
1.CNC线切割机床操作的基本要求
(1)机床起动和起动顺序 CNC线切割机床具有自动化程度高、功能强等特点,因此,保证电源的稳定、可靠、安全,至为重要。故一般须设置与电柜前后门相互联锁的安全开关。门被打开,则应切断总电源。
电源接通后,首先启动计算机,其启动过程和顺序见FW型线切割机床的启动过程框图,如图9-34所示。
此后,在DOS环境下,进行CMOS切割工艺条件、电参数等多项设置与选择。
(2)运动机构的检查与调整 即对x、y、u、v轴,以及电极丝的运行系统,包括主导轮与辅助导轮、储丝筒与丝筒电动机、换向机构等,通过测量、空载运行等方法进行检查、调整,以保证线切割程序执行稳定,可靠。从而保证:
1)线切割程序正常执行。
2)切割形状、尺寸误差在允许的范围内。
3)切割表面的粗糙度参数Ra达到要求。
2.基本参数选择与设置
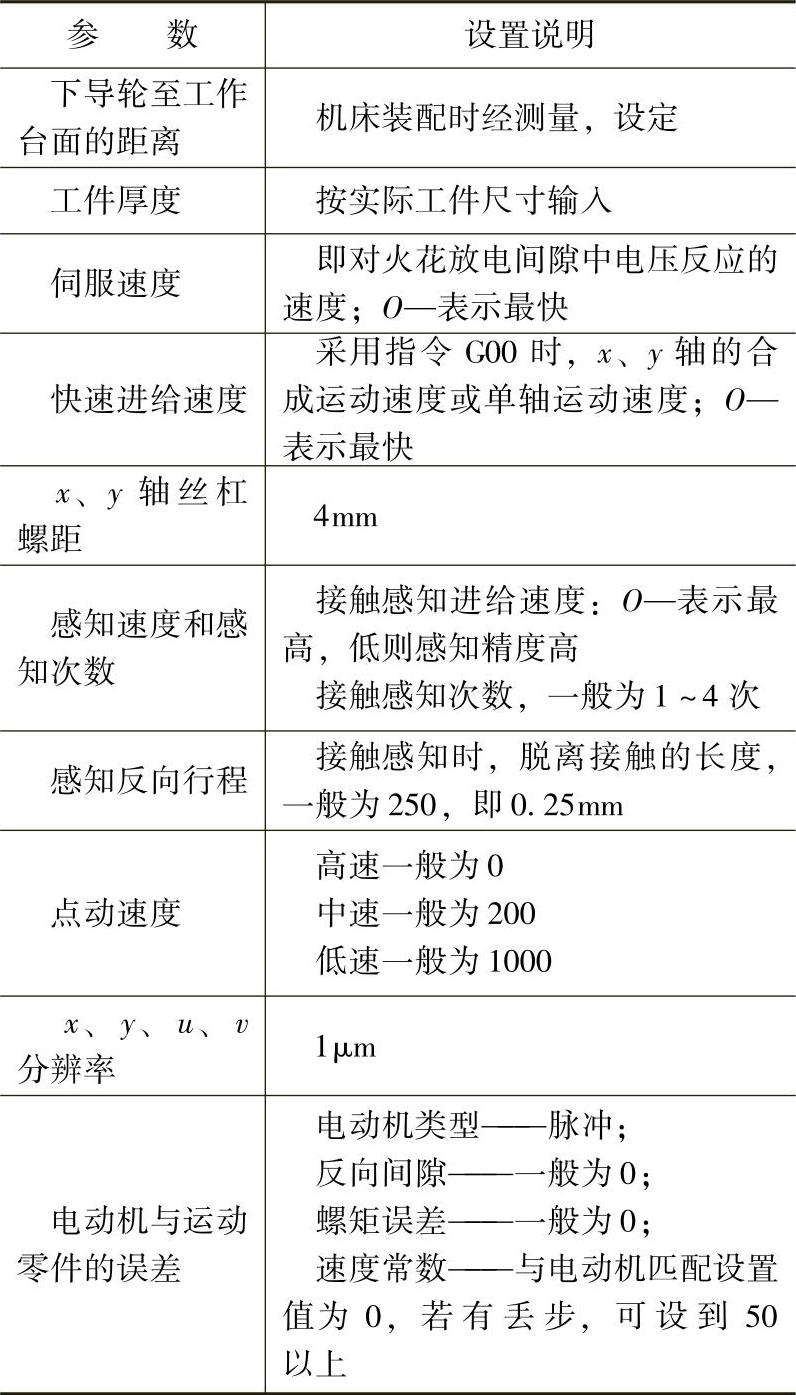
(1)机床参数设置 见表9-31。这些参数在机床出厂前已设置好,一般情况下不变动。
