1.线切割工艺系统与机床
(1)工艺系统 WEDM工艺系统与车削、铣削、磨削工艺系统一样,也是由机床、夹具、刀具和工艺软件组成。但是,WEDM和机械切削方式与原理、切屑与表面粗糙度形式、切削条件则不同。
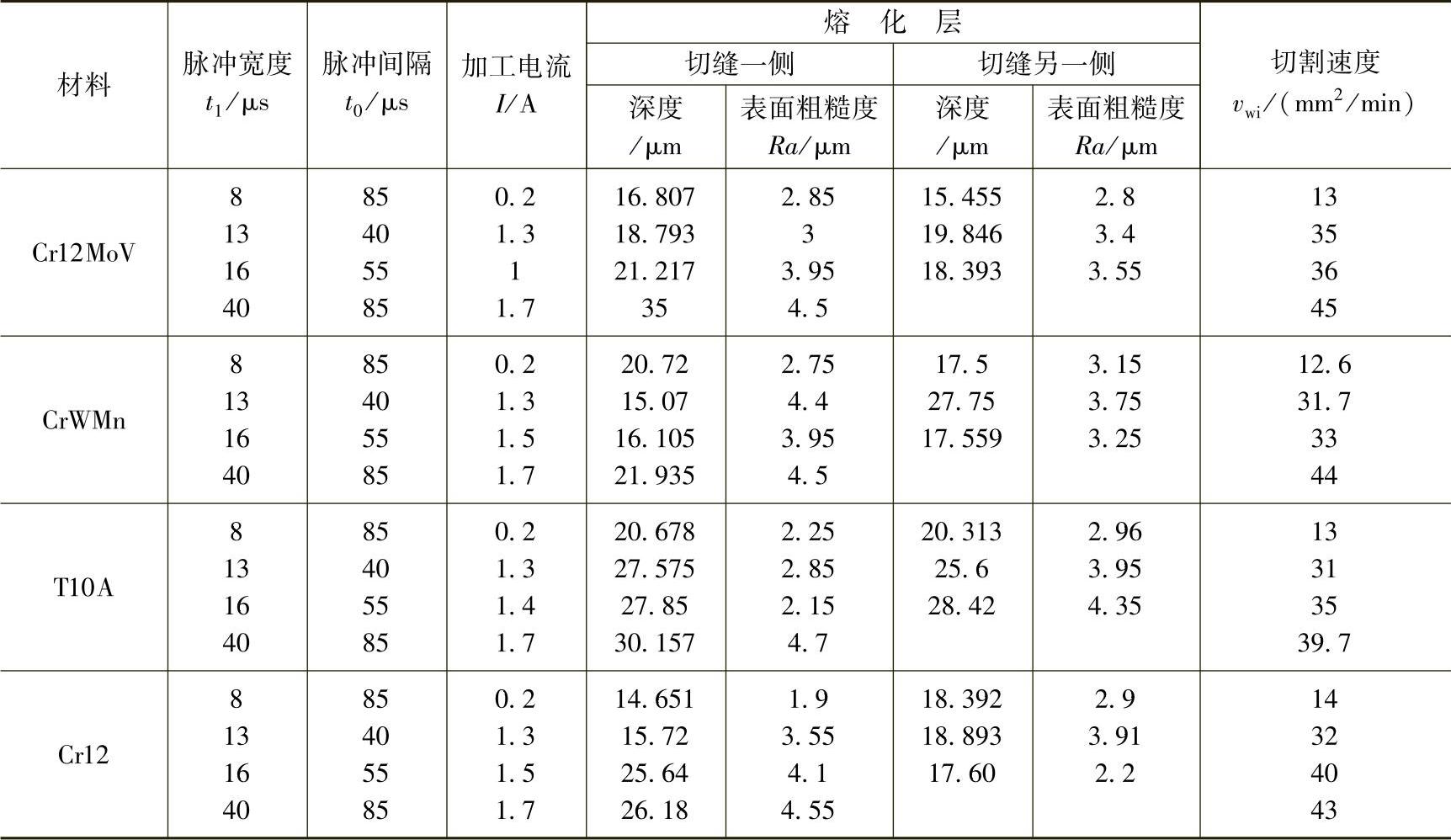
WEDM是采用电极丝沿根据工件轮廓编制的程序轨迹,通过两极间火花放电进行成形“切割”来加工模具成形件的,是刀具与工件不接触加工。因此,切屑形式呈不规则粒状蚀除物,工件表面呈微坑状。