【摘要】:1)常沉孔的圆孔,常作为等距布置,或在同一圆上等弧长布置的多个紧固螺钉过孔。5)模板上通冷却水用的圆形深孔。4)圆形深孔,如塑料注射模中冷却水道孔。若相邻构件配作销孔,其后续工序为相邻构件拼合后同时铰孔,其目的是保持相配构件销孔的同轴度。若为导柱与导套的安装孔,其后续工序为在镗床或坐标镗床上进行精密镗孔。
1.模板上常见圆孔
模具构件(如模具用板件上)具有各种结构和技术要求的圆孔。
1)常沉孔的圆孔,常作为等距布置,或在同一圆上等弧长布置的多个紧固螺钉过孔。
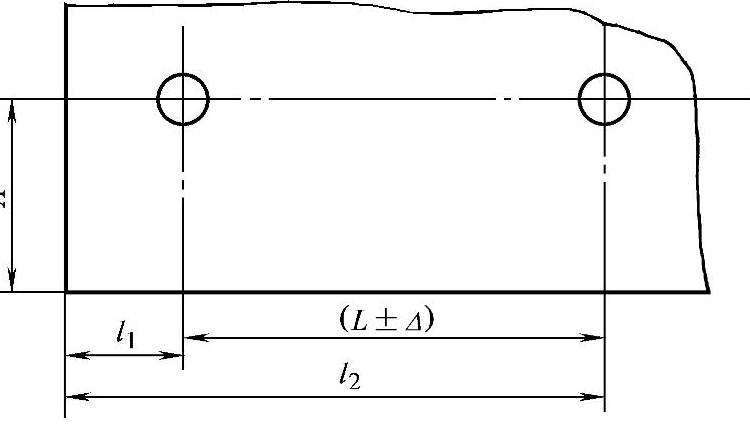
2)销孔,即连接相邻构件(如板件)、相邻部件(如上、下或定、动模与各自相应模座板),并起确定相互位置作用的精密定位孔。一般要求其设计与孔加工的基准相同,如图6-21所示。
3)上、下模座板上安装导柱与导套的孔,即带精密孔距、不同孔径的精密圆孔孔系。
4)冲单个或多个带精密间距、不同孔径孔用的圆凹模孔,或级进模导正孔圆凹模孔。
5)模板上通冷却水用的圆形深孔。
2.圆孔加工工艺特点与常用工艺方法
(1)模具构件上的圆孔特征 上述模具构件上常见的圆孔可归纳为以下几类:
 (www.daowen.com)
(www.daowen.com)
图6-21 孔设计、加工基准示例图
1)带沉孔(平底坑)的圆孔,如紧固螺钉的过孔。
2)带精密间距的精密圆孔与孔系,如销孔、导柱与导套安装孔、冲孔与导正的凹模孔。
3)小孔,即孔径d≤3mm、L/d>8的孔,如凹模孔等。
4)圆形深孔,如塑料注射模中冷却水道孔。
(2)常见圆孔加工方法与顺序
1)热处理前,所有圆孔的加工方法和顺序为:钻孔→扩孔,其中,带沉孔的圆孔加工后续工序为锪平底沉孔。若相邻构件配作销孔,其后续工序为相邻构件拼合后同时铰孔,其目的是保持相配构件销孔的同轴度。若为导柱与导套的安装孔,其后续工序为在镗床或坐标镗床上进行精密镗孔。
2)热处理后的精密圆孔加工方法与顺序:在坐标磨床磨孔→研磨和珩磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关模具制造工艺与装备的文章






