1.仿形靠模
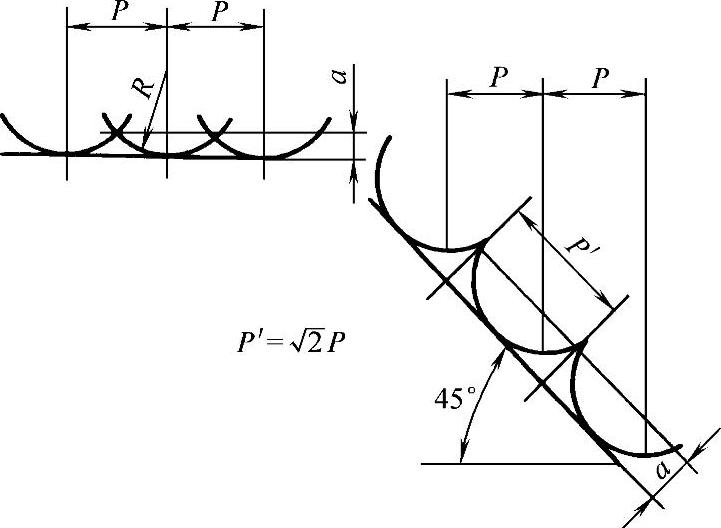
图7-2 平面和斜面上铣削残留高度
仿形靠模是进行仿形铣削的模型,是仿形信息源,因此,为保证仿形铣削粗度,靠模需具备以下条件:
1)形状精确,尺寸精度高;表面粗糙度参数Ra值低,型面光顺、光滑。
3)制造靠模的材料需要质轻、耐磨、复制性好,成形加工方便。因此,一般精度工件的仿形铣加工,常采用具有一定硬度的木材,树酯塑料和石膏;当进行精加工时,可采用快速电铸、金属喷涂等方法来制造靠模。