故其表面粗糙度与微坑尺寸、数量有关。同时,由于微坑是由脉冲放电产生高温“轰击”而成,故其加工好的表面上则留有一层“熔化层”,其厚度与电脉冲参数有关。电参数、熔化层深度、切割速度与Ra之间关系的试验数据,见表9-16。
表9-16 不同电参数对熔化层深度影响
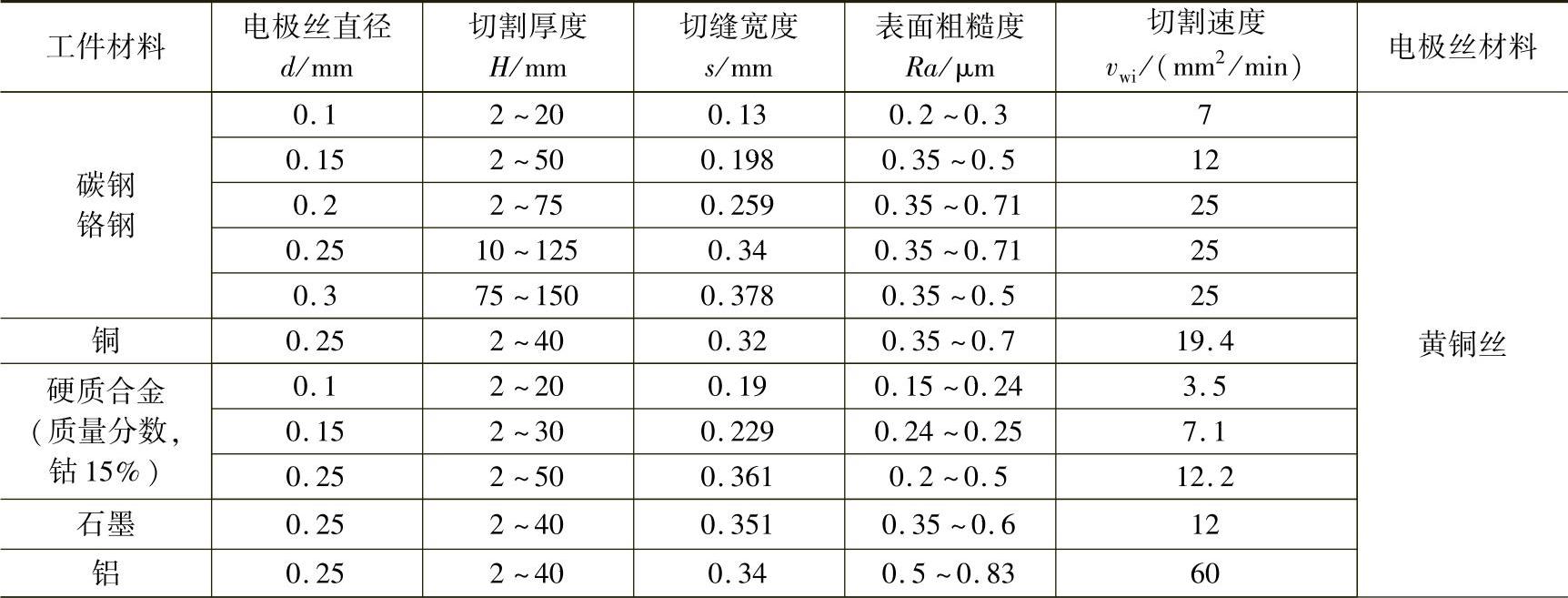
(2)低走丝线切割常用工艺参数与指标 表面粗糙度Ra是WEDM应用的重要工艺指标。