模板可分通用板坯(Ⅰ类模板)、通用模座(Ⅱ类模板)和模板(Ⅲ类模板)三类。
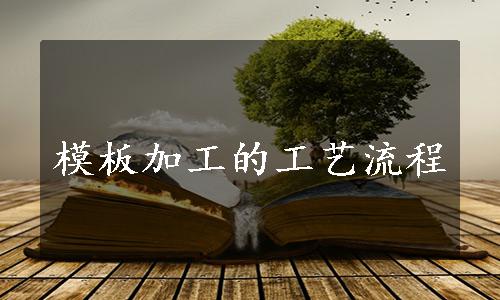
1.Ⅰ类模板加工工艺过程
Ⅰ类模板包括:钢制冲模上、下模座,塑料模(压铸模)定、动模模座,卸料板、垫板等不同材料板件的精制板坯。其一般加工工艺过程如下:

加工后,一般须留精加工余量:上、下面之间为0.3~0.5mm。
2.Ⅱ类模板加工工艺过程
Ⅱ类模板主要指热处理(淬火)前或高精密加工前,需进行精密加工的板件:一为完成全部加工的模板,如上、下模座板,定、动模座板;一为还需进行高精加工的预加工板件。其工艺过程如下:
3.Ⅲ类模板加工工艺过程
