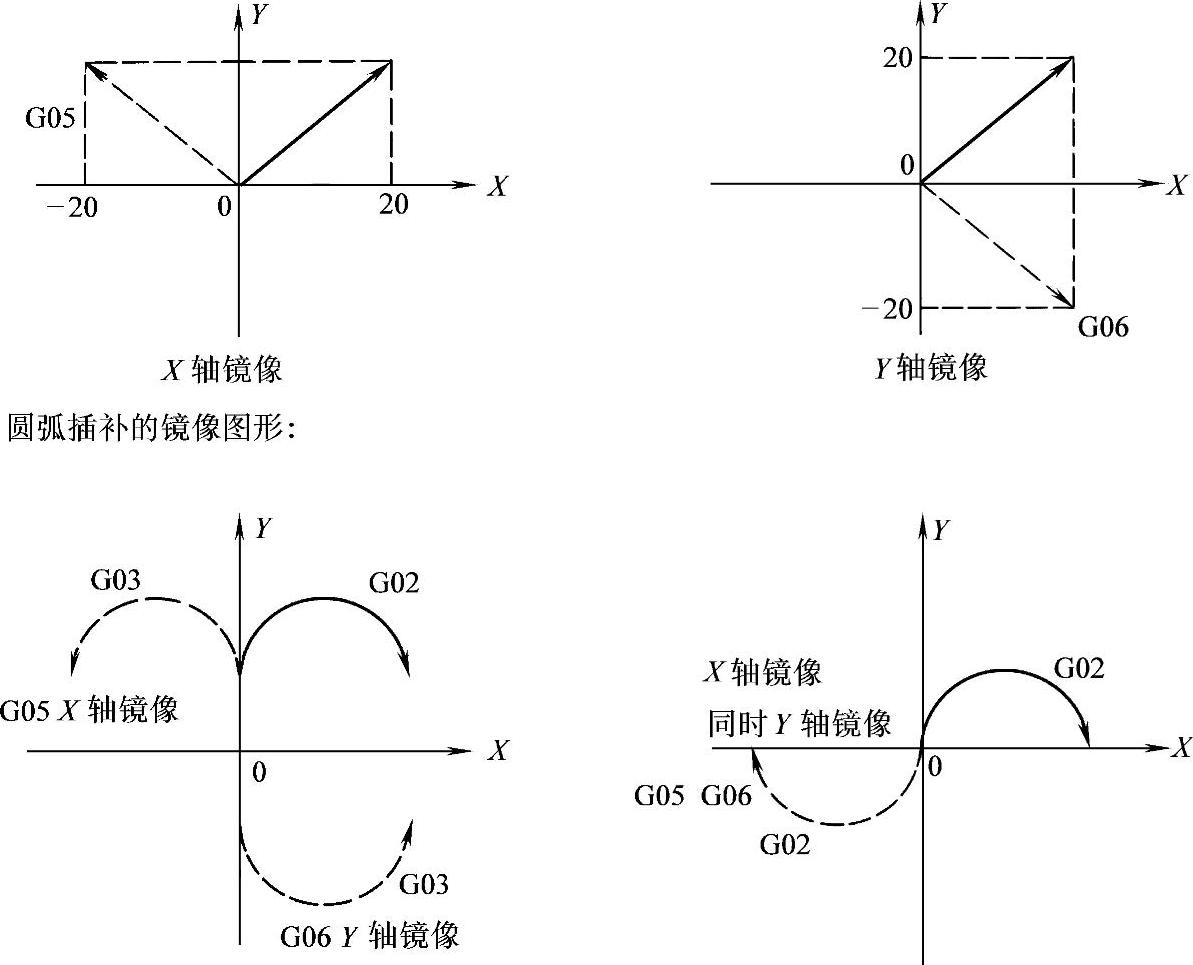
图9-37 G05~G09示例图

图9-38 G28、G29示例图
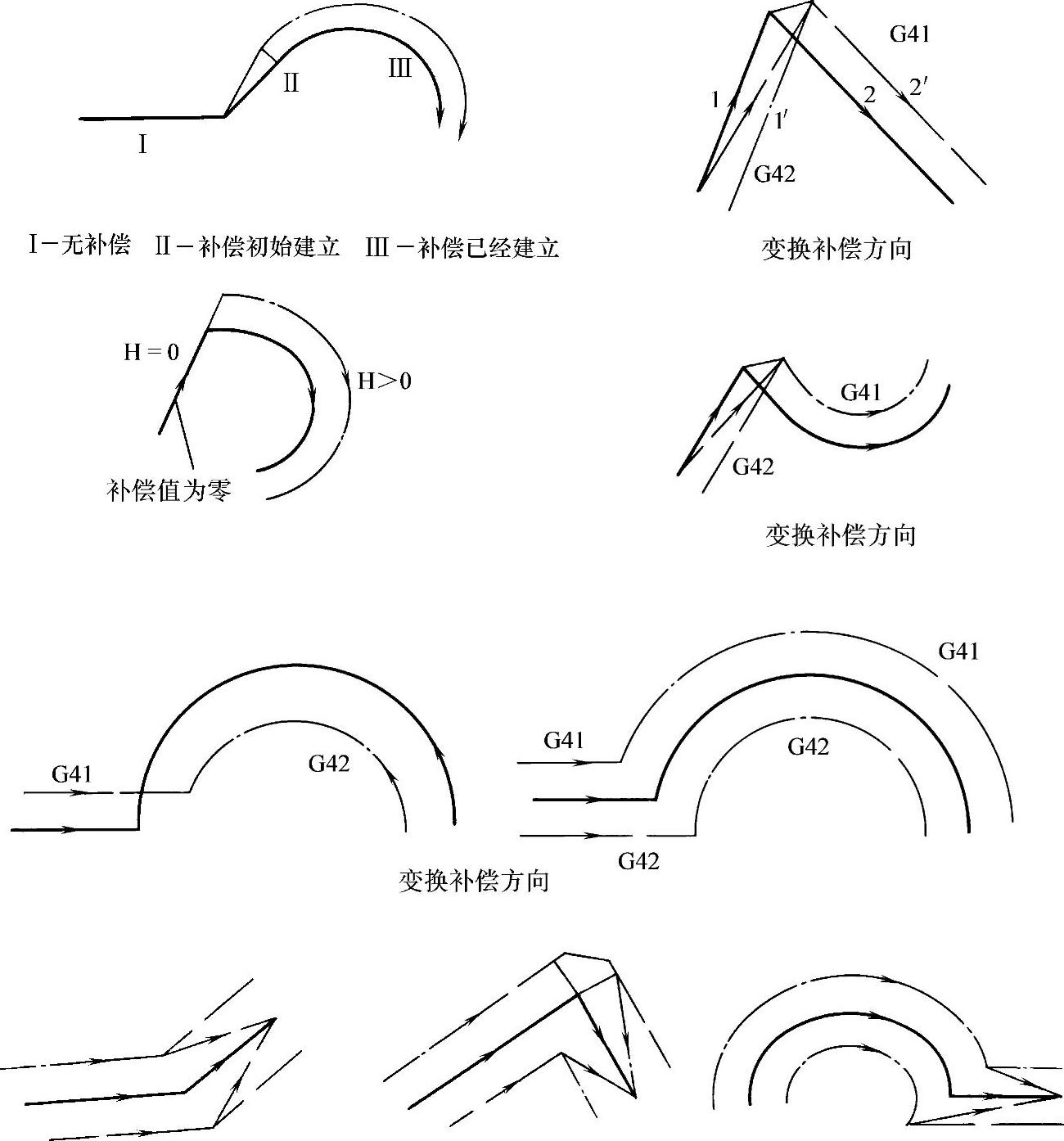
图9-39 G40、G41、G42示例图
1)撤消补偿时只能在直线段上进行,在圆弧段撤消补偿将会引起错误。
正确的方式:G40 G01 X0 Y0;
错误的方式:G40 G42 X20.Y0 I10. J0;
2)当补偿值为零时,运动轨迹与撤消补偿一样,但补偿模式并没有被取消。
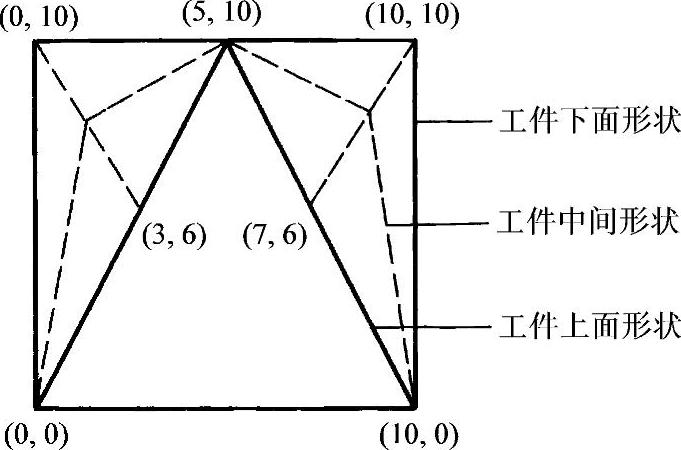