国产WEDM机床分快走丝(走丝速度为6~11m/s)和慢走丝(走丝速度为1~15m/min)。图9-30为低走丝线切割Ra与vwi的关系。表9-17为低走丝线切割不同材料常用的丝径、切割范围与vwi,及其可达到的Ra值。
2.线切割的应用
(1)常切割材料与工艺性(见表9-18)
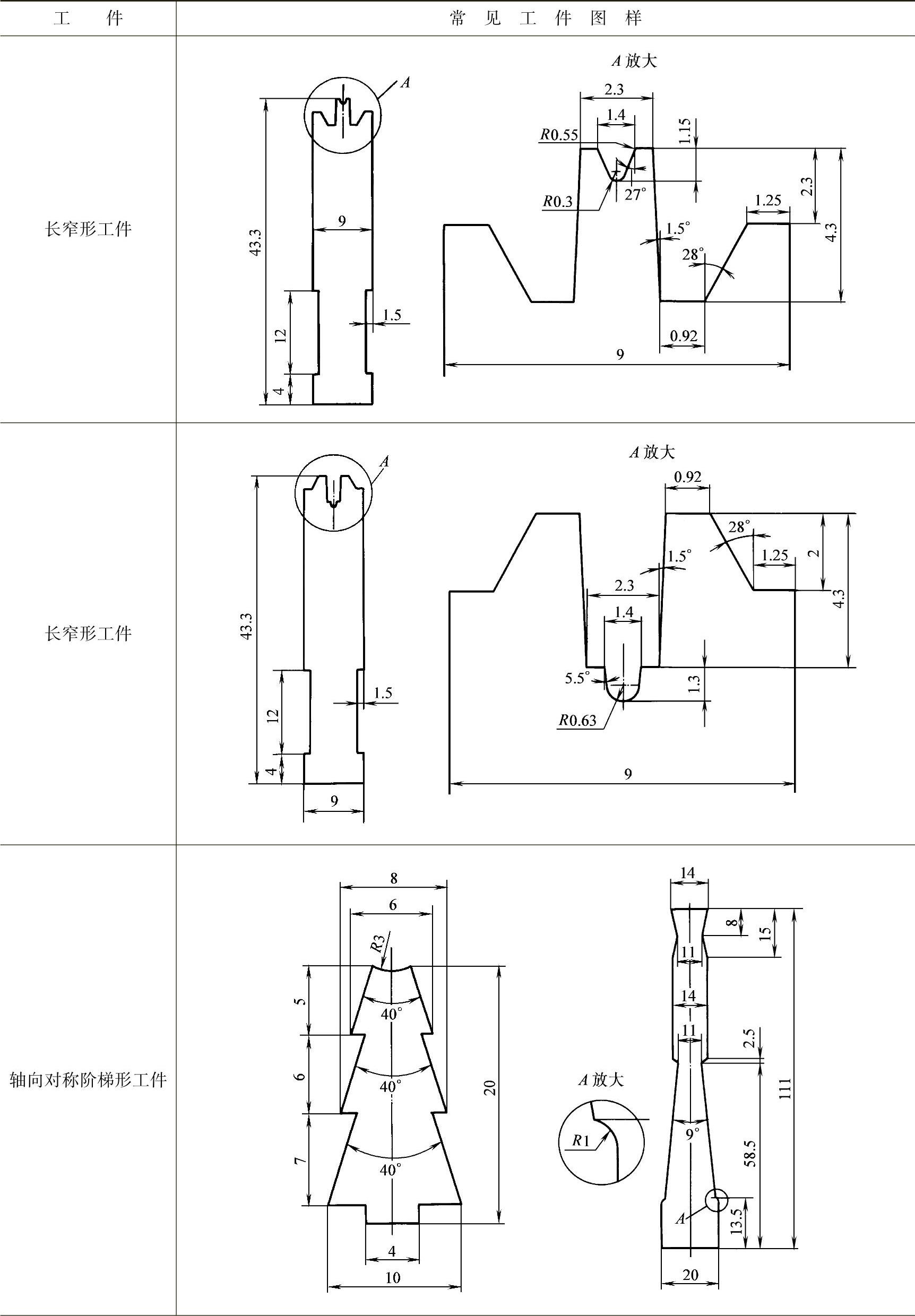
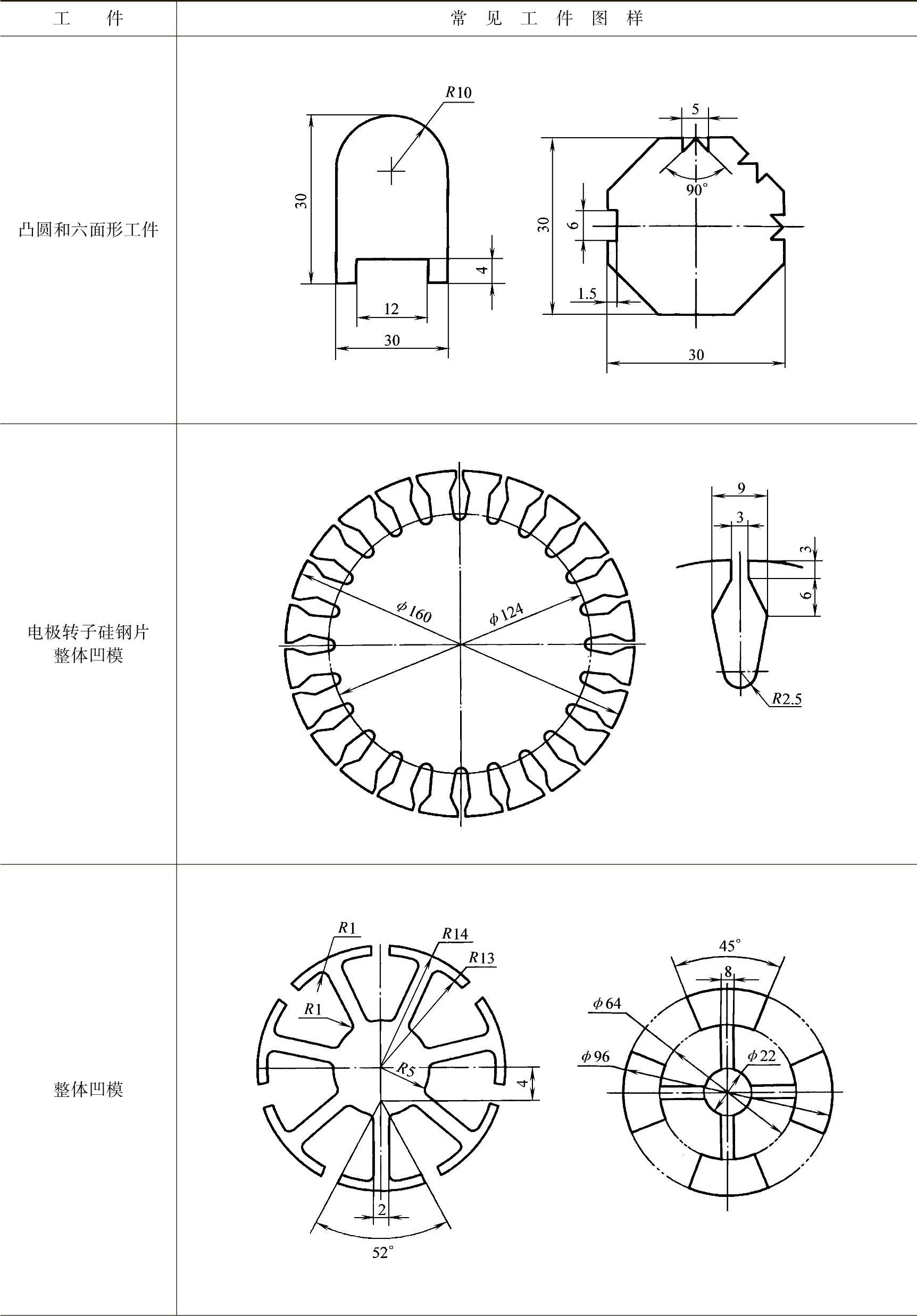
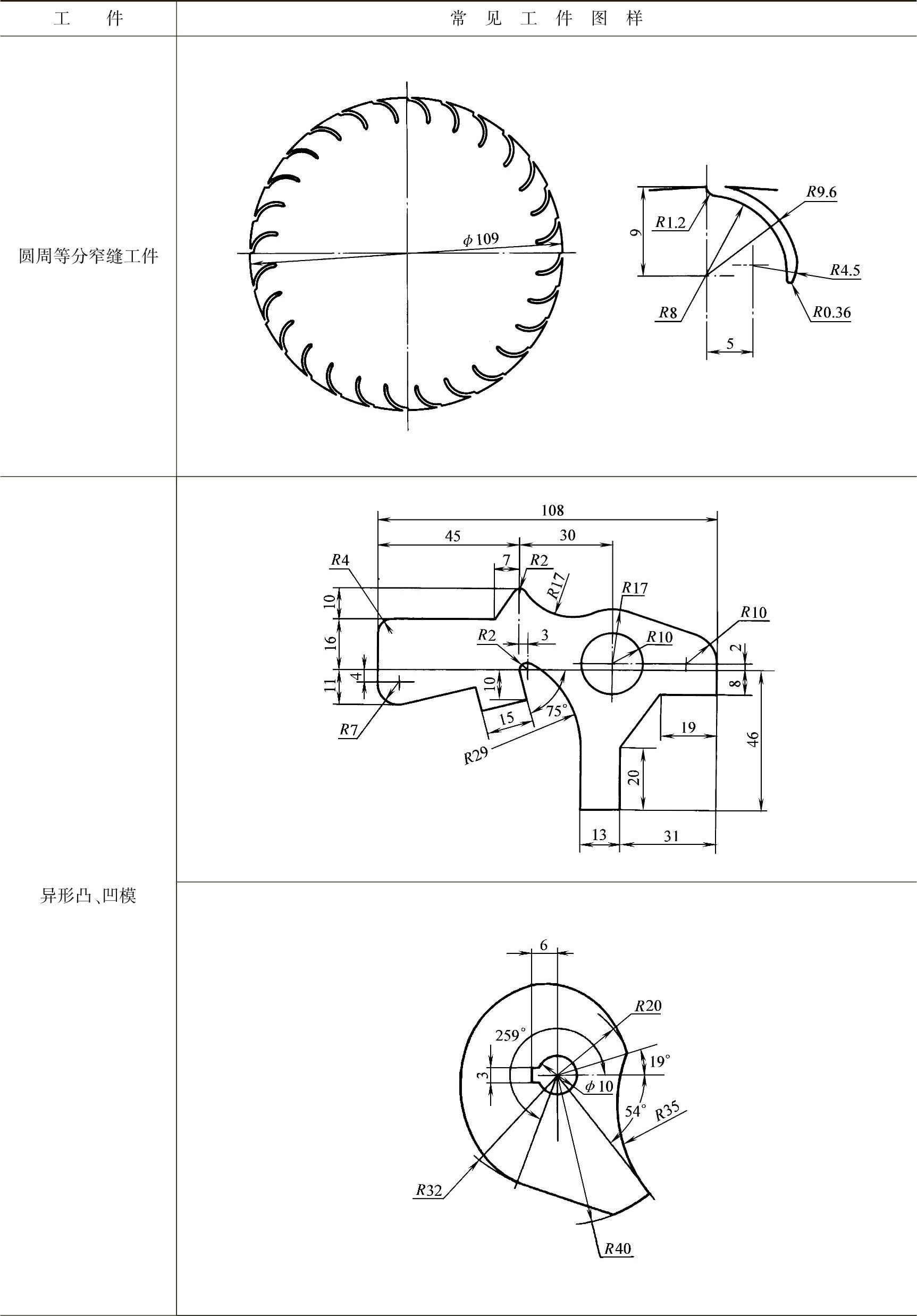