2.仿形触头
(1)仿形触头种类与要求 仿形触头分圆柱形和球形触头两种。
1)圆柱形仿形触头是以圆柱面为靠模基准,与圆柱立铣刀配用,以进行轮仿侧型面,如进行凹模侧壁仿形铣削。
2)球头仿形触头以球头为靠模基准,与圆柱形球头铣刀或锥形球头铣刀配用,以进行模具成形件复杂型面的仿形铣削。
触头常采用碳钢、硬铝、铜和塑料制成。仿形触头的工作表面需具有较高的硬度,一般为38~42HRC;其表面需进行抛光,使其表面粗糙度达Ra0.8μm。
标准仿形触头见图7-3。
(2)仿形触头的技术要求 根据仿形触头的功能和结构,其形状与尺寸要求如下:
1)仿形触头的头部形状应与靠模型面的形状相近、相吻,球半径R应小于靠模凹圆弧的最小半径r,且需具有一定锥度,其锥角应小于靠模型面的最小斜角,如图7-4所示。
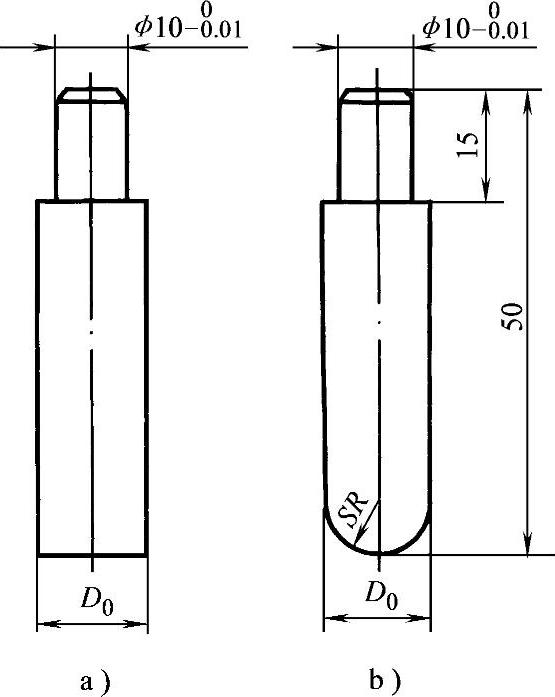
图7-3 标准仿形触头形状
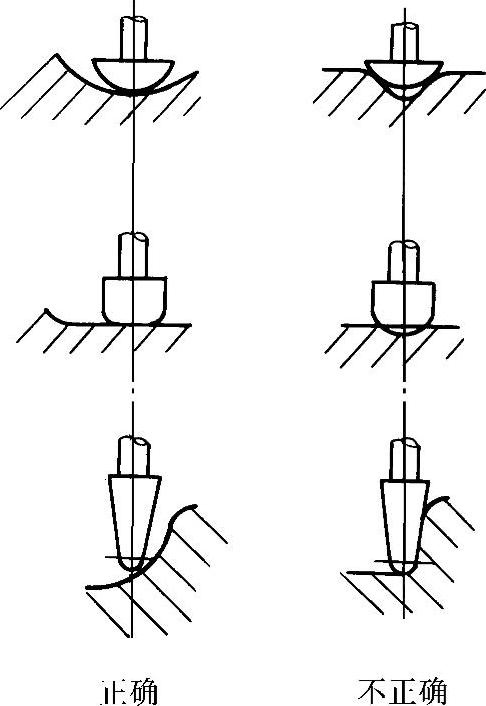
图7-4 仿形触头头部形状
a)圆柱形仿形触头 b)球头仿形触头