Ⅲ类模板主要是指:多工位级进冲模用卸料板、凸模与凹模固定板等高精密板件。其上不仅具有各工位的型孔,还常有导正销孔、抬料钉孔、定位销孔、小导柱安装孔与导向孔等圆孔及其孔系。同时,这些圆孔系的尺寸、形状与位置精度要求很高,如型孔与圆孔的形状精度达0.003mm;工位间步距精度达0.005mm。
如汽车电器接插件用28工位精密、高速冲(400次/min)用多工位级进冲模的板件及其上的加工信息(型孔与圆孔),如图6-30~图6-32所示。(www.daowen.com)
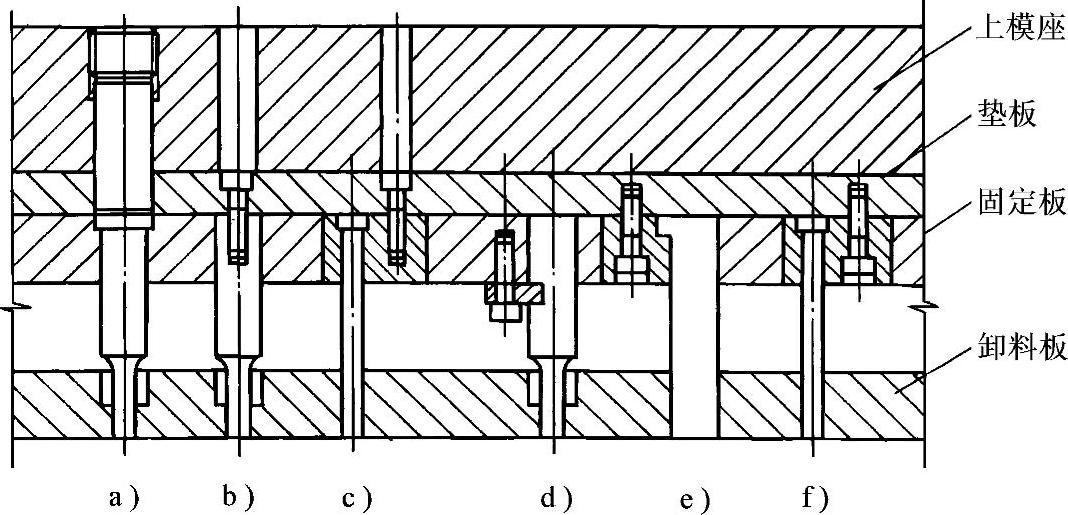
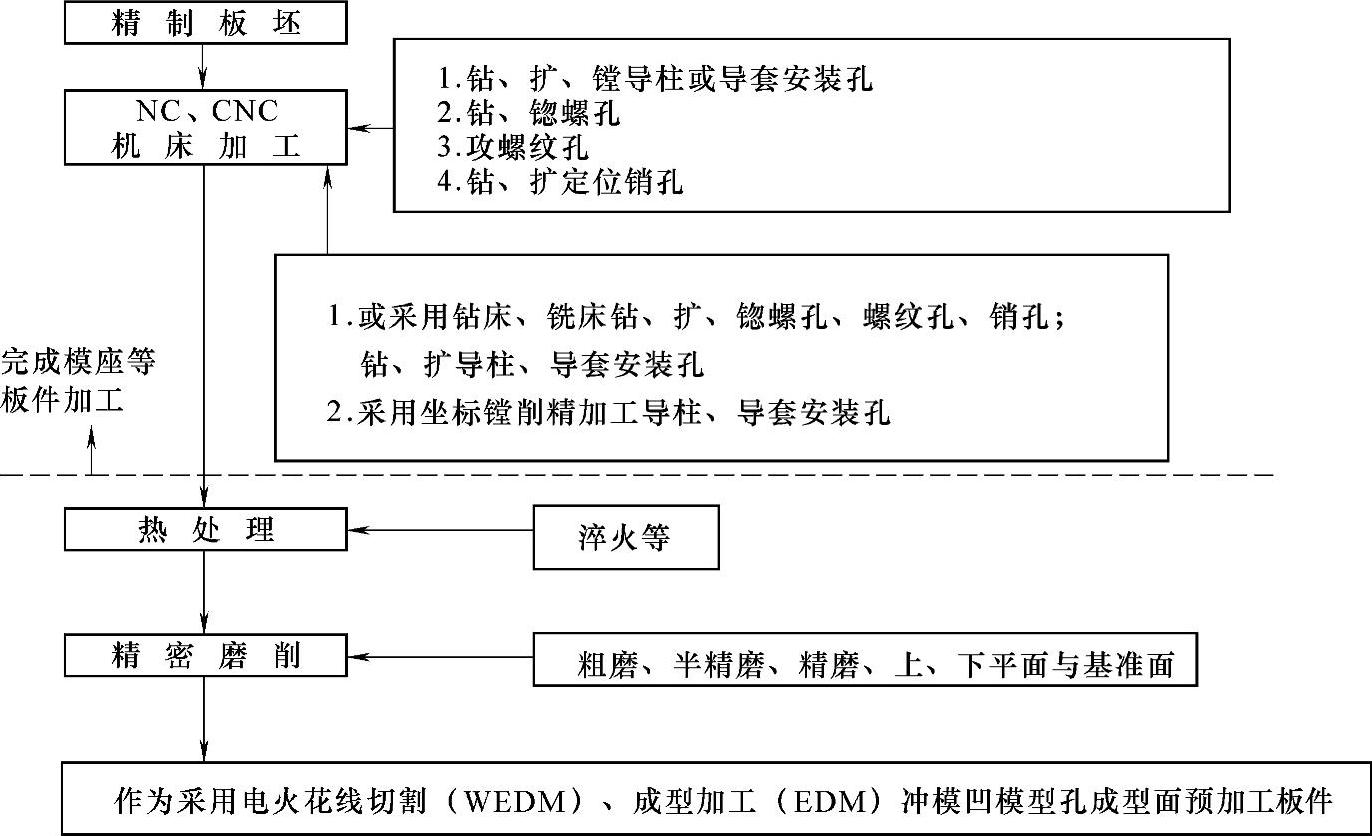
图6-30 凸模固定形式与结构