图9-40 G60、G61、G74、G75示例图
图9-41 G80示例图
2.锥度切割、子程序和代码的初始化
(1)锥度切割 在执行G50、G51、G52指令进行锥度切割时,必须确定、输入三个数据:
1)上导轮与工作台面之间的距离。
2)下导轮与工作台面之间的距离。
3)工件厚度。
否则,将不执行G51、G52指令。
锥度切割中的规则:
1)切割面的定义:与编程尺寸一致的面称为主程序面;另一个有尺寸要求的面,称为副程序面,如图9-43所示。
2)锥度切割的开始与结束。锥度切割也必须以直线插补切割为起止;不能以圆弧插补切割中执行开始或终止。
图9-42 G81示例图
3)锥度切割的连接。在切割锥度面时,当副程序面的两曲线间没有交点时,程序将自动在副程序面上加入过渡圆弧,如图9-44所示。

图9-43 主程序面和副程序面
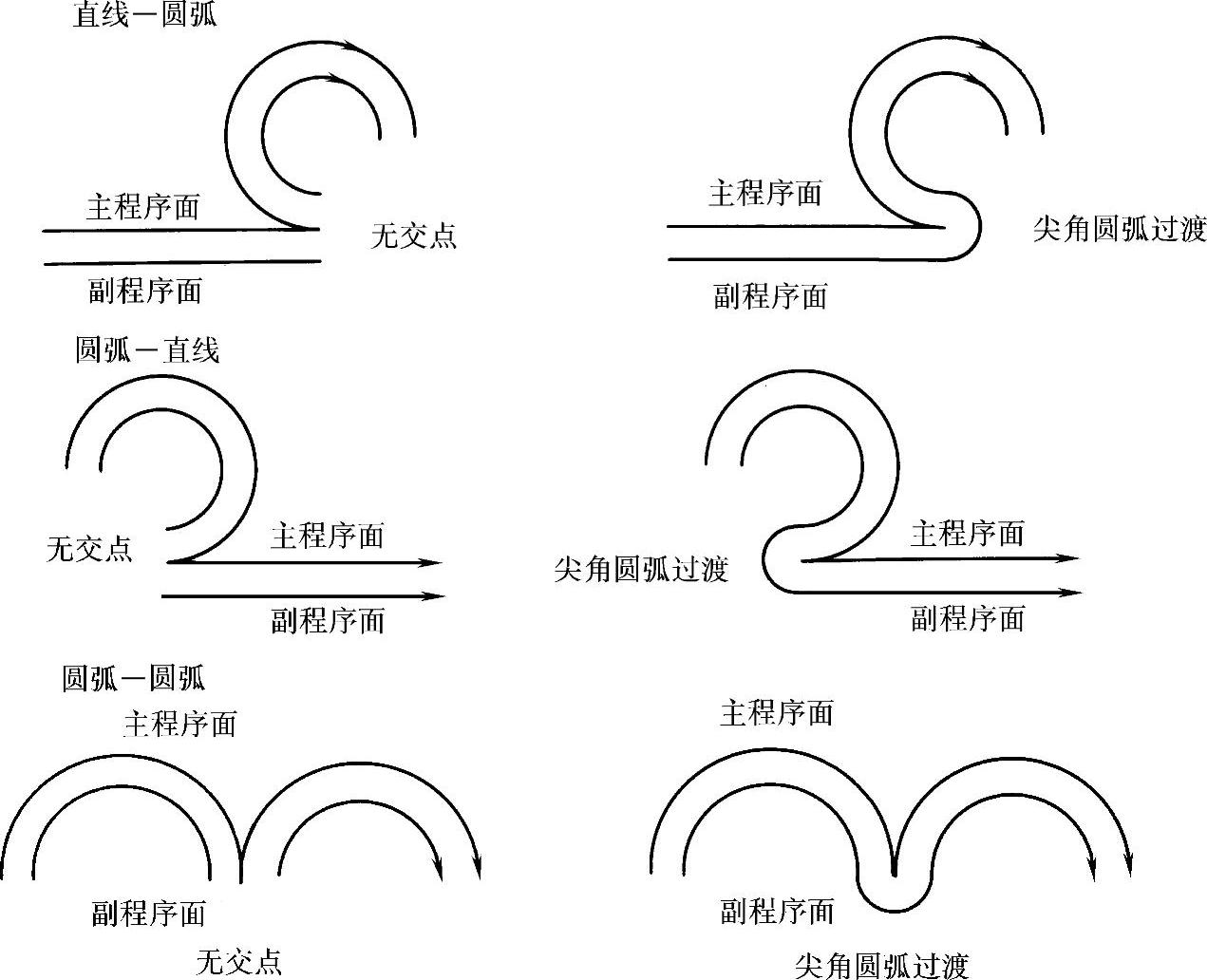
图9-44 锥度切割的连接
锥度与转角指令代码R:在切割锥度时可以在主程序面与副程序面上分别加圆弧过渡。方法是在该程序段加R指令,用R1设定主程序面的过渡圆弧半径;用R2设定副程序面的过渡圆弧半径。
其程序格式为:
G01 X____ Y____ R1____ R2____;
G02 X____ Y____ I____ J____ R1____ R2____;
