1.工艺原理
(1)线切割物理过程 线切割和电火花成形加工一样,只是加工形式不同。其物理过程,见9.1.1节。当工件加工面与电极(金属丝)同处于介质液中,并在两电极上加无负荷直流电压V,则在两极的间隙(G)中建立起电场。设其场强为F,与V、G之间的关系,当遵循下式
F=V/G
据此,电火花加工的物理过程可参见表9-1。根据试验研究,放电间隙G在粗加工为数十微米、精加工为数微米时,在场强F的作用下,阴极逸出的电子将高速向阳极运动,并在运动过程中撞击介质液中的中性分子和原子,使产生电离。从而形成带负电的粒子(主要为电子)和带正电的粒子(主要为正离子)。其过程如图9-14所示。
(2)实现电火花线切割的条件
1)工具电极(金属丝)与工件电极之间,必须加60~300V的脉冲电压。同时,须维持最佳、合理的放电间隙(G)。若极间距大于G,介质不能击穿,无法进行火花放电;若极间距离小于G,将导致积炭,甚至产生电弧放电,无法继续进行加工。
2)两极之间必须充满介质液。线切割一般为去离子水或乳液。
3)输送到两极间的脉冲能量应足够大。即放电通道要有很大的电流密度(一般为104~109A/cm2)。
4)放电必须是瞬间脉冲放电,一般为0~1ms。这样,才能使放电产生的热量来不及扩散,而是在火花放电作用于加工面上作用点附近的小范围内,以保持火花放电的冷极特性。
5)脉冲放电需多次进行,且在时间上与空间上是分散的,以避免发生局部烧伤。
6)脉冲放电过程中产生蚀除物,须及时随循介质液排到放电间隙之外,使火花放电能多次、重复地顺利进行,达到工件型面逐层加工的目的。
2.快走丝线切割机床组成与工艺特点
(1)机床组成 快走丝线切割机床主要由电源柜和主机组成。电源柜中包括管理控制系统、高频脉冲电源和伺服驱动等;主机则包括X、Y轴(有的机床第U、V轴)、工作台、丝筒、立柱(或丝架)、工作液箱及其过滤系统等,如图9-15所示。

图9-14 电火花加工的物理过程
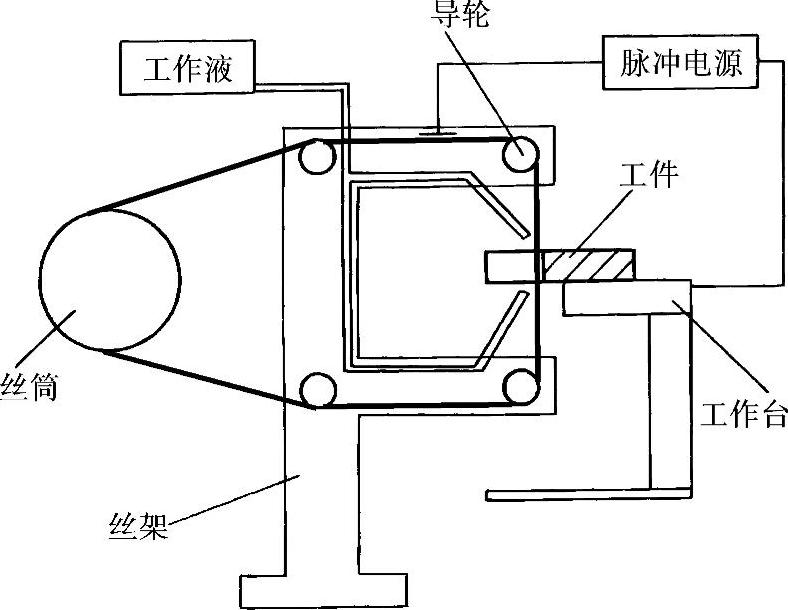
图9-15 线切割机床组成
(2)线切割机床的运动与成形加工 电火花线切割加工采用金属丝作为工具电极。电极丝由直流电动机驱动丝筒,经导轮与张力系统传动与保持恒定张紧力,使电极丝相对工件加工面作平行运动。工件定位、安装于工作台夹具上,按规定的数控程序随工作台,相对电极丝作X、Y轴合成运动的轨迹,以完成成形加工。
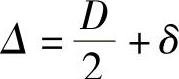