图6-30、图6-31上呈现了凸、凹固定板的结构及其加工信息,图6-32则呈现该精密模第1模块用卸料板上的加工信息,即模板与其上圆孔孔系,现以其为第Ⅲ类模板的实例来说明其加工工艺过程。参考Ⅱ类模板加工工艺过程可知:经精密磨削上、下平面与定位基准后,以上侧面、左侧面与下平面为基准面定位、安装于精密坐标磨床工作台上,则可按照各圆孔中心的X、Y坐标,和各圆孔孔径分别加工出精密圆孔孔系。
图6-31 凹模固定形式与结构
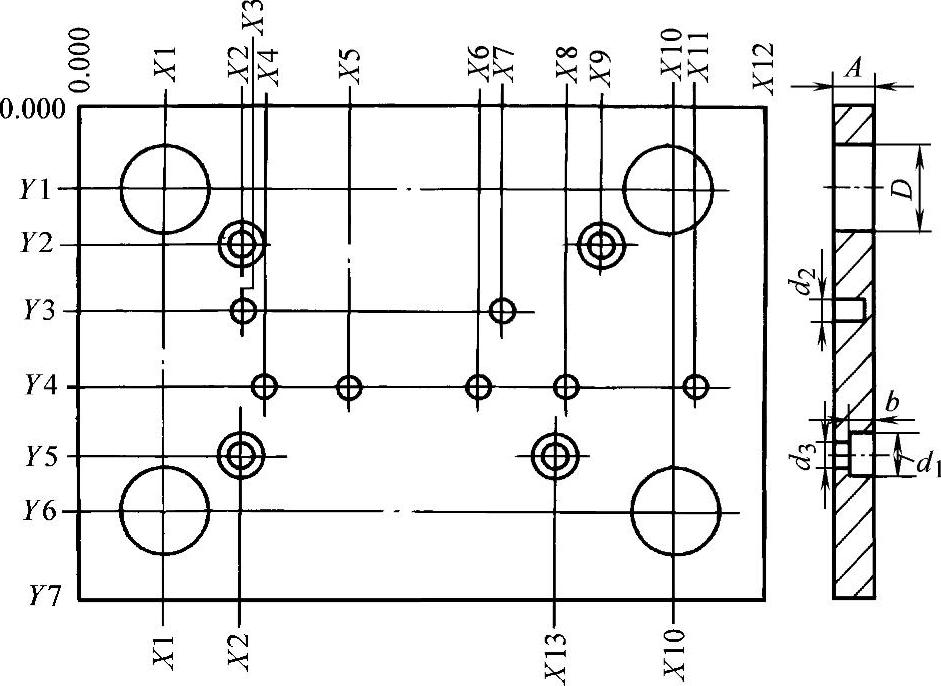
图6-32 卸料板及其上圆孔孔系
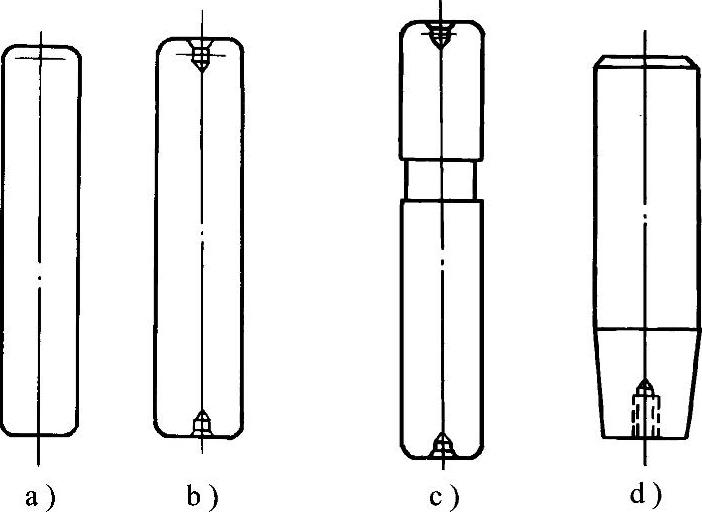
图6-33 冲模用导柱结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