G03 X____ Y____ I____ J____ R1____ R2____;
锥度切割加入圆弧过渡,如图9-45所示。(https://www.daowen.com)
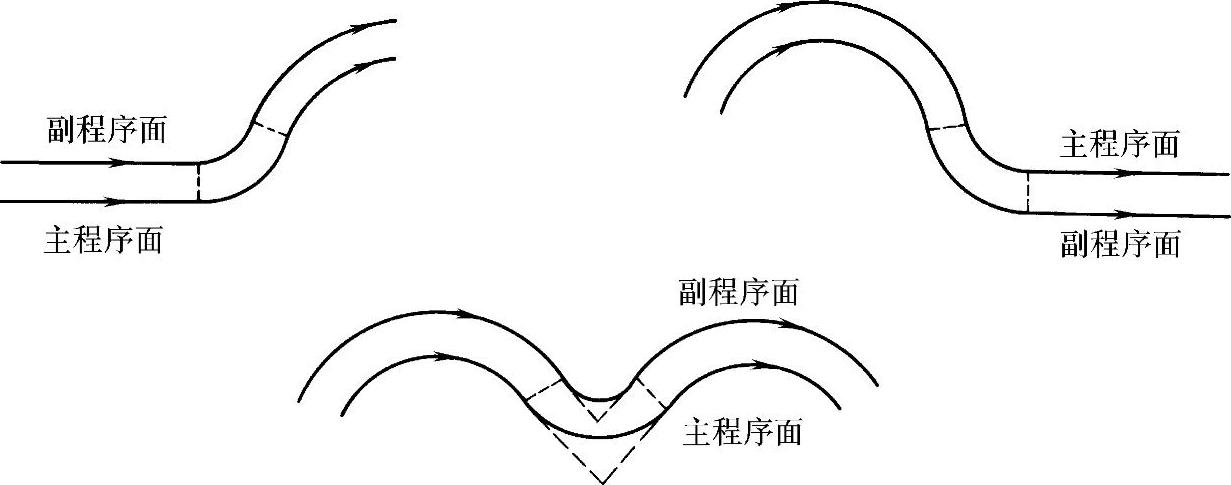
图 9-45
若R1=R2,则工件的上、下面插入同一圆弧,因而成斜圆柱状,如图9-46所示。
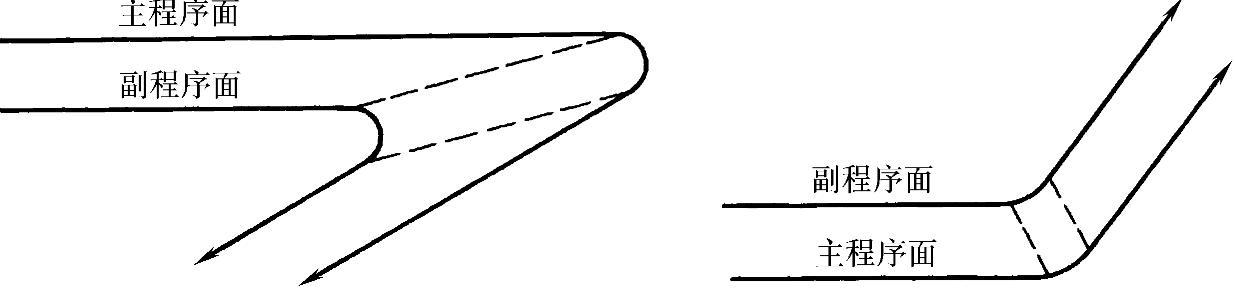
图 9-46
R指令只在补偿状态(G41,G42)和锥度状态(G51,G52)下有效。若补偿和锥度都处于取消状态(G40,G50),则R无效。
(2)子程序 主程序调用子程序的格式为:
M98P∗∗∗∗L∗∗∗;
其中:P∗∗∗∗——被调用的子程序序号;
L∗∗∗——调用子程序的次数;若L∗∗∗省略,则此子程序只调用一次;若为L0,则不调用此子程序。子程序最多可调用999次。
子程序格式:N∗∗∗∗……;
(程序)
M99;
其中:M99——子程序结束的代码;当执行到M99时,则返回主程序,继续执行下面的程序。
在主程序调用的子程序中,还可以再调用其他子程序。其方式与主程序调用子程序相同,称为“嵌套(neFWing)”如图9-47所示。
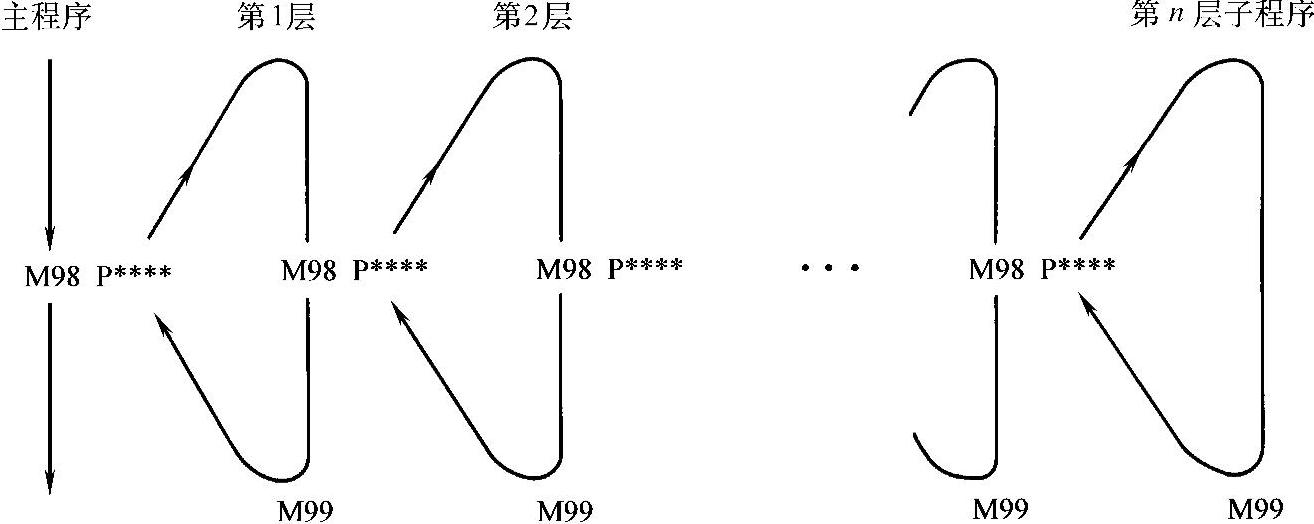
图9-47 子程序调用嵌套示意图
注:n—最大值为7,即子程序嵌套最多为7层