1)若电极丝相对工件加工面,按一定规律进行偏摆,形成一定倾斜角的运动,则可以切割出带锥度的加工面,或切割出上、下形状不同的异形件,此即为四轴联动锥度加工,如图9-16所示。当加工方向确定时,电极丝的倾斜方向不同,切割出的工件加工面的锥度方向也就不同。反映在工件上则为上大或下大;锥度则有左锥或右锥之分:按电极丝的前进方向,向左倾斜则为左锥(见图9-16a),向右倾则为右锥(见图9-16b)。(https://www.daowen.com)
采用导轮移动切割加工面锥度的方式有两种,即单导轮平移;上、下导轮同时绕同一圆心平移或摆动,见表9-11。
2)在线切割成形加工运动中,电极丝中相对理论轨迹的偏移量是编制线切割程序的重要工艺参数,如图9-17所示。
电火花线切割加工过程中,电极丝中心的运动轨迹与工件加工面轮廓有一定的平行位移量(见图9-17),称偏移量。为保证线切割的轨迹与理论轨迹相同,其偏移量(Δ),见下式
式中 D——电极丝直径(mm);
δ——放电间隙(mm),快走丝的放电间隙:切割钢时为0~0.01mm;切割硬质合金时为0~0.005mm;切割纯铜工件时为0~0.02mm。
电极丝中心相对工件加工面的理论轨迹的偏移,可分为左偏(见图9-17b)和右偏(见图9-17c)。按电极丝的前进方向,电极丝位于理论轨迹左边时为左偏;电极丝位于理论轨迹右边时为右偏。
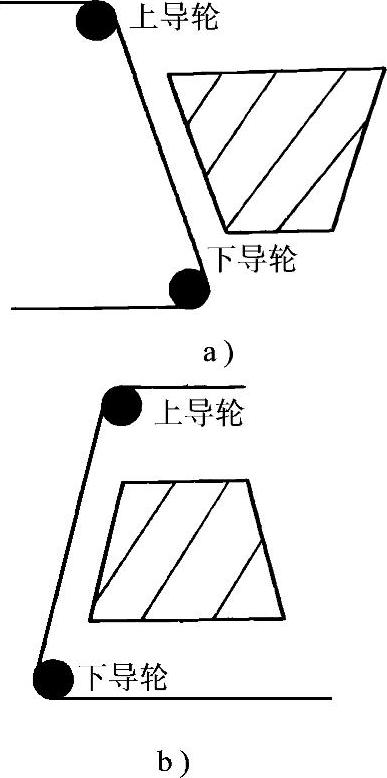
图9-16 锥度加工
表9-11 用导轮移动切割斜度的方式
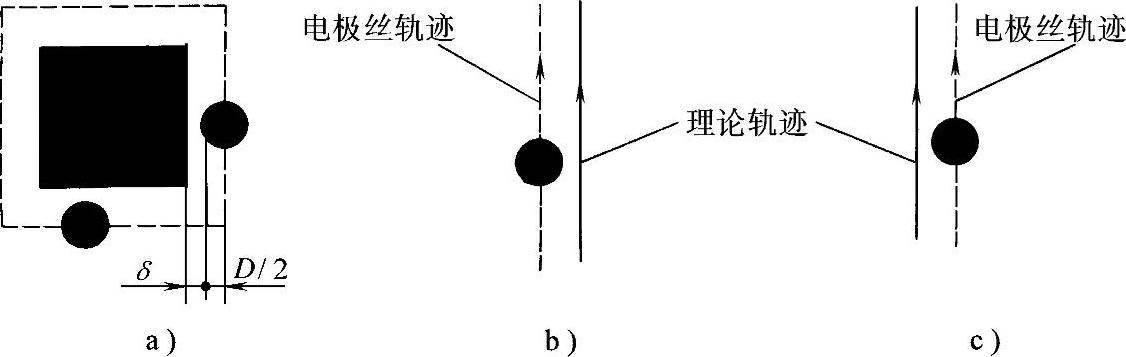
图9-17 电极丝中偏移
(3)线切割的工艺特点
1)电火花线切割成形加工过程中的切割运动轨迹采用数字控制。可直接成形切割完成模具成形件,不需制造成电极。更换加工对象时,只需另编程序即可进行线切割加工。其能够加工的工件形状包括各种复杂的二维型面、小孔、可切割0.05~0.07mm的窄缝以及圆角半径小于0.03mm的锐角等。线切割的余量小,余料可利用。对贵重金属的加工经济性尤高。同时,由于为无切削力加工,可用以切割薄片件、易变形的工件等。
2)由于电极丝在切割过程中不与工件接触,进行连续运动,因此,单位长度上的损耗小,所以在切割面积不大的工件时,电极损耗引起的加工误差很小,甚至可忽略。
3)脉冲电源输出用以电火花加工的电流小、脉冲宽度较小,属于半精加工、精加工范畴。故常采用负极性加工,即脉冲电源的正极为工件,电极丝为负极。反之称为正极性加工,电火花成形加工常采用正极性加工。
4)电火花线切割的自动化程度高,可进行多台管理;成形加工周期短,成本低等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






