1.常见零件及其定位基准
由铣床(含立、卧式铣床,NC与CNC铣床)、刀具和夹具组成的加工系统,称为铣削加工工艺系统。采用铣削加工的常见工件及其被加工面,有以下类型:
1)平面,如模具中常用六面体模板,成形常用六面体坯件,塑料注射模、压铸模等,成形模中常用带有上、下、内、外共10个被加面模框的加工平面,如图5-7a~c所示。
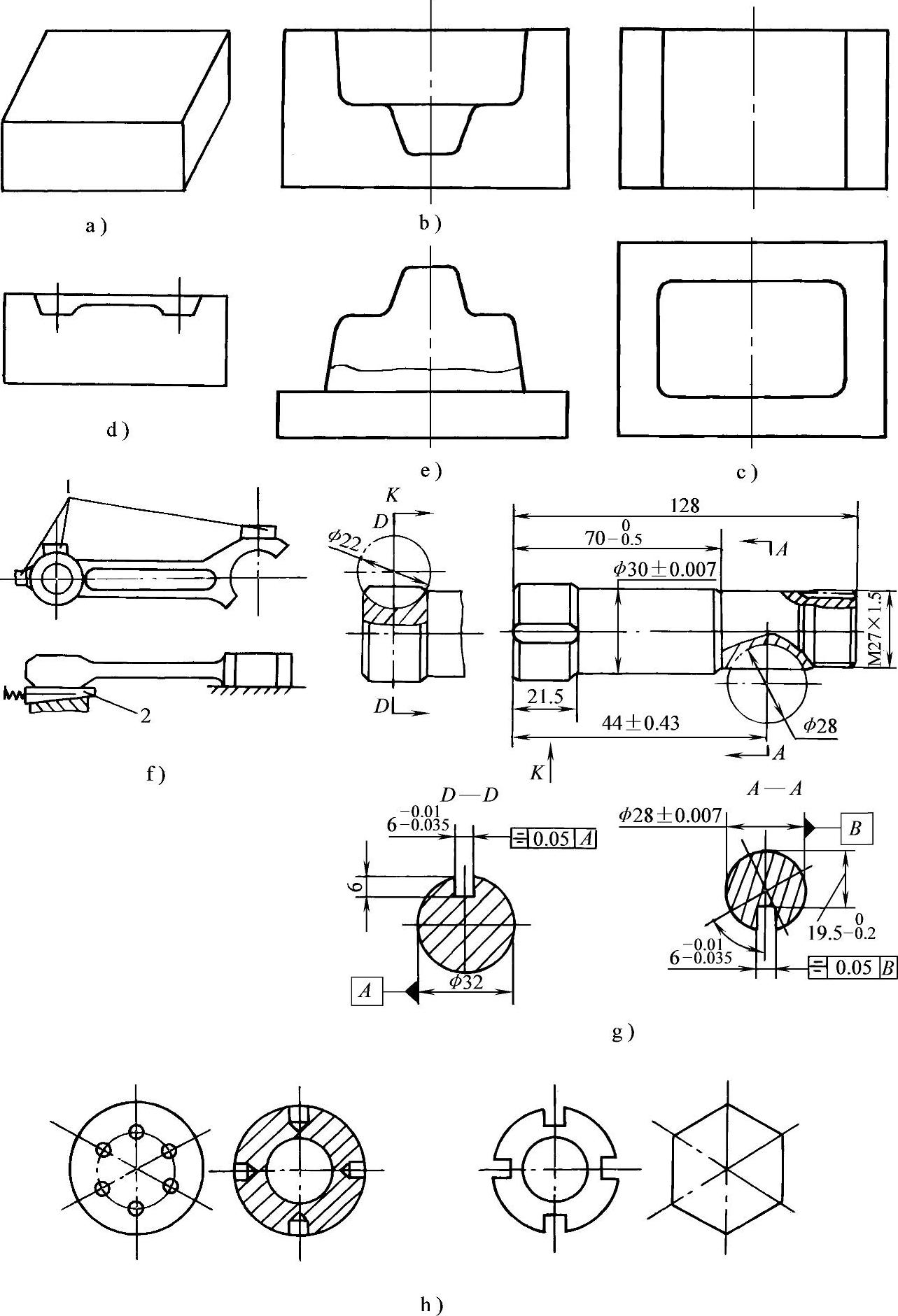
图5-7 铣削加工常见部分工件