(3)运算 FW系列线切割机床控制系统支持的运算符有:
1)运算符地址,见表9-44。
2)优先级即执行运算符的顺序,如:
高:dH∗∗∗;低:+,-
3)运算式的书写。运算符的式长只能在一段内。
表9-44 运算符地址
注:表列地址是能用运算符的地址。
例1:H000=1000;
G90 G01X1000+2H000;(X轴直线插补到3000μ处)
例2:H000=320;
H001=180+2H000;(H001=820)
(4)H代码与代码的初始设置
1)H:补偿代码,是变量,每个H代码表示一个具体的数值。可在控制台上输入,也可在程序中,采用赋值语句对其进行赋值。其赋值的格式为:
H∗∗∗=____;(具体数值)
2)代码的初始设置。有些功能代码,当遇到刚打开电源开关
执行程序中遇到M02指令
执行程序期间,按动OFF急停键;
执行程序期间出错,按动ACK确认键后,需回到初始设置状态,见表9-45。
表9-45 回初始设置状态的代码

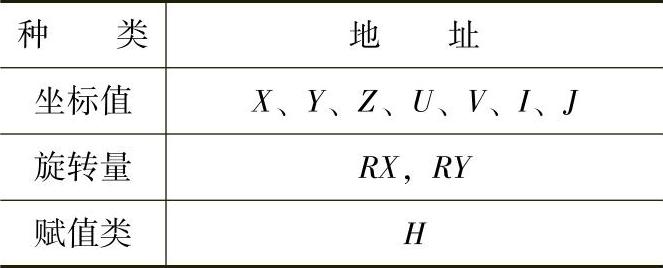
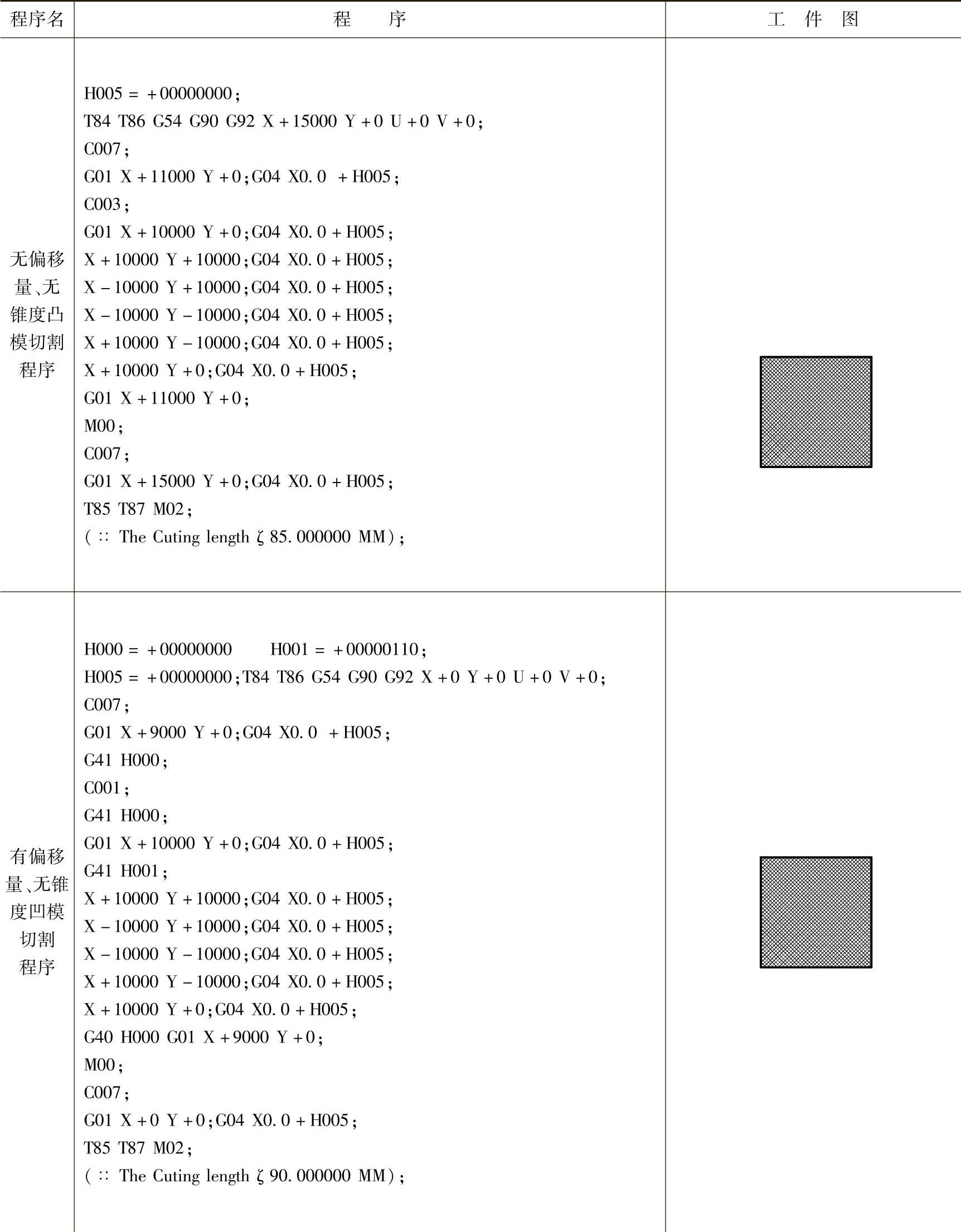
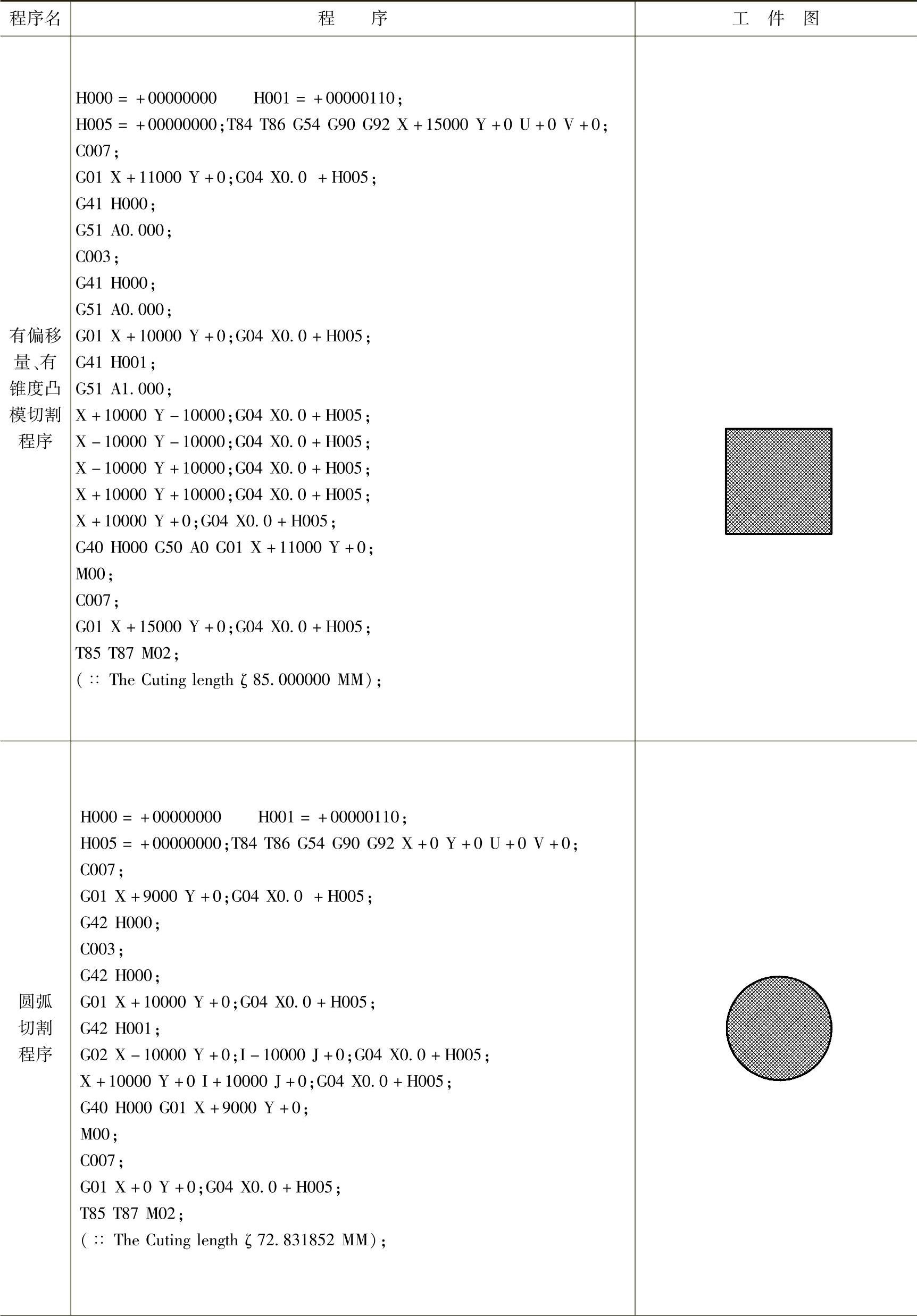
3.CNC线切割程序示例
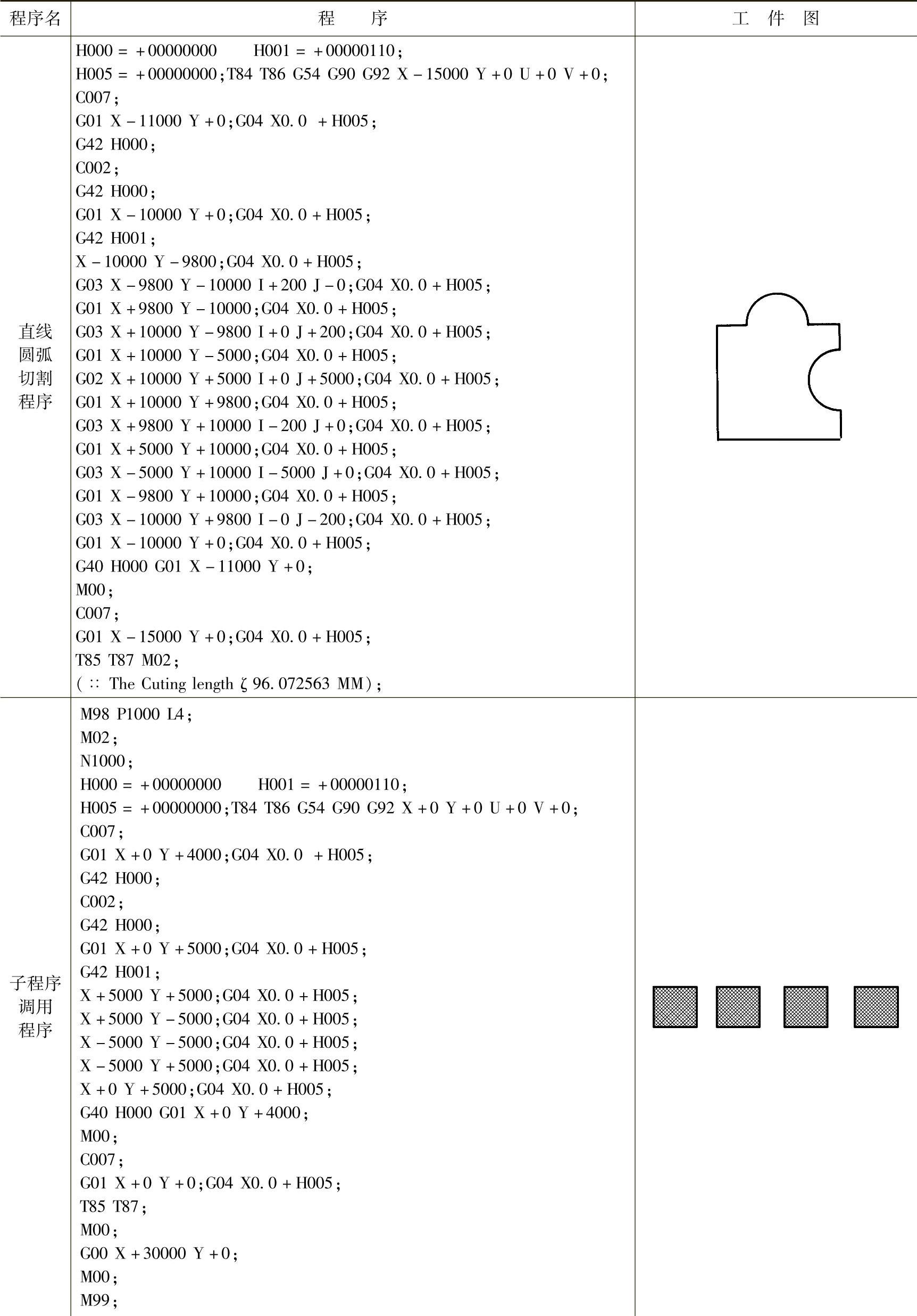