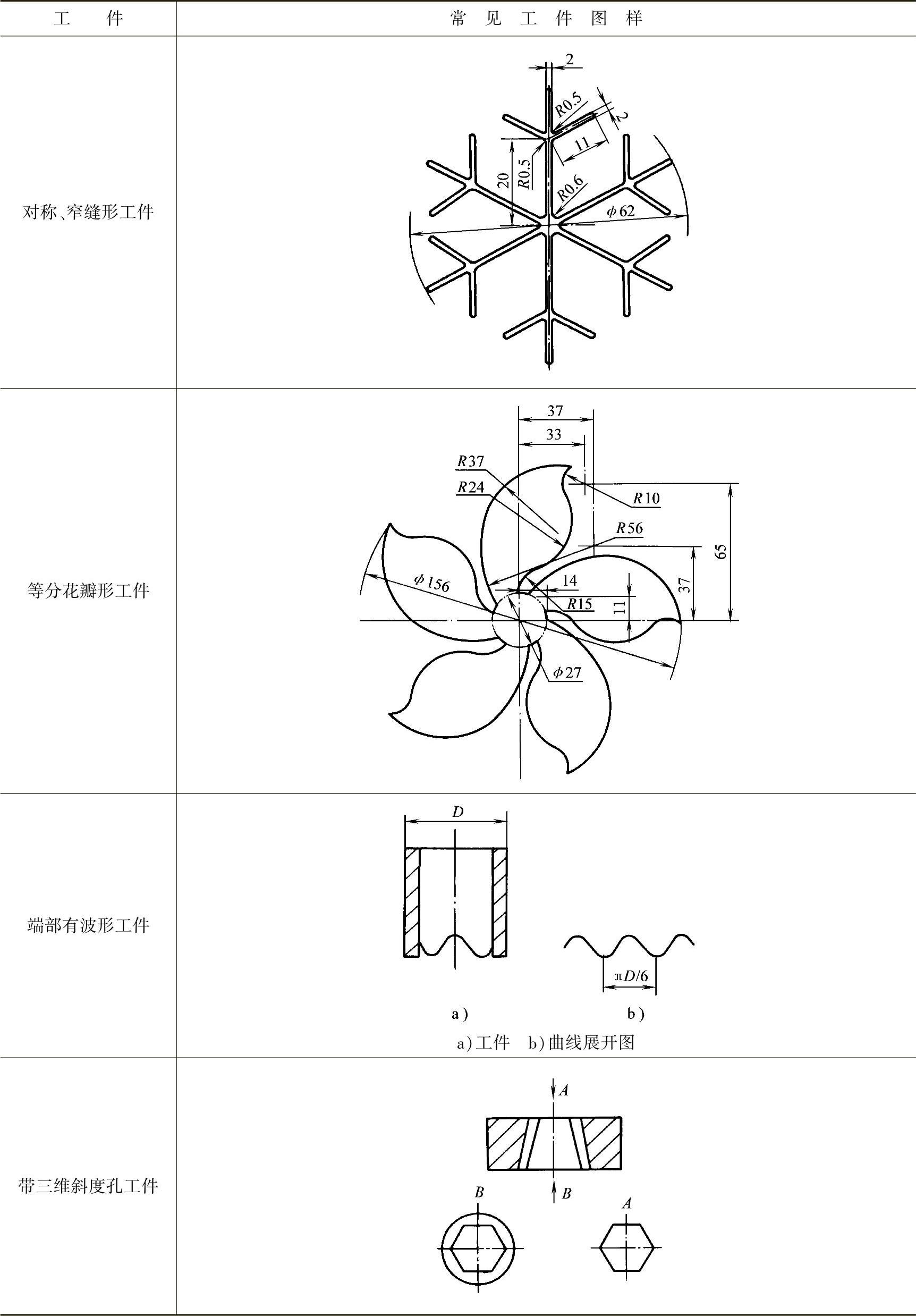
(2)常见线切割工件形状(见表9-19) 冲模成形件主要指凸模、凹模拼块或整体凹模。电火花线切割可以加工的工件一般需满足两个基本条件:
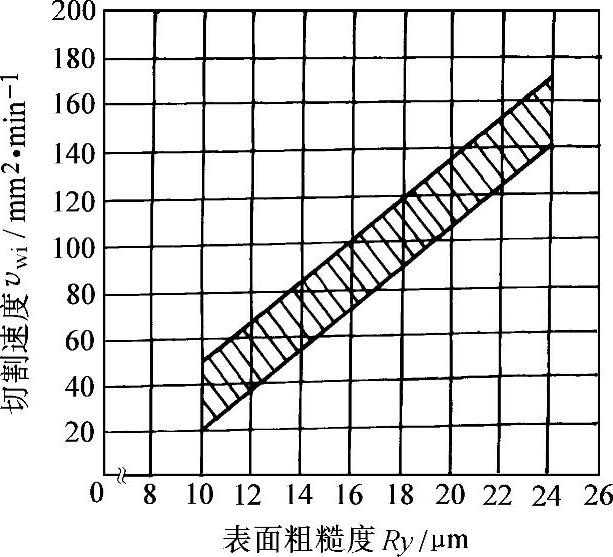
图9-30 表面粗糙度与切割速度的关系
表9-17 低速走丝线切割加工工艺参数
(续)
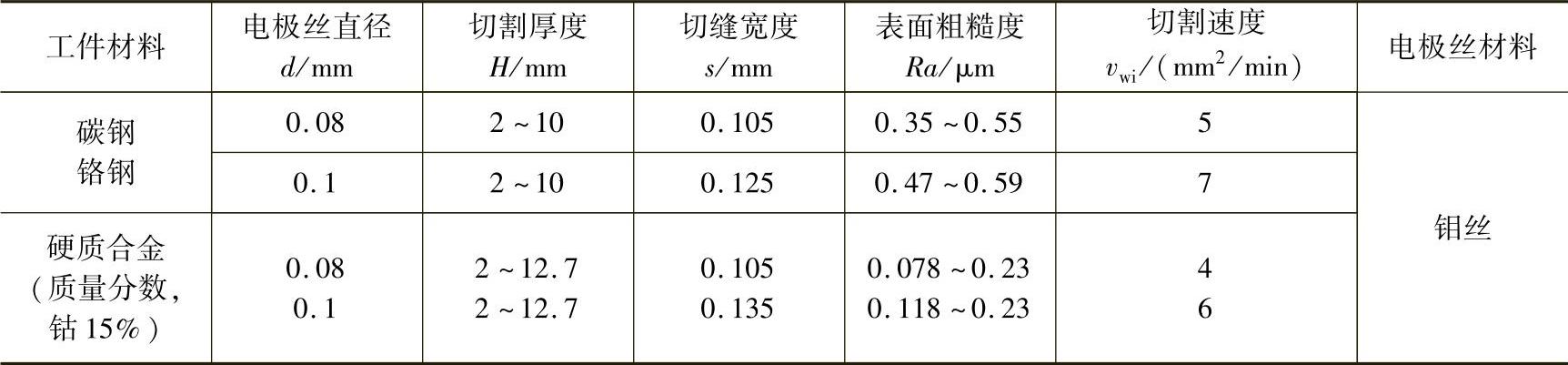