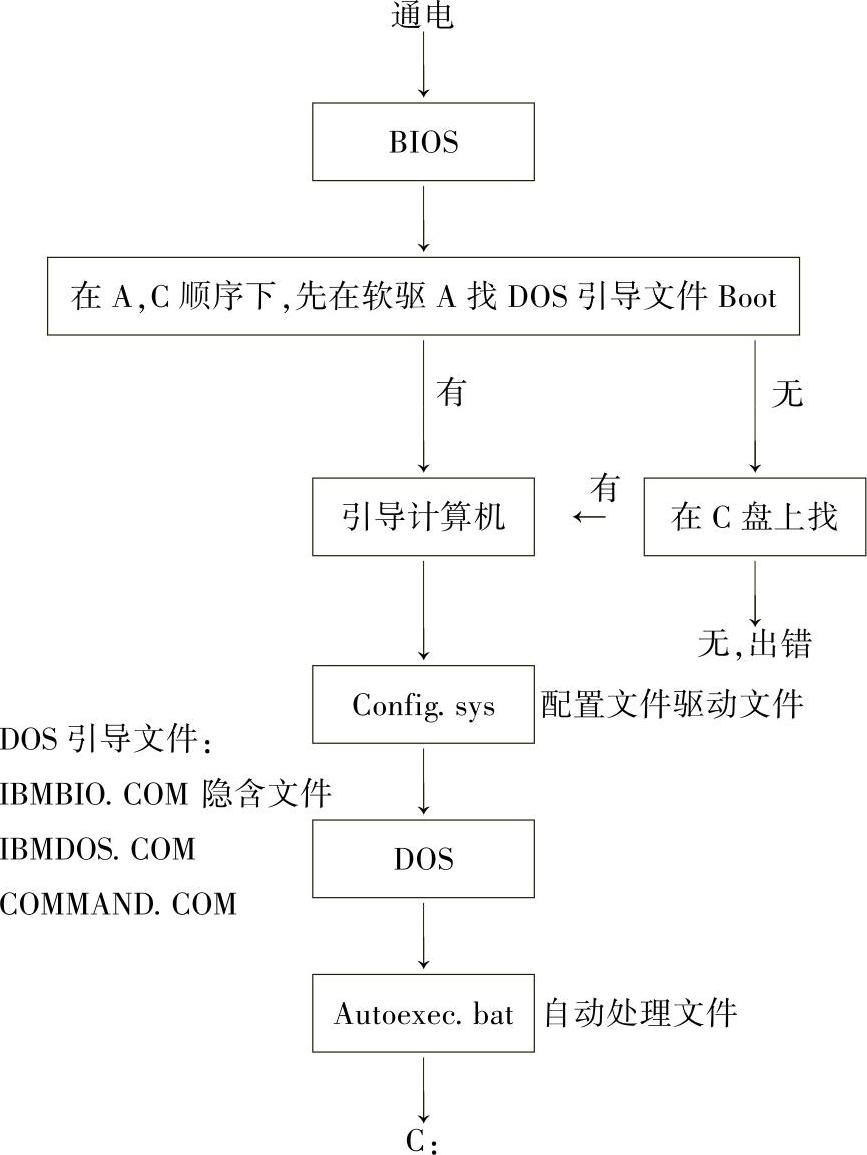
图9-34 FW型线切割机的启动过程框图
表9-31 机床参数设置
(2)工艺参数设置 和机床参数设置一样,当在进入自动编程模式时进行设置,见表9-32。
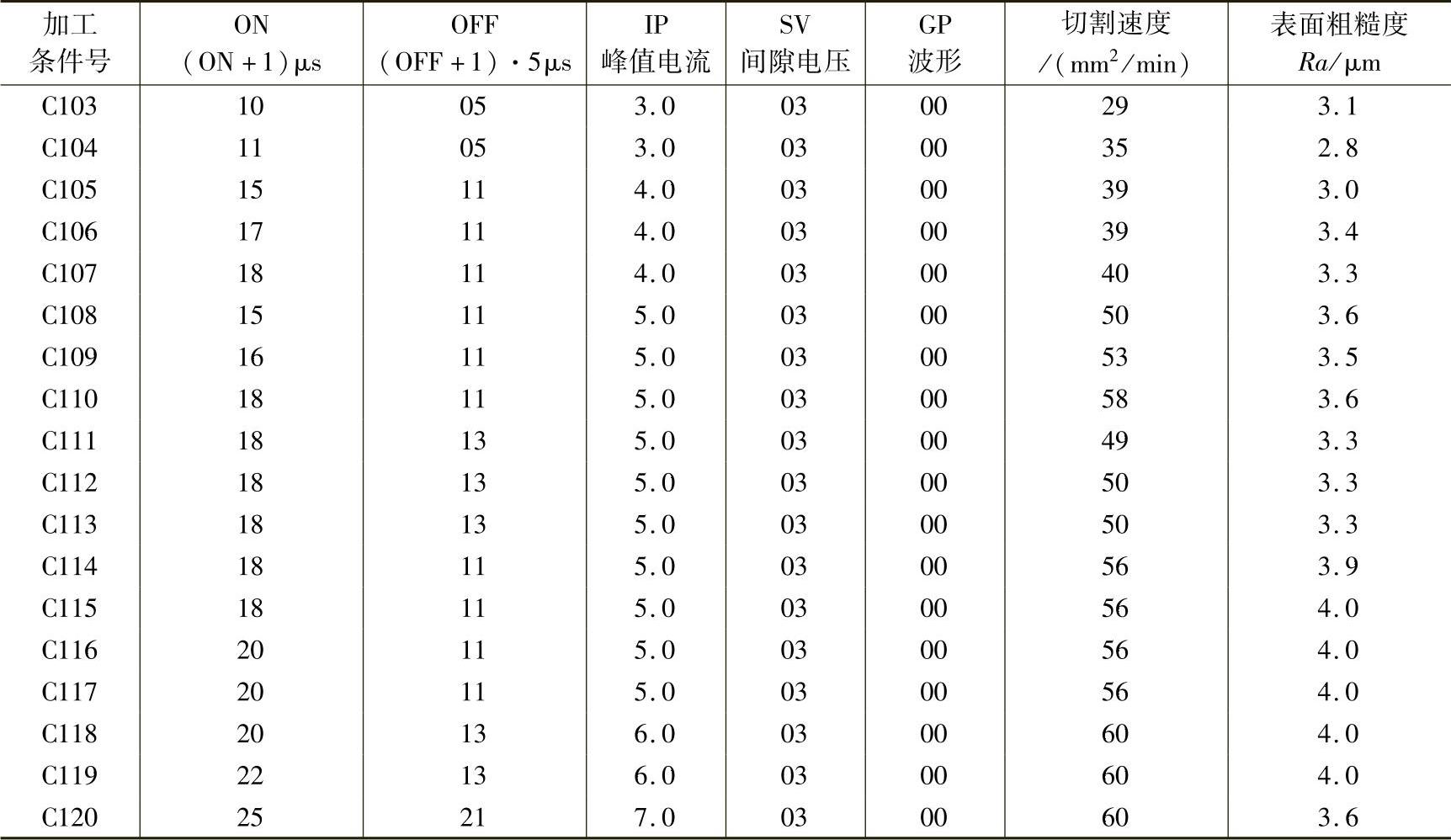
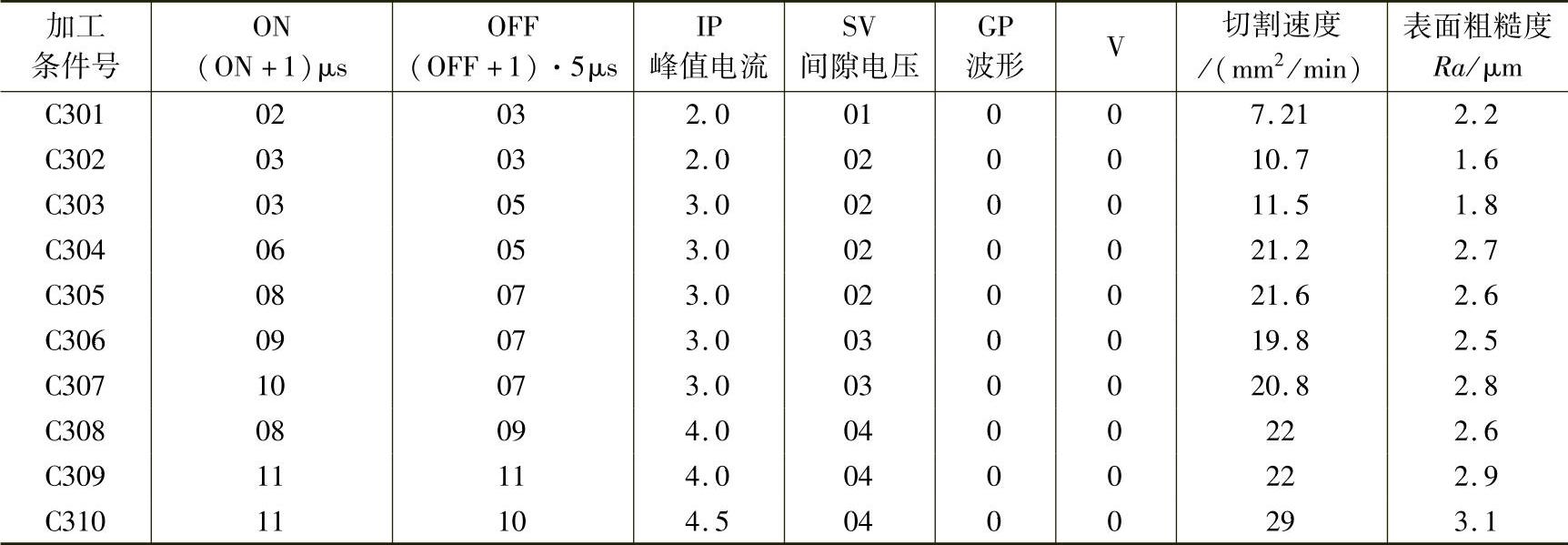
(3)电火花线切割条件设定 