【摘要】:表6-35 导套类型与结构2.导套的形状、位置、配合精度与表面粗糙度导套的加工工艺除取决于导套形状、结构外,其形状、位置、尺寸、配合精度和表面粗糙度的要求,也是确定加工工艺、工艺顺序和定位、装夹方式的主要依据。根据模具零件标准要求,导套内孔滑动与滚动部分的表面粗糙度为:滑动导向内孔粗糙度Ra=0.2μm;滚动导向内孔粗糙度Ra=0.05μm。
1.导套类型与结构
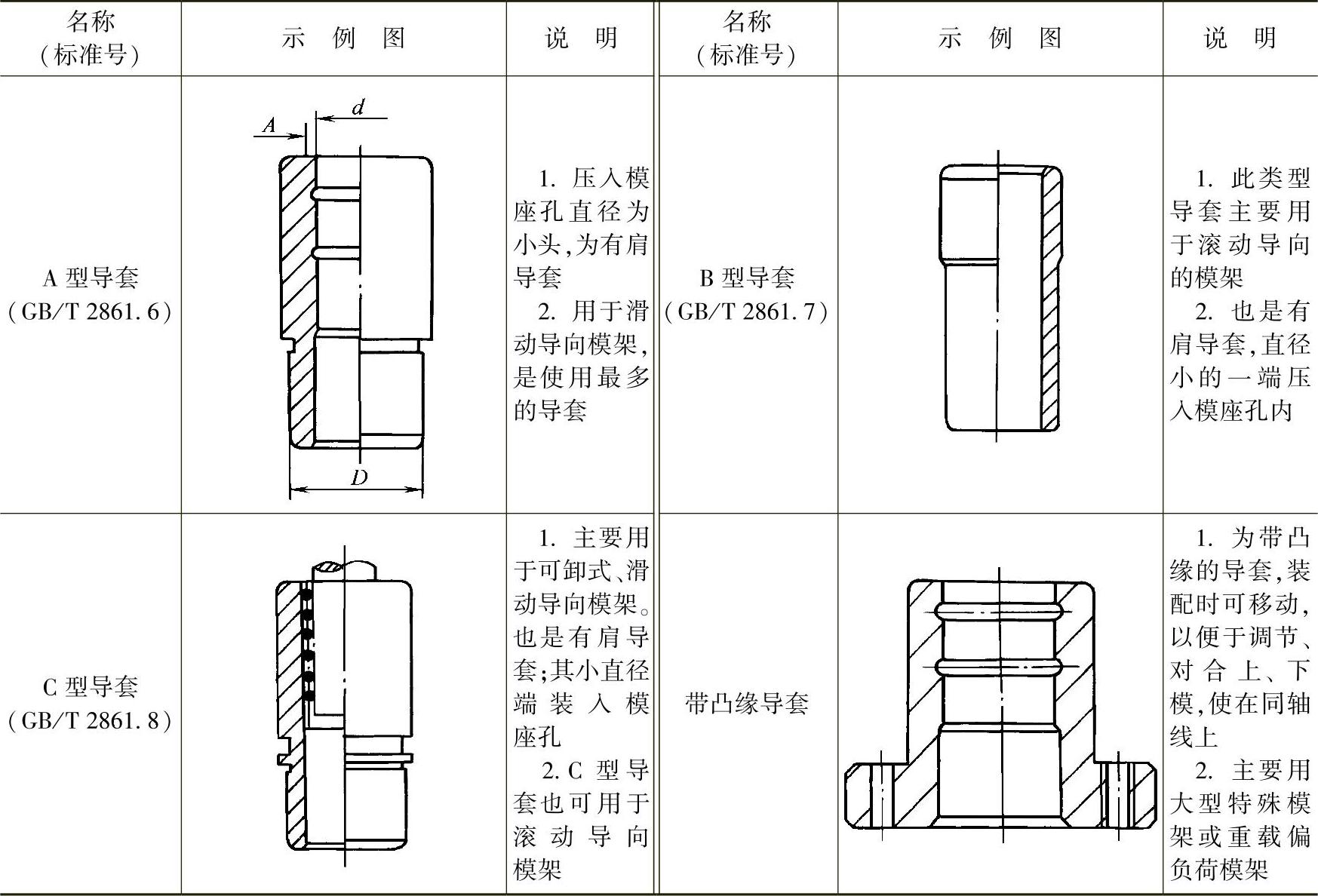
模具构件中最典型的套形零件为构成冲模导向副的导套。导套的类型和结构,根据标准GB/T 2861.6~8—2008,有表6-35中所列四种类型。
表6-35 导套类型与结构
2.导套的形状、位置、配合精度与表面粗糙度
导套的加工工艺除取决于导套形状、结构外,其形状、位置、尺寸、配合精度和表面粗糙度的要求,也是确定加工工艺、工艺顺序和定位、装夹方式的主要依据。根据JB/T8071—2008,导套的技术要求分别简述如下:
(1)孔与外圆的同轴度要求 孔的滑动或滚动部分(d)的中心线与固定于上模座孔内的外圆(D)中心线之间的同轴度,应控制在允许的范围内。即当滑动部分(d)的极限偏差为H6时,其同轴度为0.006mm;当滑动部分(d)的极限偏差为H7时,其同轴度为0.008mm。(https://www.daowen.com)
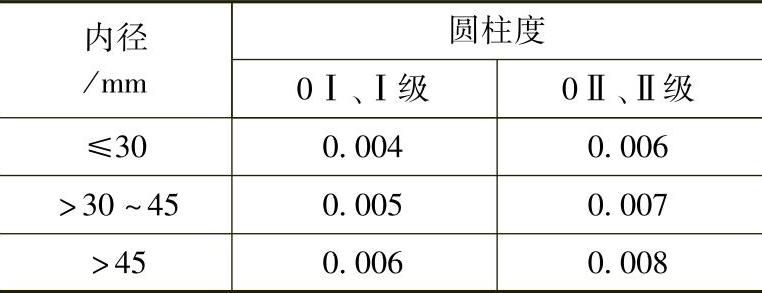
(2)导套孔的形状精度与表面粗糙度 孔的滑动或滚动部分内径的圆柱度见表6-36。
根据模具零件标准要求,导套内孔滑动与滚动部分的表面粗糙度为:滑动导向内孔粗糙度Ra=0.2μm;滚动导向内孔粗糙度Ra=0.05μm。可见,导套内孔须经过研磨。
(3)有台肩导套的台肩侧面对孔中心线的跳动量为0.005mm。
表6-36 导套孔的滑动或滚动部分内径圆柱度
因此,在以内孔为基准、一次装夹的条件下,精密车削外圆(或精密磨削)的同时,亦精密车削(或精密磨削)导套台肩端面,以保证台肩端面对外圆面的垂直度允差,来保证其端面对内孔面中心线的圆跳动量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