表9-18 线切割常加工材料与工艺性
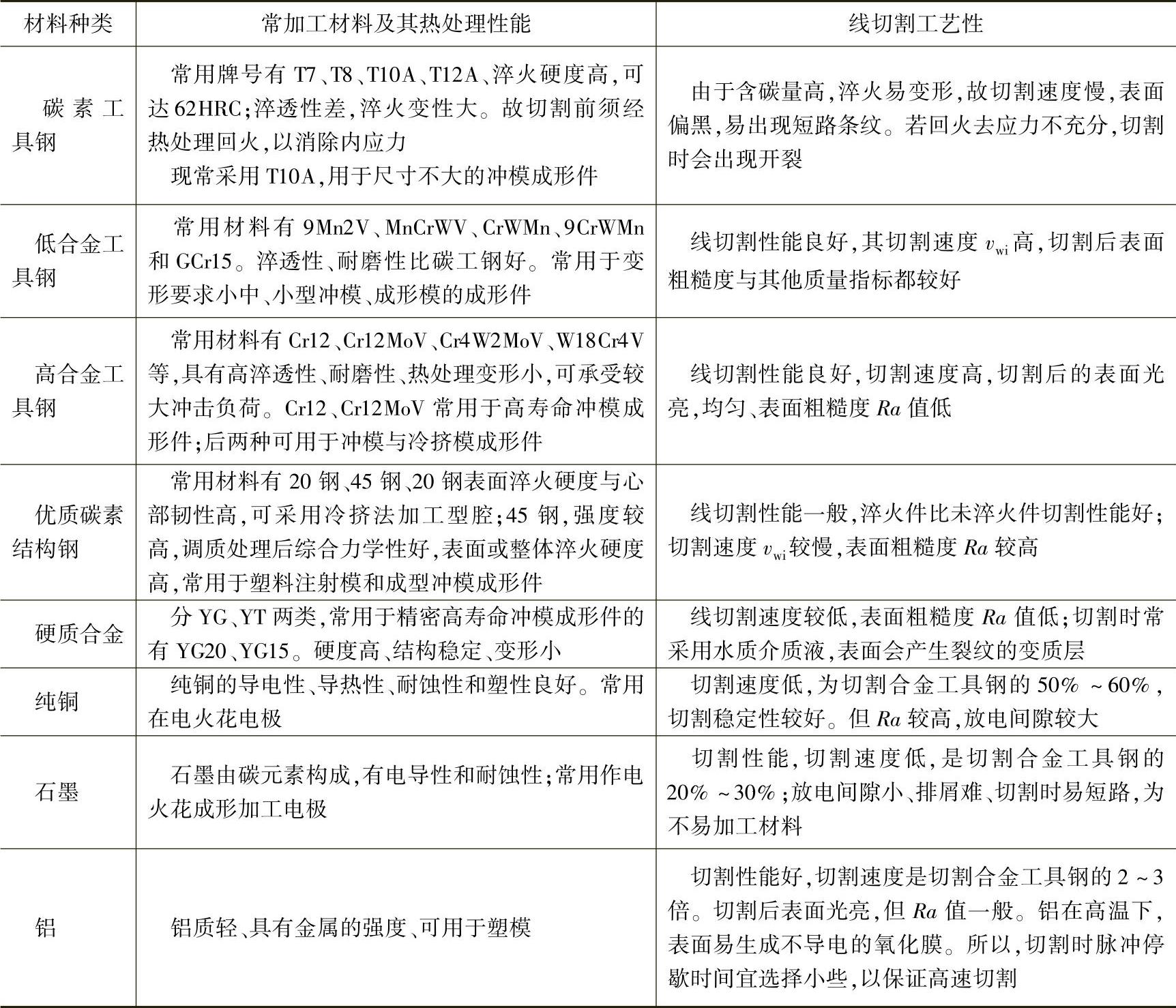
1)材料具有良好的导电性能(见表9-18)。非导电性能的材料是不能采用电火花线切割进行加工的。
2)工件加工面须是与电极丝平行的二维型面。即由二维型面包围成的柱体工件(如冲模中凸模)或由二维型面构成的型孔,且须是通孔(如冲模中的凹模)。
锥度(斜面)加工或需加工出工件波纹状(见表9-19中的图)时,只是采用预