即在条件号栏中填入加工条件,范围为C000~C999,见表9-33,表9-34,表9-35,表9-36,表9-37,表9-38中所列FW型线切割的火花放电加工条件。
在偏置量栏中输入补偿值,范围为H000~H999。
表9-32 工艺参数设置
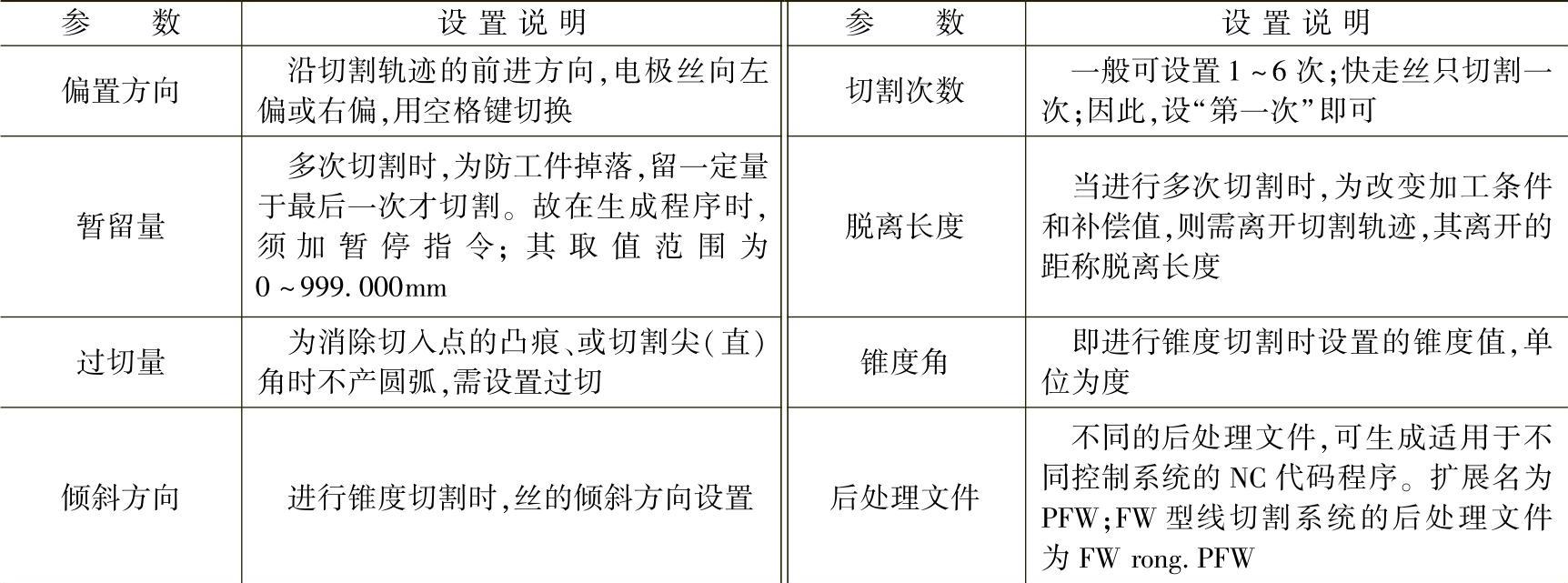
表9-33 FW100、FW110电火花线切割电参数设置值
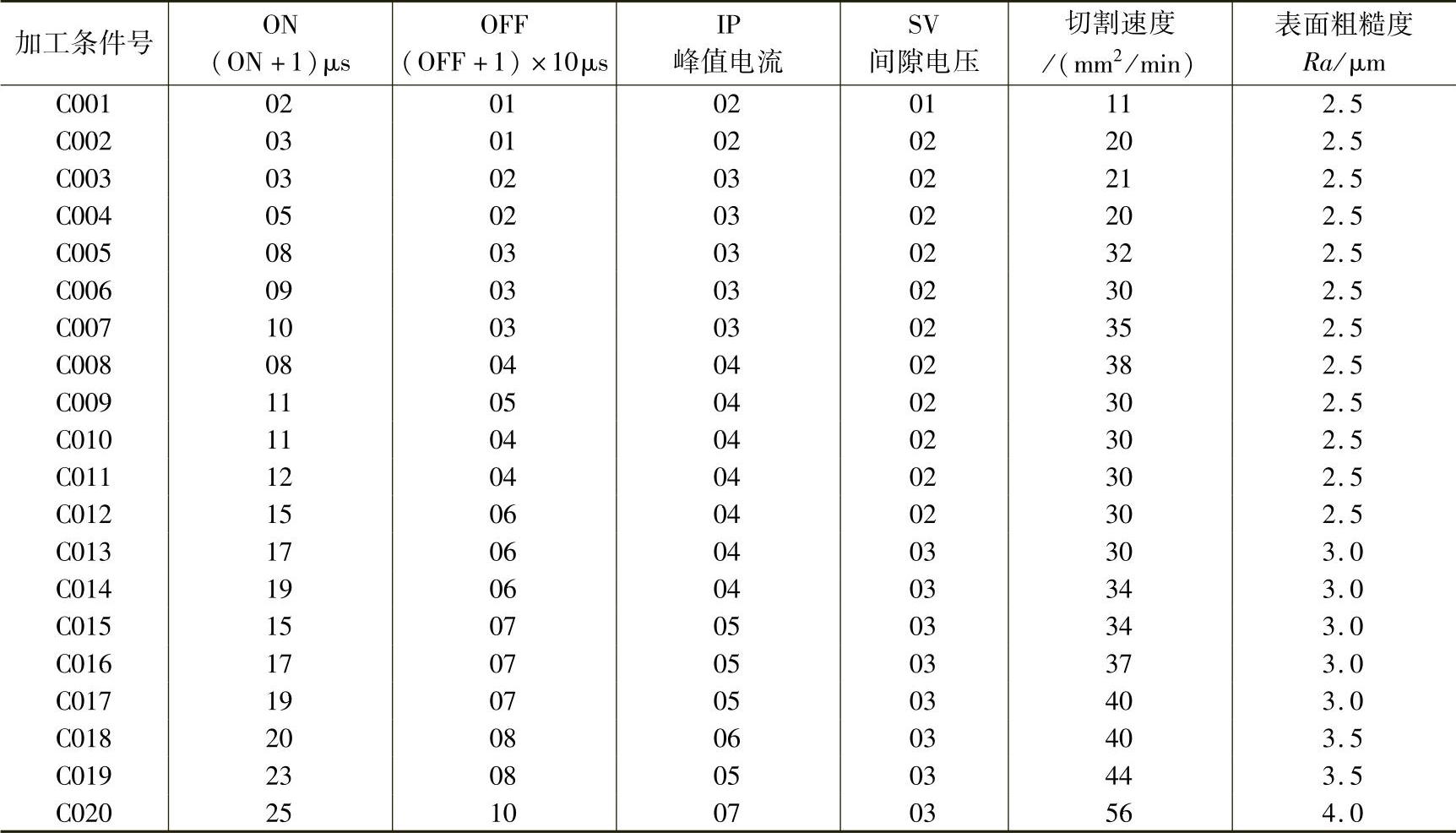
表9-34 FW120分组电火花线切割电参数设置值