2)仿形触头的直径大于铣刀直径,即其粗仿形铣触头直径D1为
D1=d+2(s+f)+a(www.daowen.com)
精仿形铣触头直径D2为
D2=d+a+2f
式中 d——铣刀直径(mm);
s——精仿形铣余量(mm);
f——研、抛余量(mm);
a——触头位移修正值(mm),见表7-3。
表7-3 触头直径修正值a
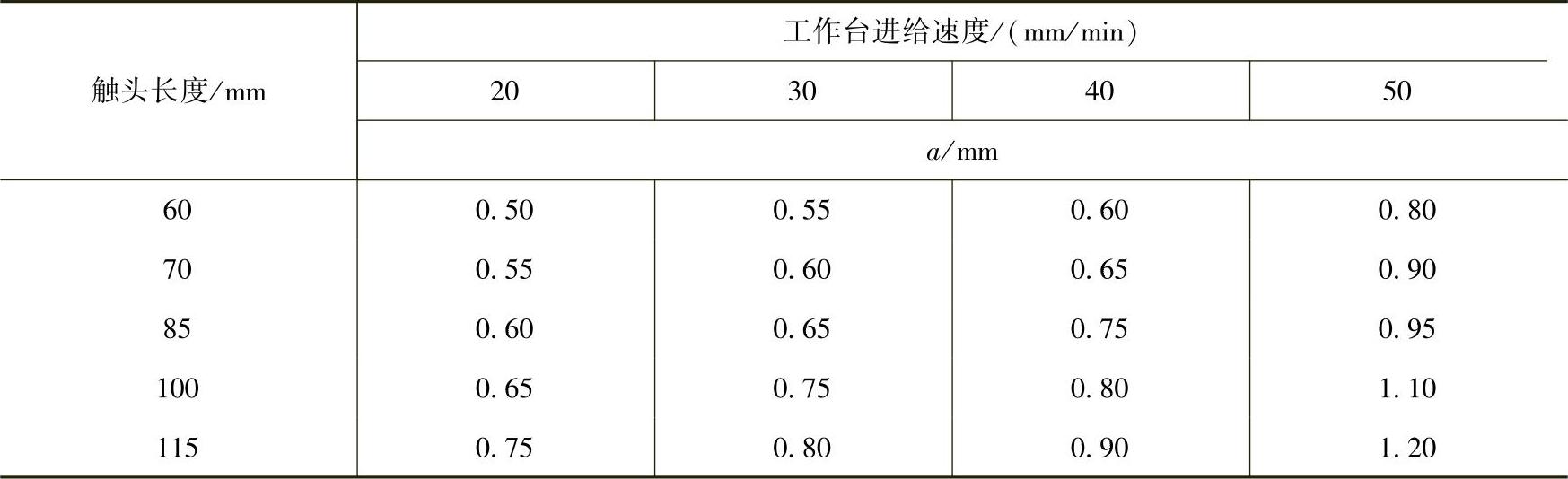
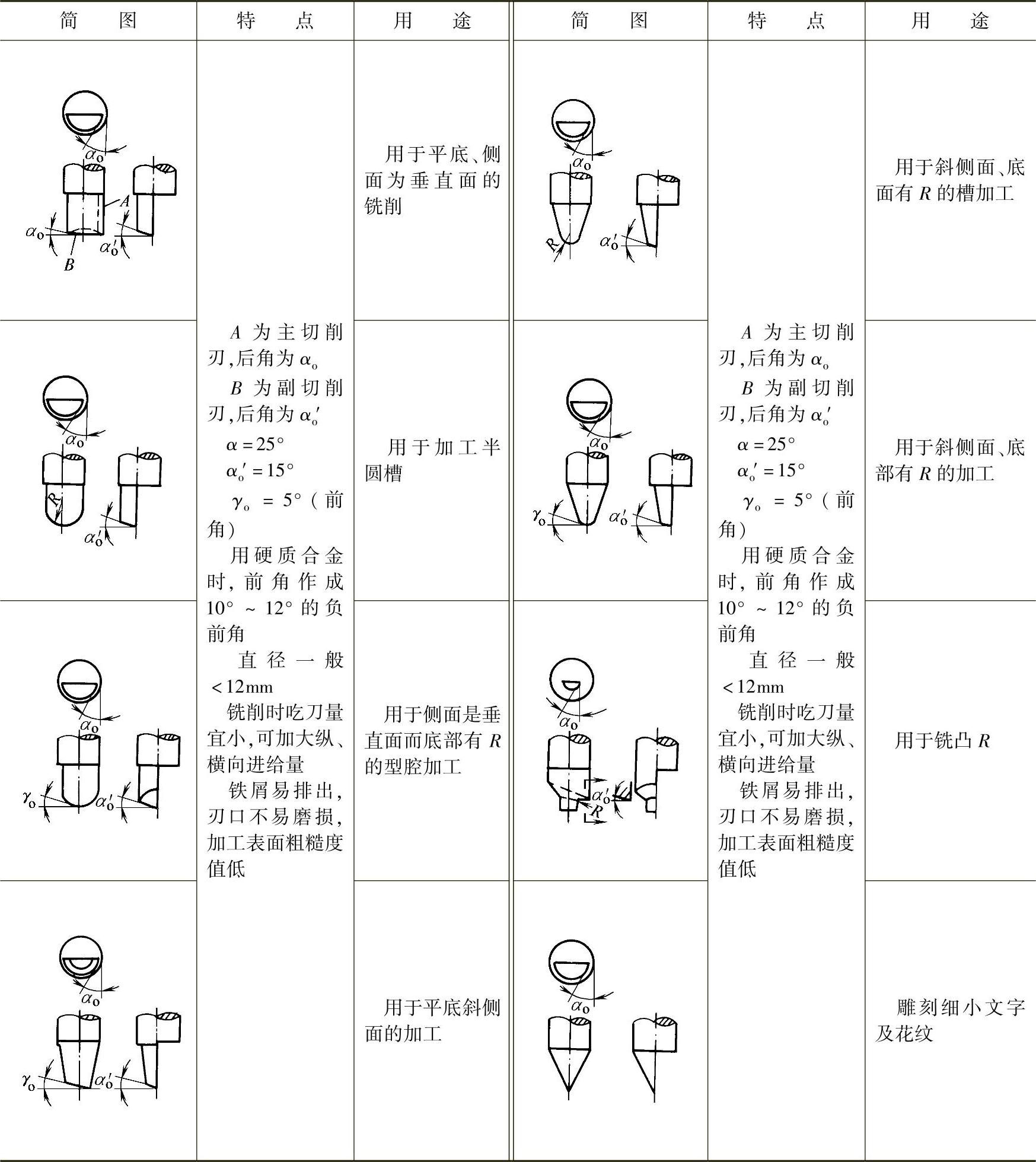
表7-4 常用单刃主铣