先设置电极丝锥(斜)角(α),并控制其连续运动角度轨迹,以完成锥(斜面)度切割,但其仍需遵循上述两个基本条件。
表9-19 常见线切割工件轮廓形状
 (www.daowen.com)
(www.daowen.com)
(续)
(续)
(续)
3.电火花线切割机床分类、规格与性能
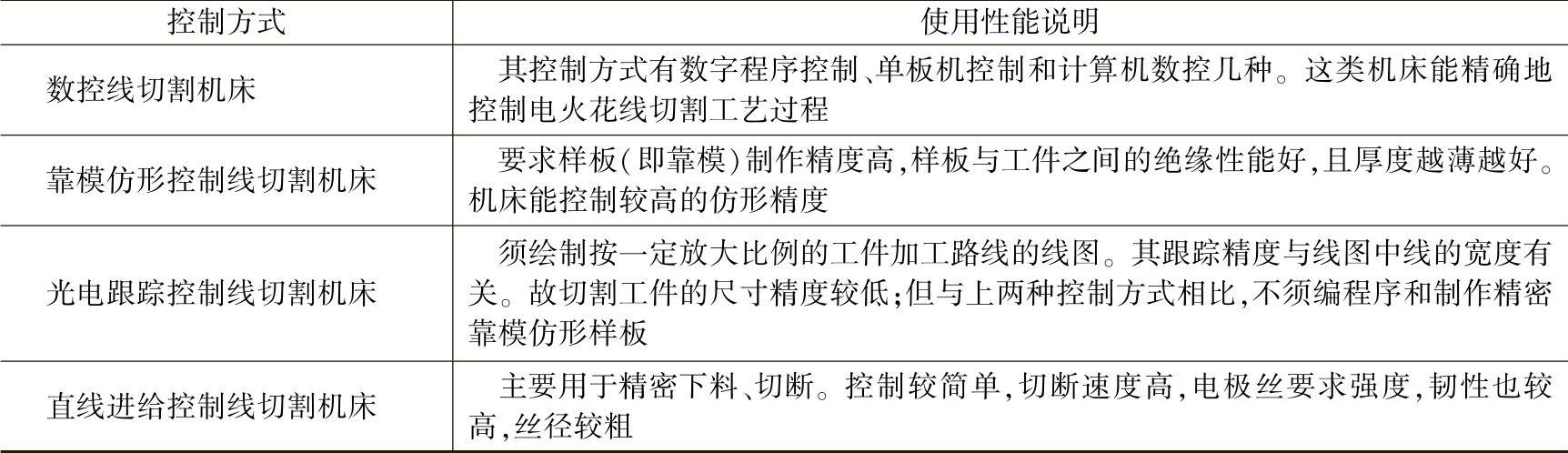
(1)线切割机床的分类与型号 机床主要按其切割轨迹的控制方式进行分类,见表9-20。