表9-35 FW120电火花线切割半精加工电参数设置值

(续)
 (www.daowen.com)
(www.daowen.com)
表9-36 FW120电火花线切割精加工电参数设置值
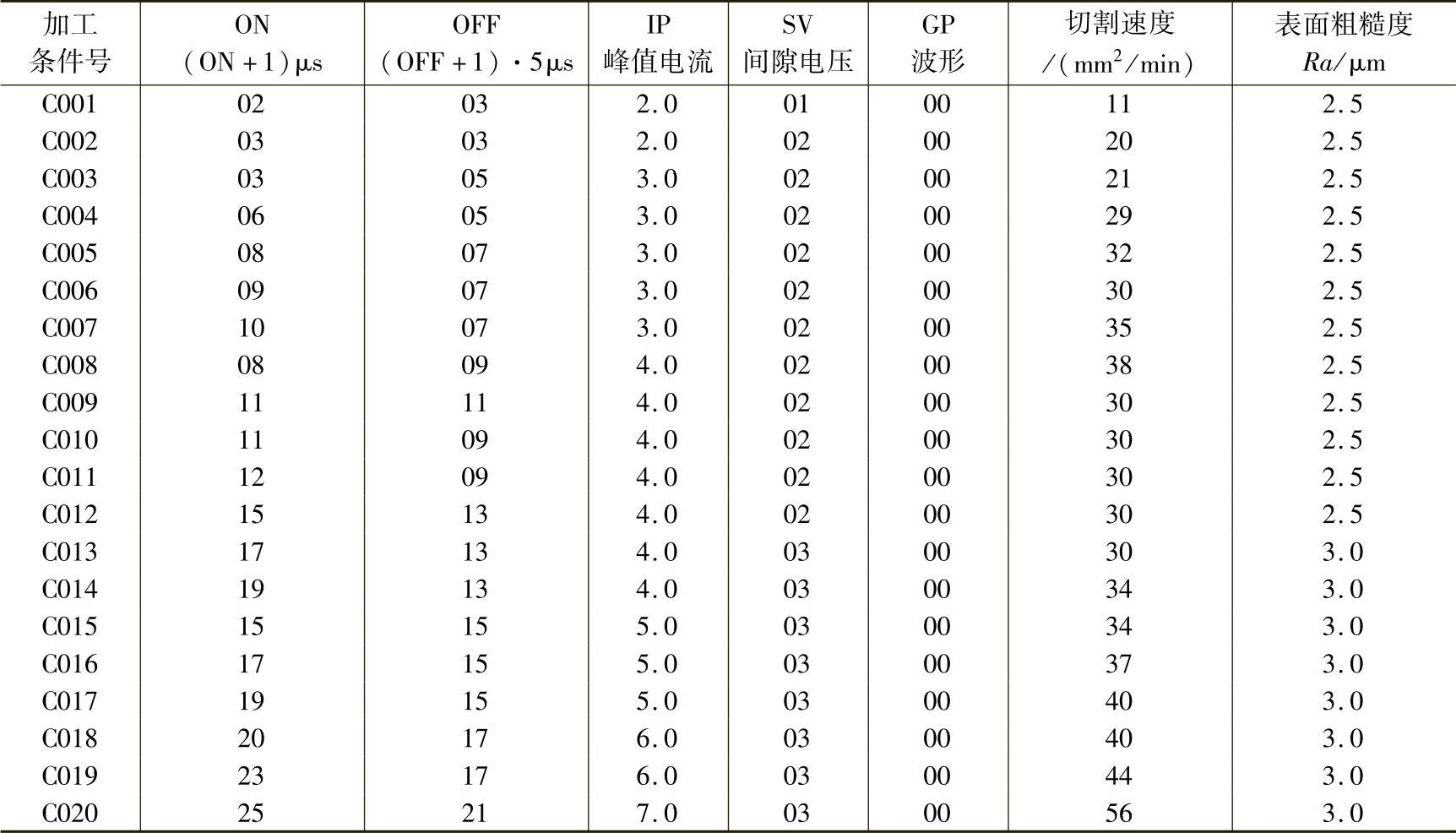
表9-37 FW120细丝(ϕ0.13mm)电火花线切割电参数设置值

(续)

表9-38 FW120细丝(0.15mm)电火花线切割电参数设置值