2)由平面、二维型面及其间交线(交面)围成的三维立体型面,如成形模的凹模型腔和成形凸模的加工型面,如图5-7b、d、e所示。
3)圆柱形工件上的设置的沟、槽或型孔加工面,如传动轴上的键槽,如图5-7g所示。
4)圆柱形、套形、盘形工件的端面,或圆周上设有的沟、槽、齿、孔等分加工面,或在圆周面上设有的等分平面(即等多边形),如图5-7h所示。
针对图5-7所示各类型工件及其被加工面,在进行铣削加工时,各类型工件应确定的工序定位基准面如下:
1)平面和三维凹模型腔以及成形凸模在加工时,由于其毛坯多为六面体,则多采用其底平面作为主要工序基准定位于铣床工作台上,限制工件 、y
、y
 、
、 三个自由度;同时,以工件两侧面为x、y方向的定位基准面,以限制
三个自由度;同时,以工件两侧面为x、y方向的定位基准面,以限制 →、
→、 ;夹紧工件后,则限制了以下6个自由度,即
;夹紧工件后,则限制了以下6个自由度,即 、
、 、
、 、
、 、
、 、
、 。
。
2)加工圆柱体(传动轴等)上键槽时,多以其外圆面为加工工序的主要基准,限制工件 、
、 、
、 、
、 ;并设置端面支承,以限制
;并设置端面支承,以限制 ;在径向,以销钉插入圆柱体固有孔,以限制