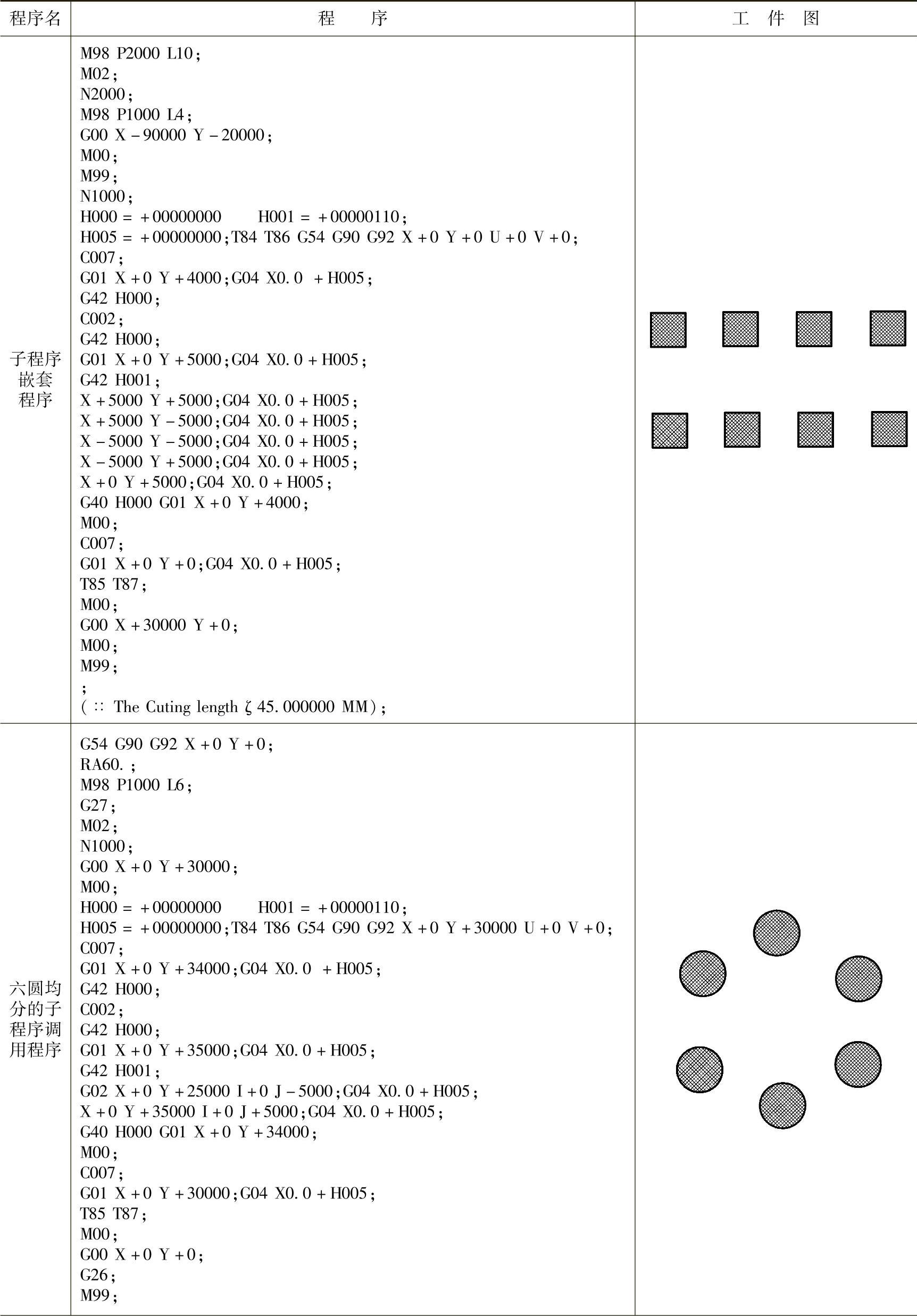
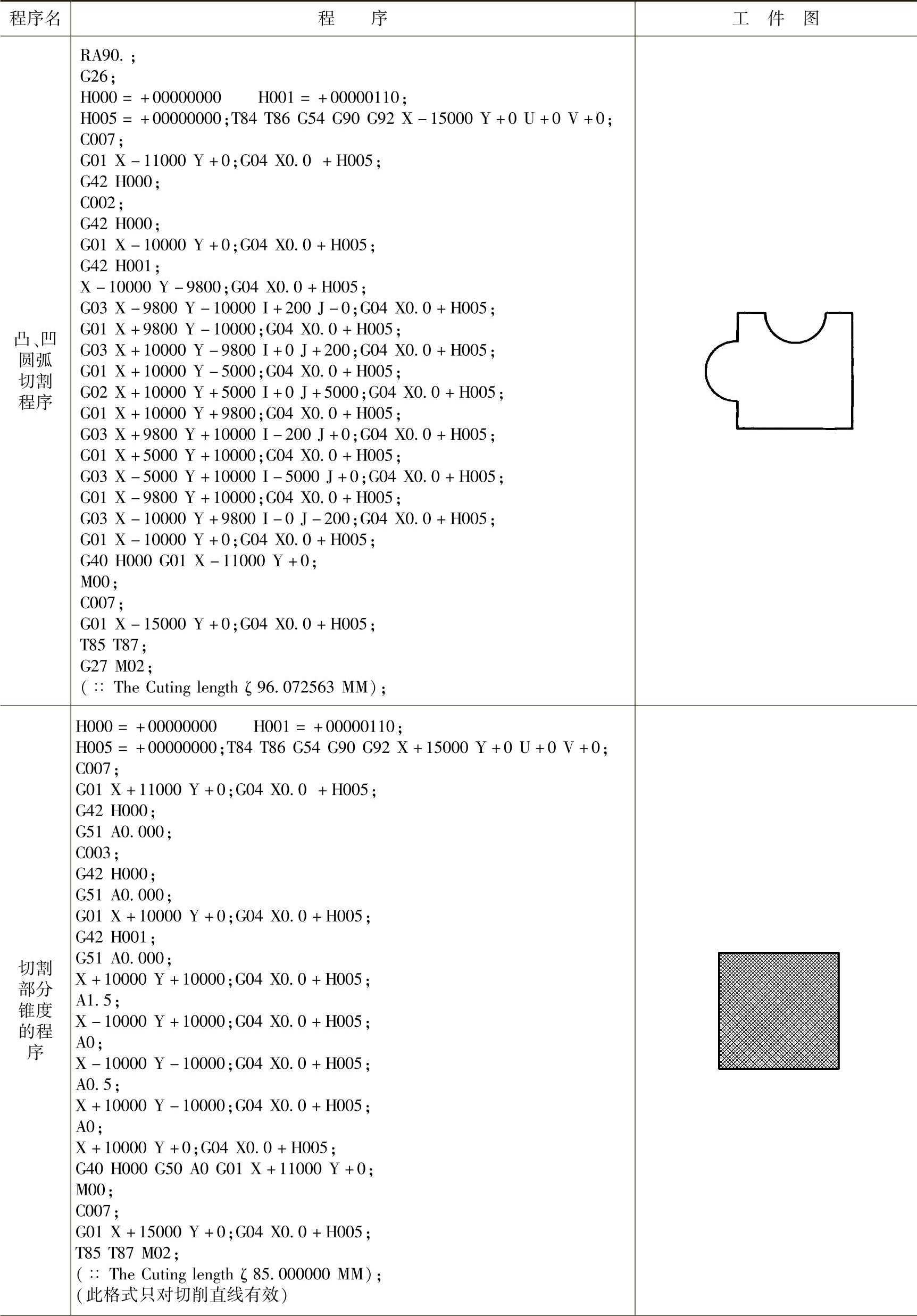
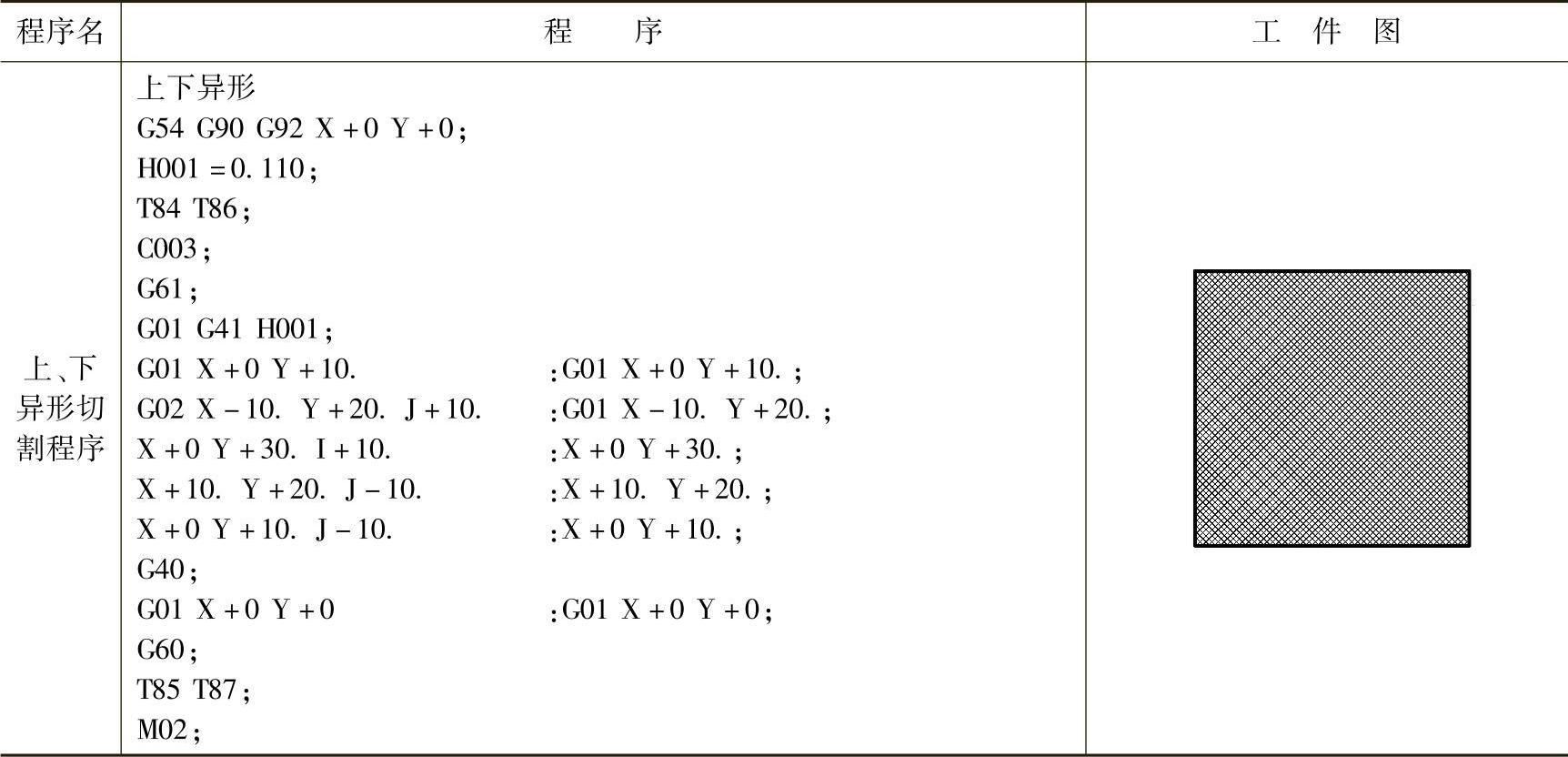
现以表9-46所列CNC线切割加工具有各种形状、结构工件用的程序,来进一步说明上述CNC线切割程序编制的原理、所用代码、代码的格式和参数设置,以及编程时须遵循的规定、规则。
表9-46 CNC线切割程序示例
(续)
(续)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