也有按精度等级或大小、功能来进行分类的方法,如分为普通型、精密型、大型,以及带切割锥度或大厚度型等。
表9-20 电火花线切割机床类型
国产电火花线切割机床的型号是根据JB/T 7445.2—2012《特种加工机床型号编制方法》标准编制的。如DK7720,其每个字母与数表示:

(2)线切割机床的规格与性能 国产电火花线切割机床见表9-21;国外产电火花线切割机床见表9-22。
表9-21 国产电火花线切割机床的型号及主要技术参数
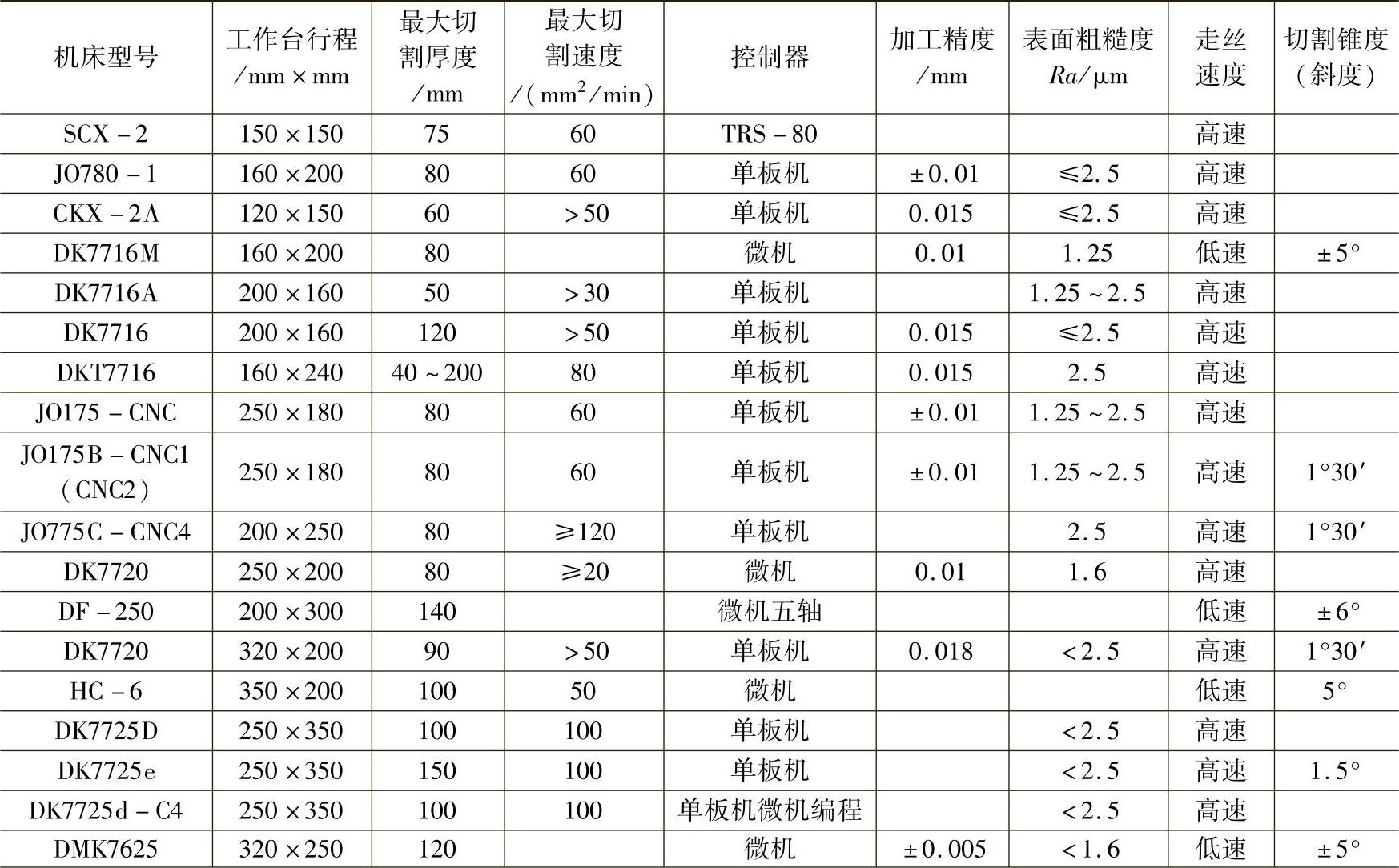