特定CNC线切割机床控制系统中的各种参数、代码、键的功能是在机床出厂前、就已设置好的,呈三种状态:
1)在切割加工时不可改变或不需改变,如机床参数;图形文件中设置的:◎——穿丝点;×——切入点;□——切割方向。
2)可以改变的,即在自动编程模式下,采用交互方式进行选择、设定,并以特定程序格式输入加工程序,如工艺参数、线切割电参数。
3)按动特定功能键,可实现相关模式中的许多功能。如FW型线切割机床控制板上的“F”键,在不同模式时,同一“F”键则可实现不同的功能。
①手动模式可控制两轴(x、y)进行直线加工。其F键功能见表9-39。
表9-39 手动模式F键功能

②编辑模式,按动F10可进行NC程序的编辑;在屏幕上方显示当前编辑状态。其功能键“F”的功能见表9-40。
③自动模式,按动F9键,则可由编辑模式修改、编辑并装入的NC程序,进入NC程序自动执行模式。
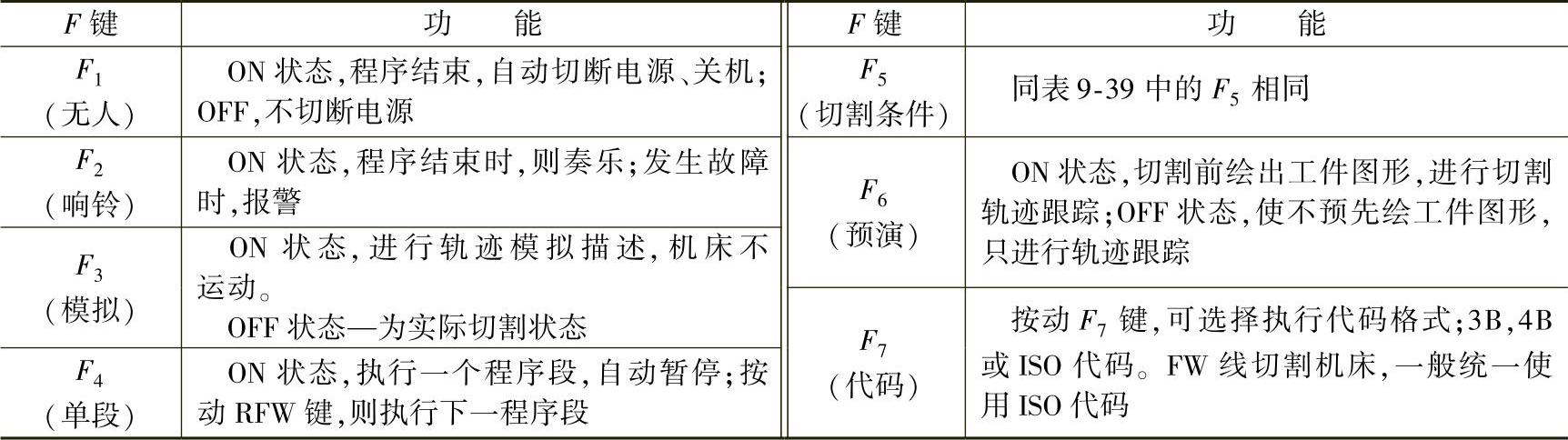
自动模式的F键的功能见表9-41。
表9-40 编辑模式F键的功能
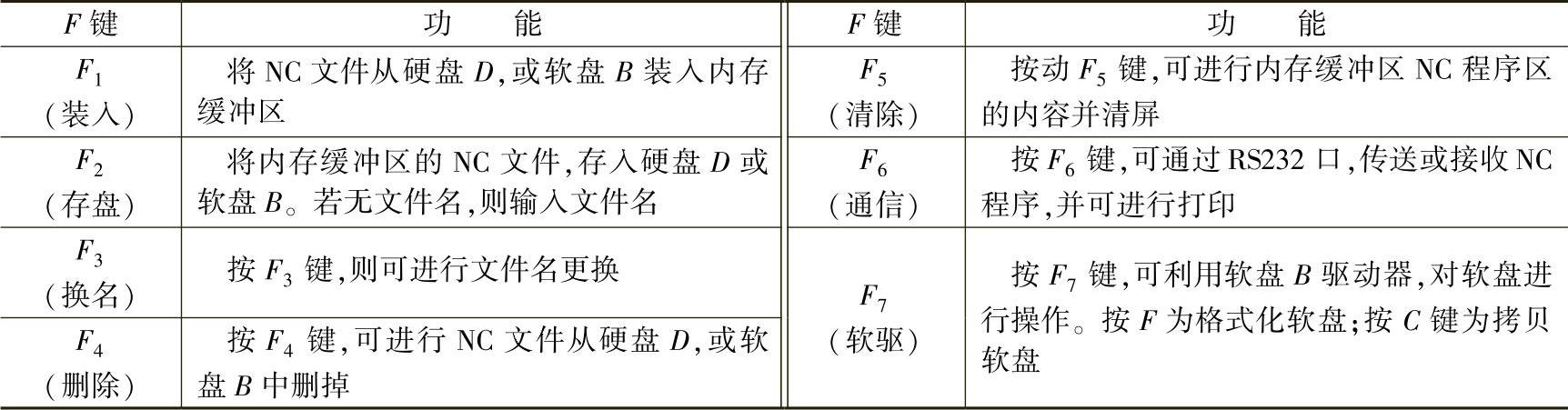
表9-41 自动模式F键的功能
④自动编程模式,按动F8键,进入SCAM系统进行自动编程,其中:
F1——CAD,即进行图形绘制(见CAD操作手册)。
F2——CAM,即进入自动编程模式,包括:图形文件选择、设定。工艺参数选择设定(见表9-31、表9-32),切割电参数选择与设定(见表9-33~表9-38)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





