1.坐标镗削加工
(1)模板上孔系的技术要求 模座板上设置有导柱与导套安装孔。下模座板上常根据冲件成形工艺要求设有2、3、4个导柱安装孔,上模座板上则相对应地设有相等数量的导套安装孔。导柱与导套安装孔须保持同轴度精度,一般要求为:0.006~0.008mm。
1)孔系孔径的极限偏差为:当孔径D为40~68mm时,其配合为H7,则其极限偏差为0.025~0.03mm。
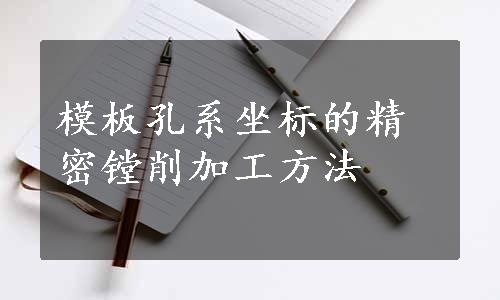
2)孔系的中心线与模座板基准面的垂直度见表6-93。
3)孔距的极限偏差一般为±0.004~±0.008mm;
4)孔的表面粗糙度要求为:Ra3.2~Ra1.6μm。
(2)坐标镗削及其工艺质量 坐标镗床是具有精密坐标定位装置的精密机床,主要用于镗削孔径、形状与位置精度要求高的孔系。其加工质量如下:
表6-93 孔中心线与基面垂直度 (单位:mm)
1)镗床坐标定位精度,是保证孔系中相邻孔距加工精度的基准。一般,坐标镗床的坐标定位精度为0.002~0.012mm(见表6-94)。而镗出孔距的尺寸精度则为1.2~2倍坐标定位精度。
表6-94 坐标镗床纵、横向坐标定位精度

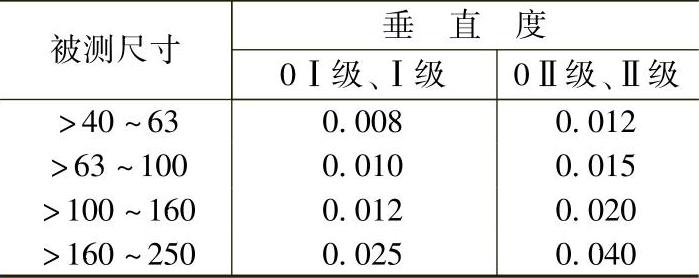
2)镗孔的形状精度与机床主轴的几何精度有关,见表6-95。(www.daowen.com)
表6-95 坐标镗床主轴几何精度 (单位:mm)
3)镗孔孔径精度可达IT6~IT7。
4)镗孔表面粗糙度可达Ra0.4~Ra0.8μm。
2.坐标镗床及其应用
(1)坐标镗床的基本类型及其型号、技术规格 坐标镗床分立式与卧式两类。立式坐标镗床又分为单柱式(如T4132、T4163型)和双柱式(如T42100型)。卧式坐标镗床又分为纵床身式(如T6480型)和横床身式(如T4663型)。
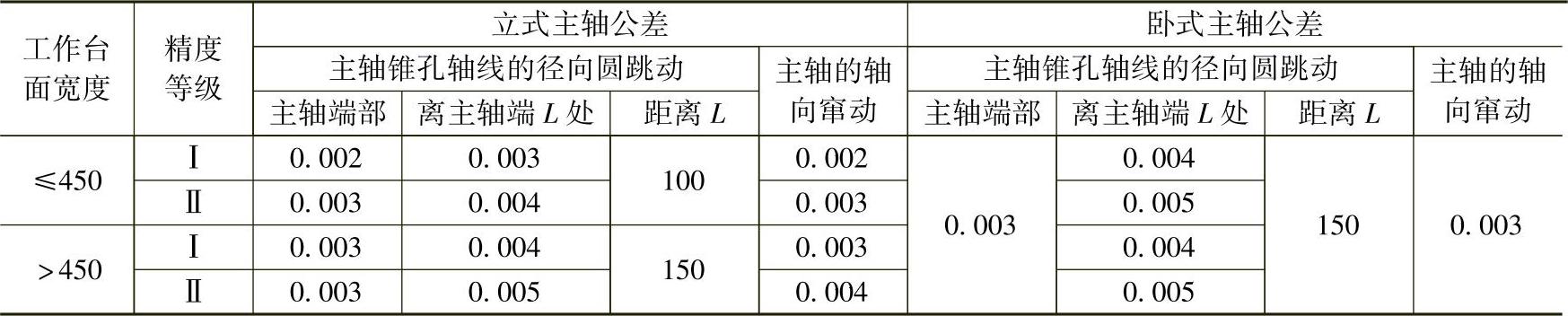
坐标镗床大都已数字化,从而产生了普通坐标镗床(型号、技术规格参见表6-96)和数控坐标镗床(型号、技术规格参见表6-97)。
表6-96 坐标镗床主要技术规格
(2)在模具板件上孔系加工应用 针对孔系的精密加工技术要求,坐标镗床的性能、品种及其加工工艺技术已趋于完善、稳定,从而精密孔系的加工精度与表面粗糙度已达到相当高的水平。根据上述模座板上孔系的要求和坐标镗削工艺质量,坐标镗已成为批量加工模座板上的孔系时,作为精密加工工序或最终加工工序的最佳选择。
为正确选用坐标镗床,各类坐标镗床规格和应用范围见表6-98。
坐标镗除可进行孔系精密镗孔以外,还可进行钻孔、扩孔、铰孔、锪沉孔等;另外,还可进行坐标测量、划线等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