;在径向,以销钉插入圆柱体固有孔,以限制 ,完成工件的六点定位。
,完成工件的六点定位。
3)当分度加工圆柱形、套形、盘形工件上的等分沟、槽、孔时,多以其中心孔和端面为加工工序基准面,则可限制 、
、 、
、 、
、 、
、 ,留
,留 为其作分度运动。当加工时,则锁住分度盘,以限制
为其作分度运动。当加工时,则锁住分度盘,以限制 ,完成工件的六点定位。
,完成工件的六点定位。
依据上述各类型工件的六点定位基准,设计、制造夹具。工件装夹于夹具内进行铣削加工时,则应保证工件加工的以下基本要求:
1)保证各类型工件被加工面工序尺寸的加工误差在允许的范围内。
2)保证各类型工件被加工面的形状精度,即保证工件加工的形状误差,符合工件的设计要求。
3)保证工件加工面的位置精度,即保证六面体工件各面之间垂直度与平行度的要求;保证分度精度;保证键槽对轴线的平行度要求等。
2.铣削加工常用夹具及其结构
针对铣削加工方式与工艺系统特点,以及被加工工件结构及其工序定位基准,设计与制造的夹具有以下基本结构形式:
(1)铣削加工通用夹具 此类夹具在购置铣床时应当是标配的。因此这些夹具基本上通用化、标准化了。而且,基本上实现了专业化生产及与机床配套的要求。如下列与铣床配套使用的夹具与机构:
1)将工件直接定位、夹紧于工作台上所采用定位支承,压板与螺栓或偏心元件组成的杠杆式夹紧机构。
2)定位、安装、固定于工作上的通用精密平口钳。(https://www.daowen.com)
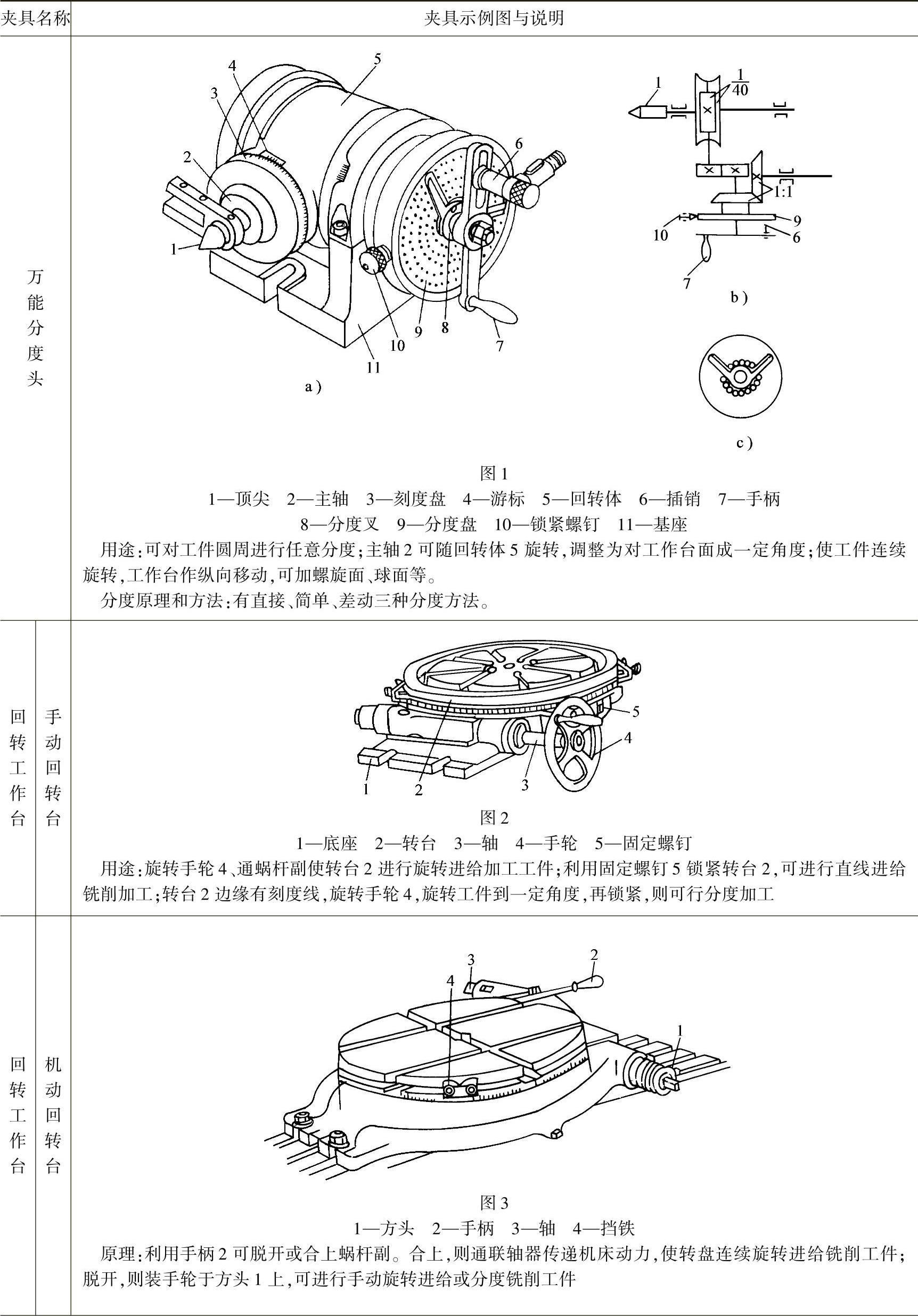
3)装于工作台上的万能分度头(见表5-14图1)。
4)装于铣床工作台上使用的主轴式、卧轴式和万能式回转分度工作台(见表5-3图4~图6)。