3.铣刀选用
靠模仿形铣削时正确选用仿形铣刀,至关重要。选用的铣刀尺寸和形状应符合工件型面要求,如球头铣刀的球头半径应小于工件型面的圆弧半径。当仿形铣削中小模具成形凸模或凹模型腔时,常采用各种形状的双刃立铣刀。常用仿形铣刀见表7-4、表7-5、表7-6。
4.常用靠模仿形铣床
常用仿形铣床主要为立式机床。立式仿形铣床中有立体仿形铣床、立式升降台和工作台不升降液压仿形铣床,以及立式数控三坐标仿形铣床等,即为减少生产准备时间,已趋于不用靠模系统。靠模仿形与三坐标数控仿形铣削机床见表7-7。
表7-5 常用小尺寸铣刀规格 (单位:mm)
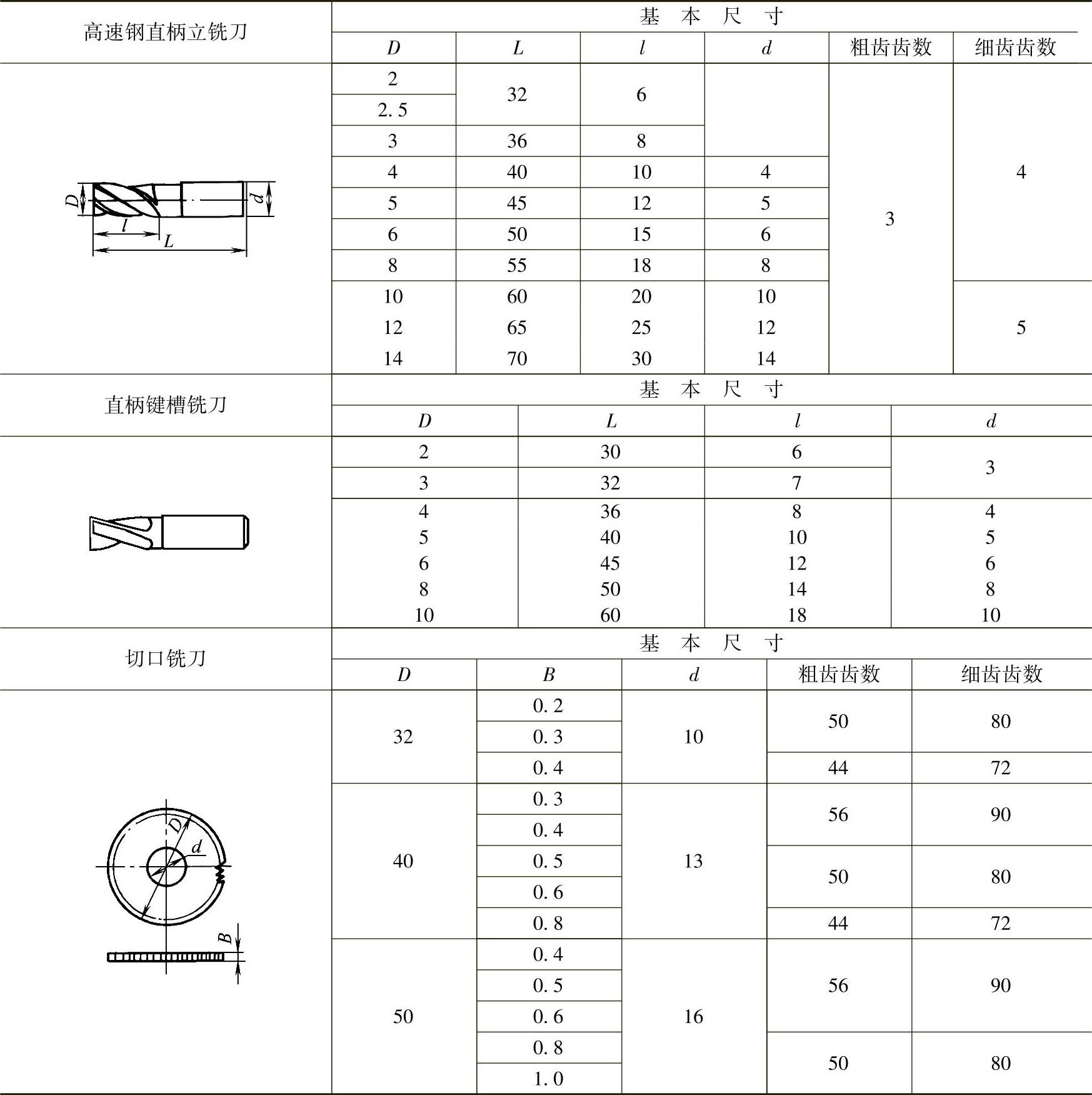
表7-6 常用仿形铣刀与用途
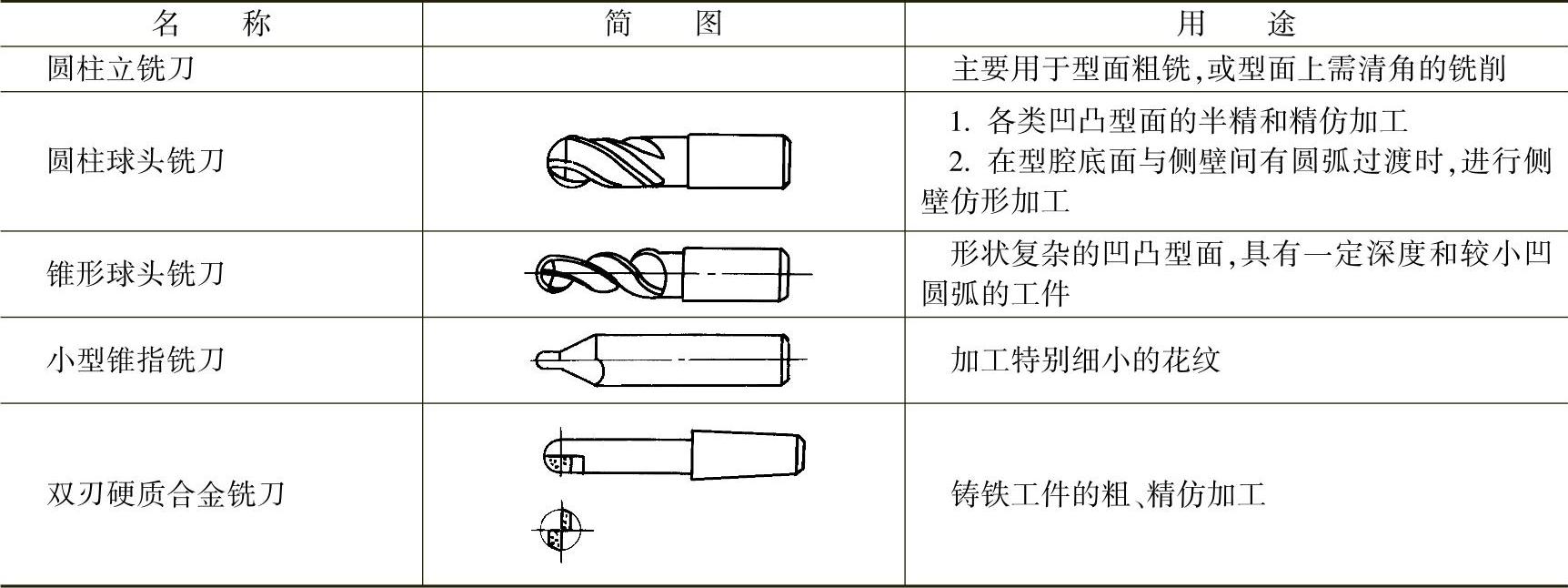
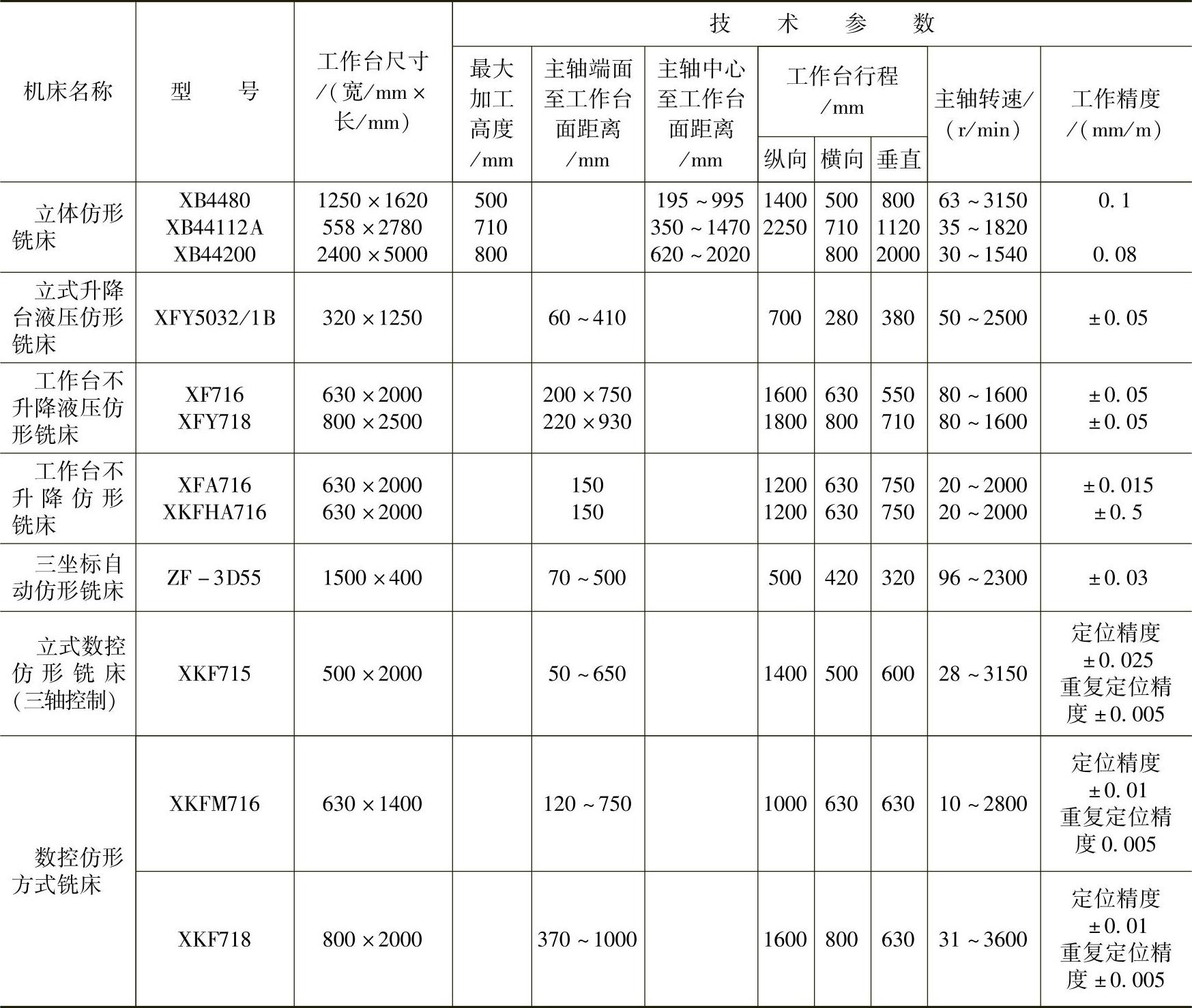
表7-7 靠模与数控仿形铣床规格与参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