(续)
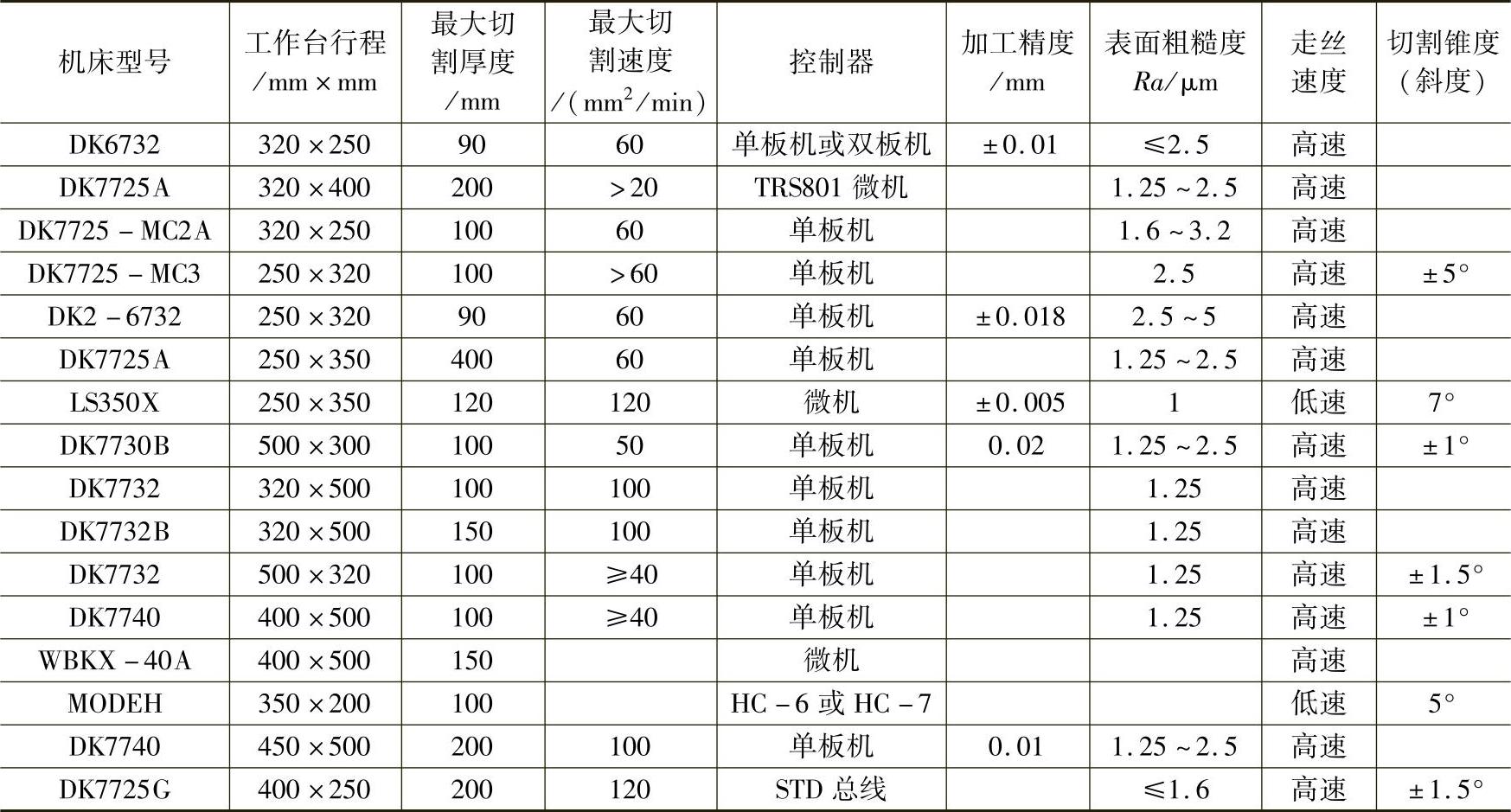
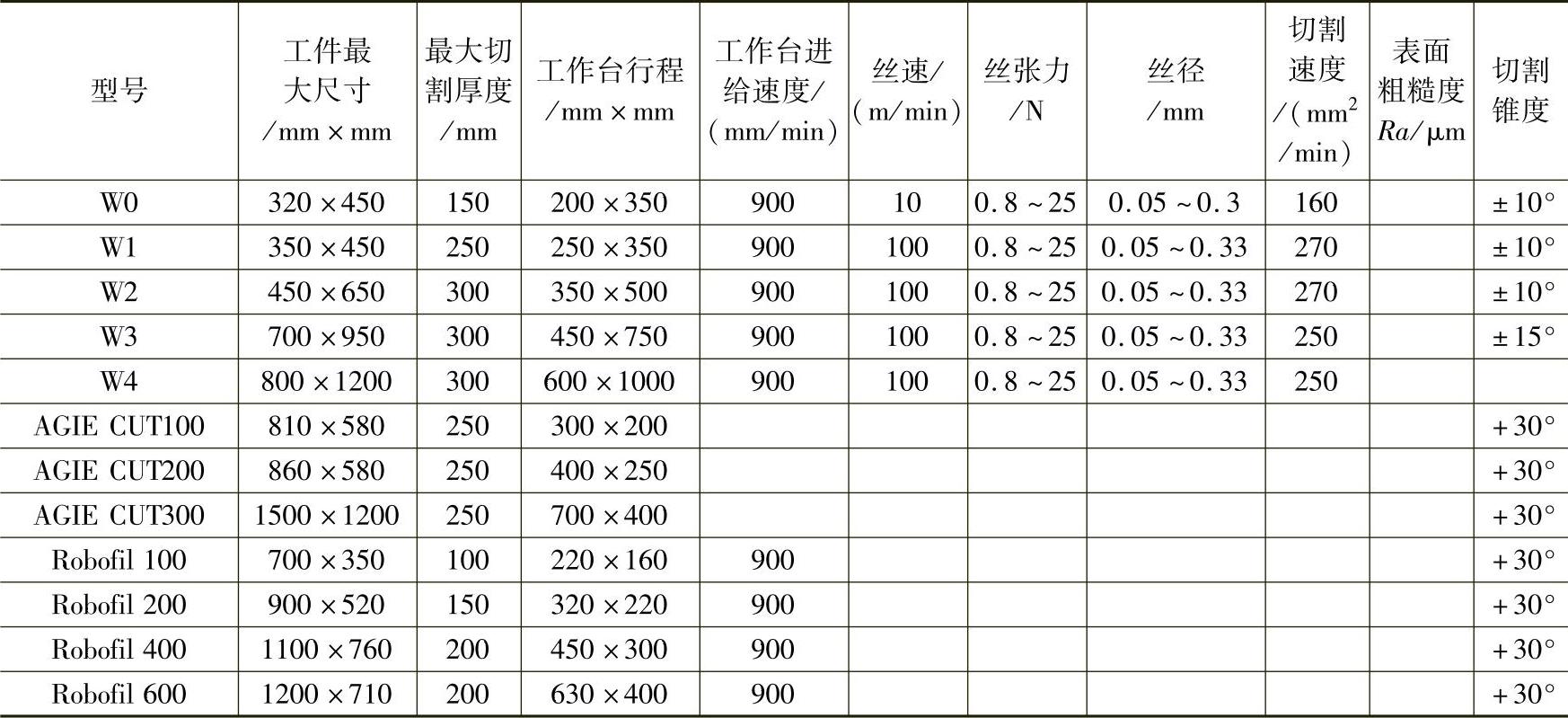
表9-22 国外电火花线切割机床型号与主要技术参数
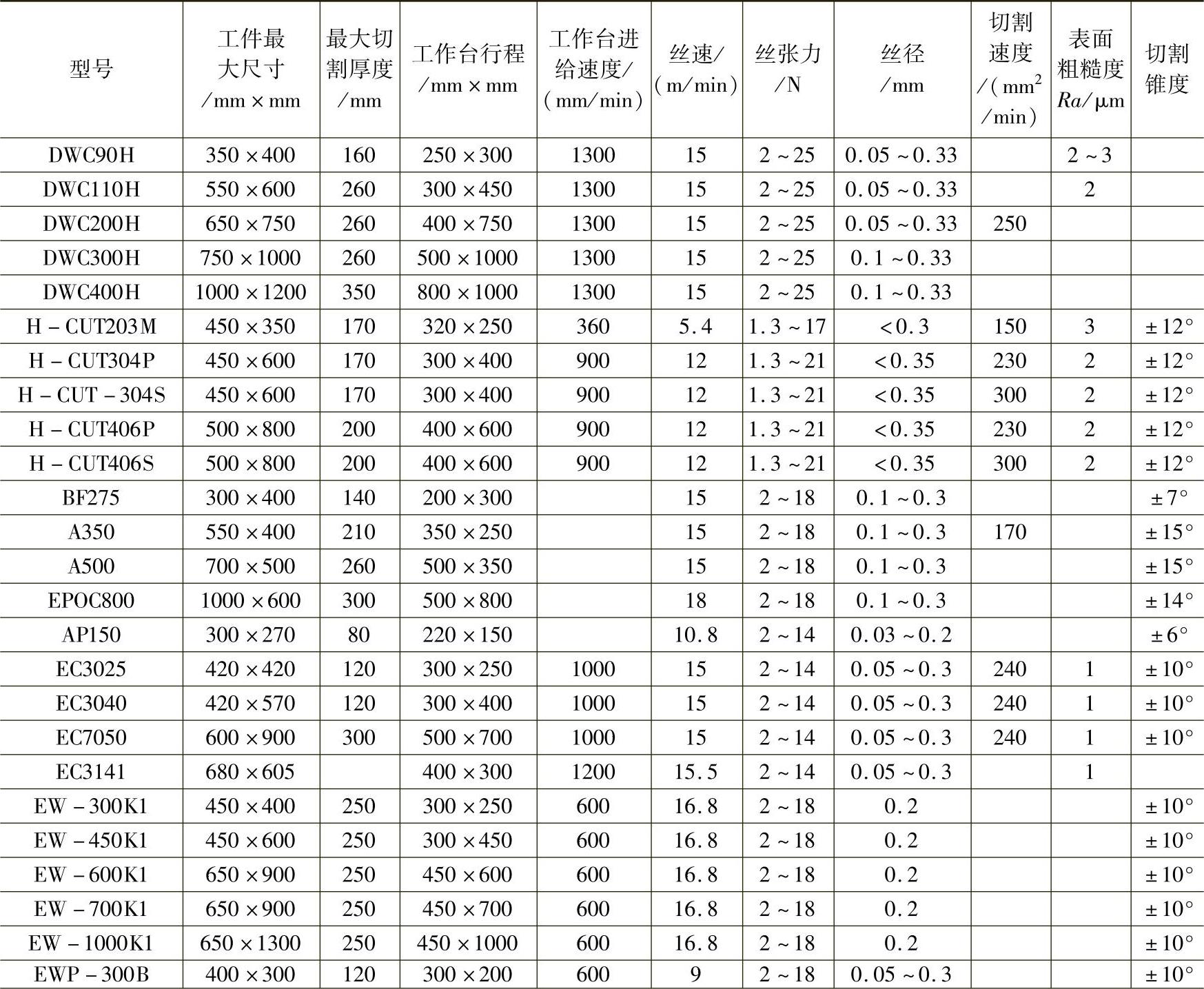
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