5)常用手动、机动回转工作台(见表5-14图2、图3)。
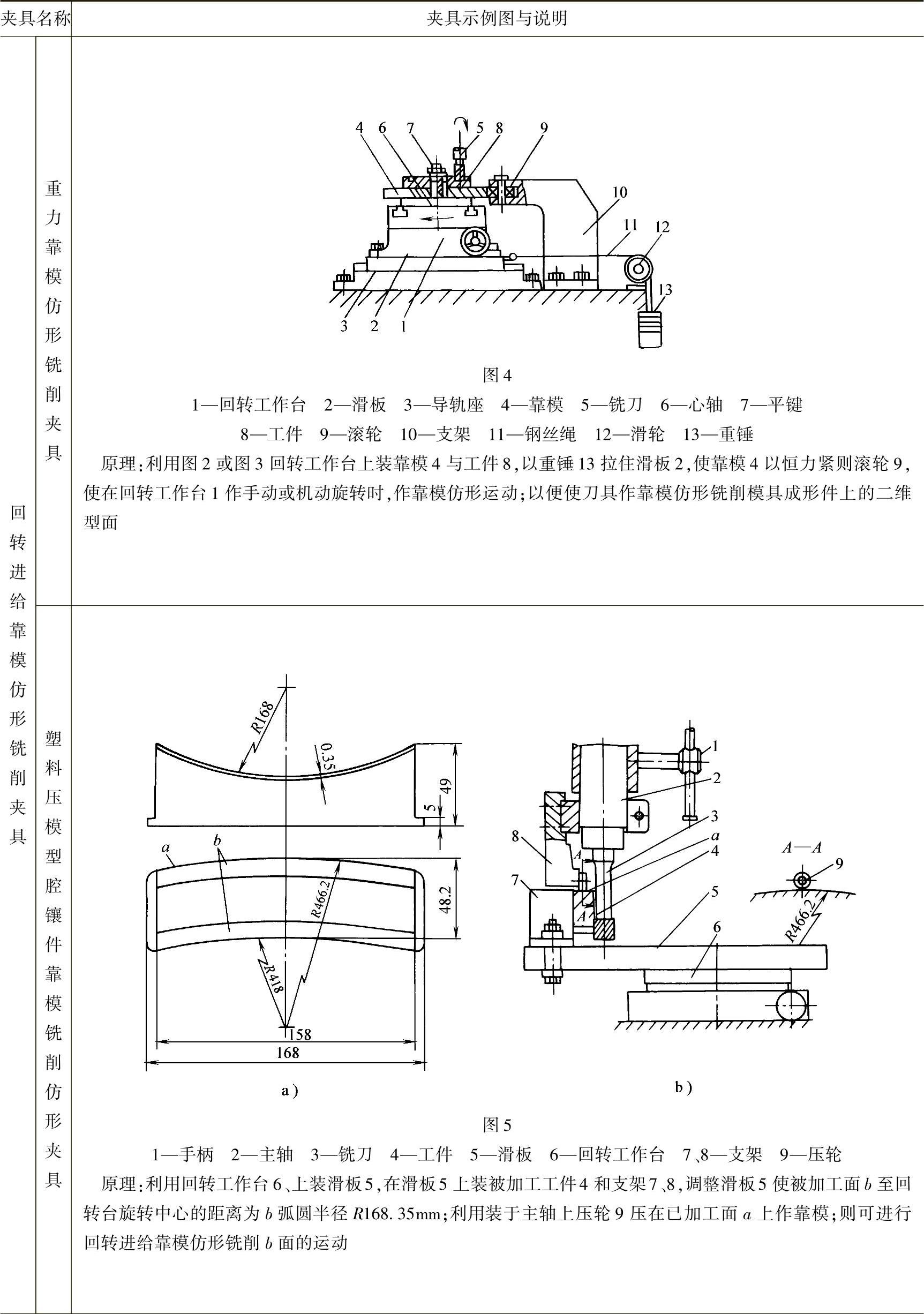
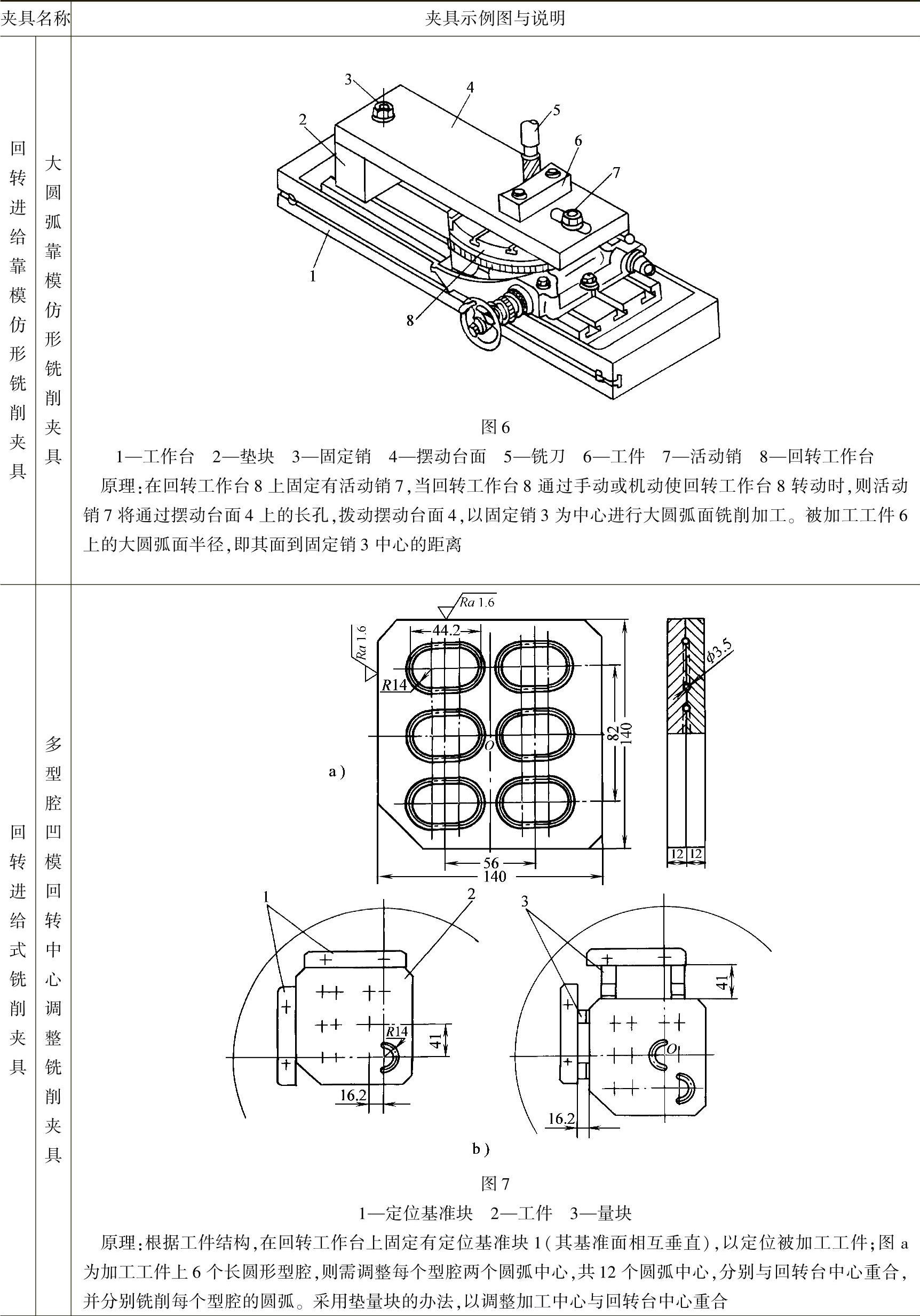
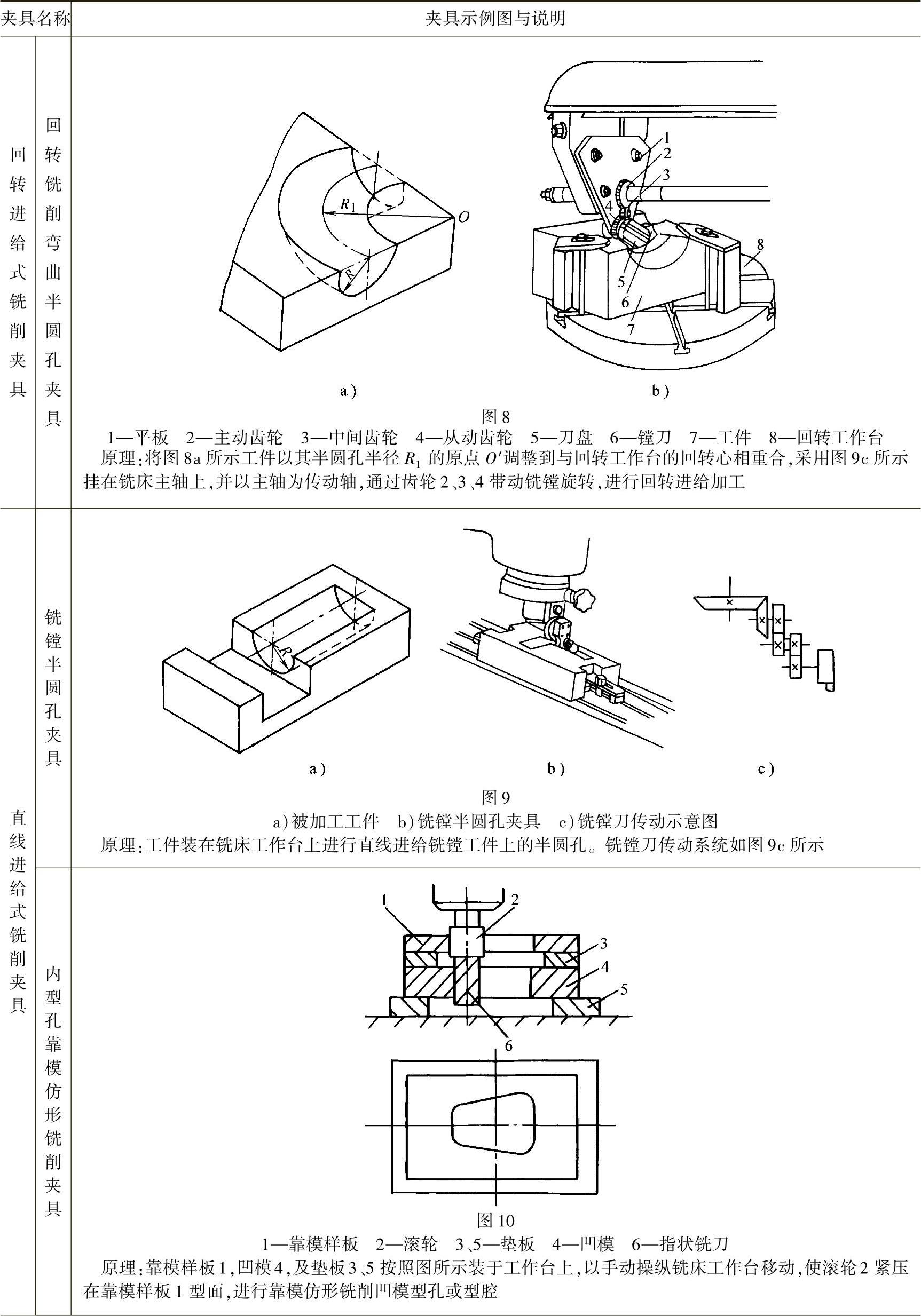
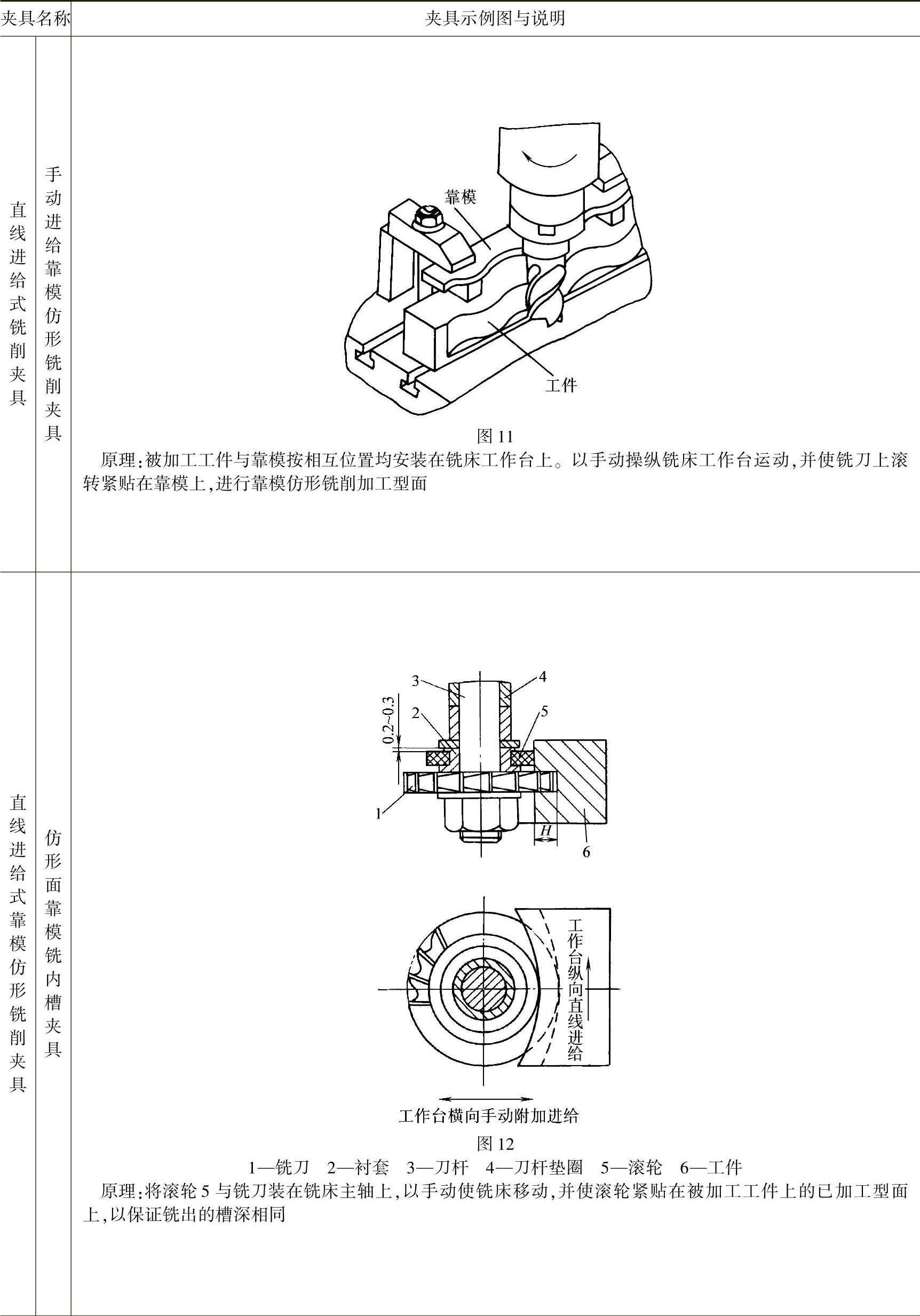
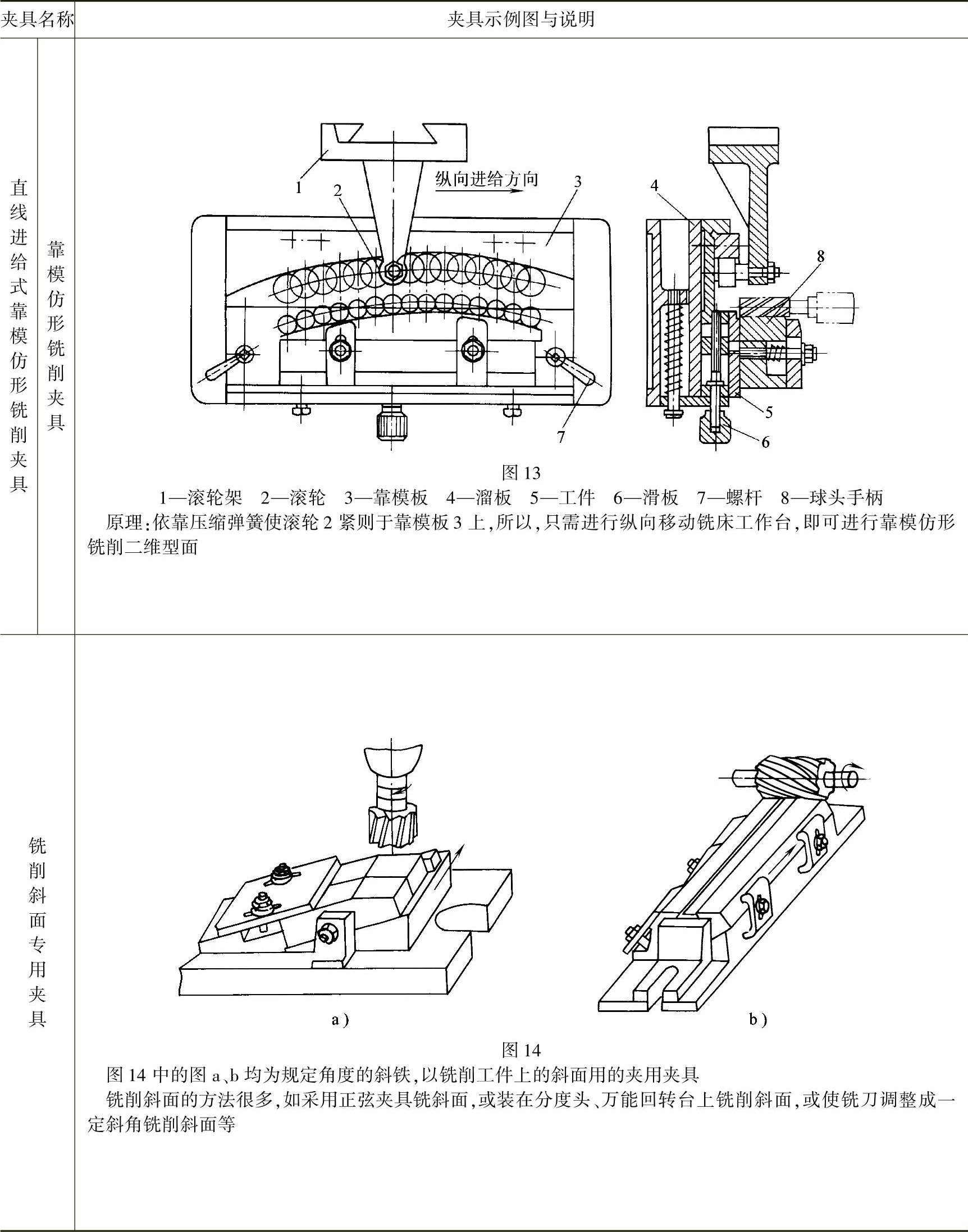
表5-14 铣削加工模具成形件二维型面常用夹具实例
(续)
(续)
(续)
(续)
(续)
(2)铣削加工专用夹具
1)铣削轴上键槽专用夹具,如图5-1所示。
2)二维型面靠模仿形铣削加工夹具。此类铣削加工夹具分为回转进给靠模仿形铣削加工夹具、直线进给靠模仿形铣削加工夹具,见表5-14图4~7,图10~13。
3)铣镗半圆孔专用夹具,包括直半圆孔与弯曲半圆孔用夹具,见表5-14图8、9。
4)铣削斜面专用夹具,见表5-14图14。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






