1.常见零件及其定位基准
采用车削加工的主要零件类型有:
1)圆柱形零件,如模具中的导柱、推杆、复位、圆凸模等。
2)套形零件,如模具中的导套、圆凹模、细长凸模保获套、推管等。
3)盘形零件,如圆推板、圆形压板、连接法兰盘等。
机械加工中以上述三类形状的工件最多,如图5-6所示。
由图5-6可知,以与机床主轴中心线相重合的工件中心线,或以其内孔面、外圆面(均可视为以其中心线)为工件的主要工艺定位基准,而设计、制造的定位、装夹工件的夹具,则为车削加工工艺系统中的夹具。
此夹具所限制的自由度为 ,
, ,
, ,
, ,
, ,留有
,留有 作为车削加工的旋转运动。
作为车削加工的旋转运动。
此夹具保证的工件加工精度为:
1)工件径向与轴向工序尺寸公差。
2)内、外面间的同轴度。
3)各垂直于轴线的端面对内、外圆面或轴线的位置(垂直度)误差。
4)圆度等形状误差。
2.常用夹具及其结构
针对车削加工方式、加工工艺系统的特点和被加工工件结构、工序定位基准等,设计、制造的夹具有以下基本结构形式,即
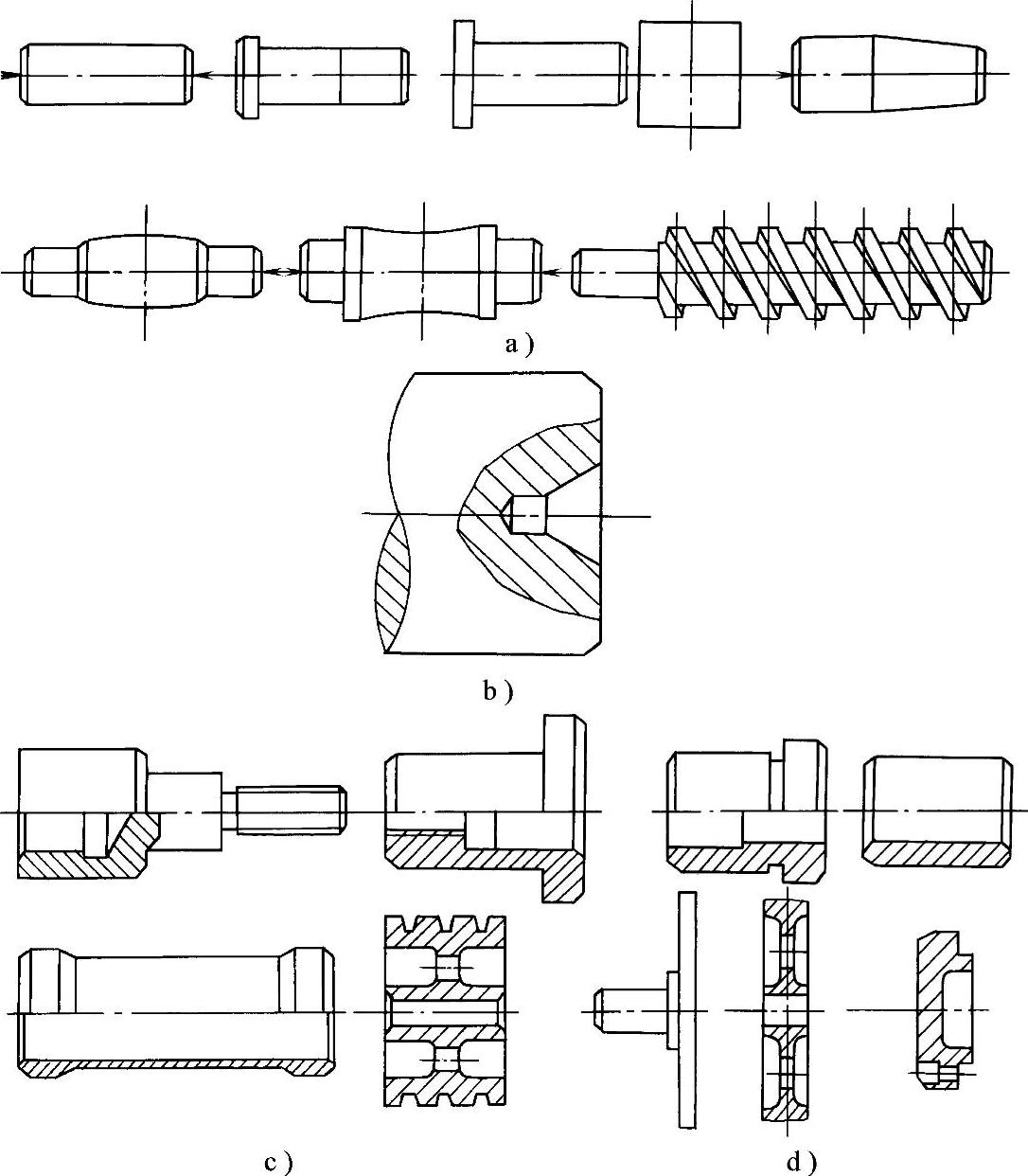
图5-6 车削加工常见零件
a)圆柱形工件 b)中心孔 c)套形工件 d)盘形工件
(1)车削加工通用夹具 这类夹具基本上标准化、系列化。
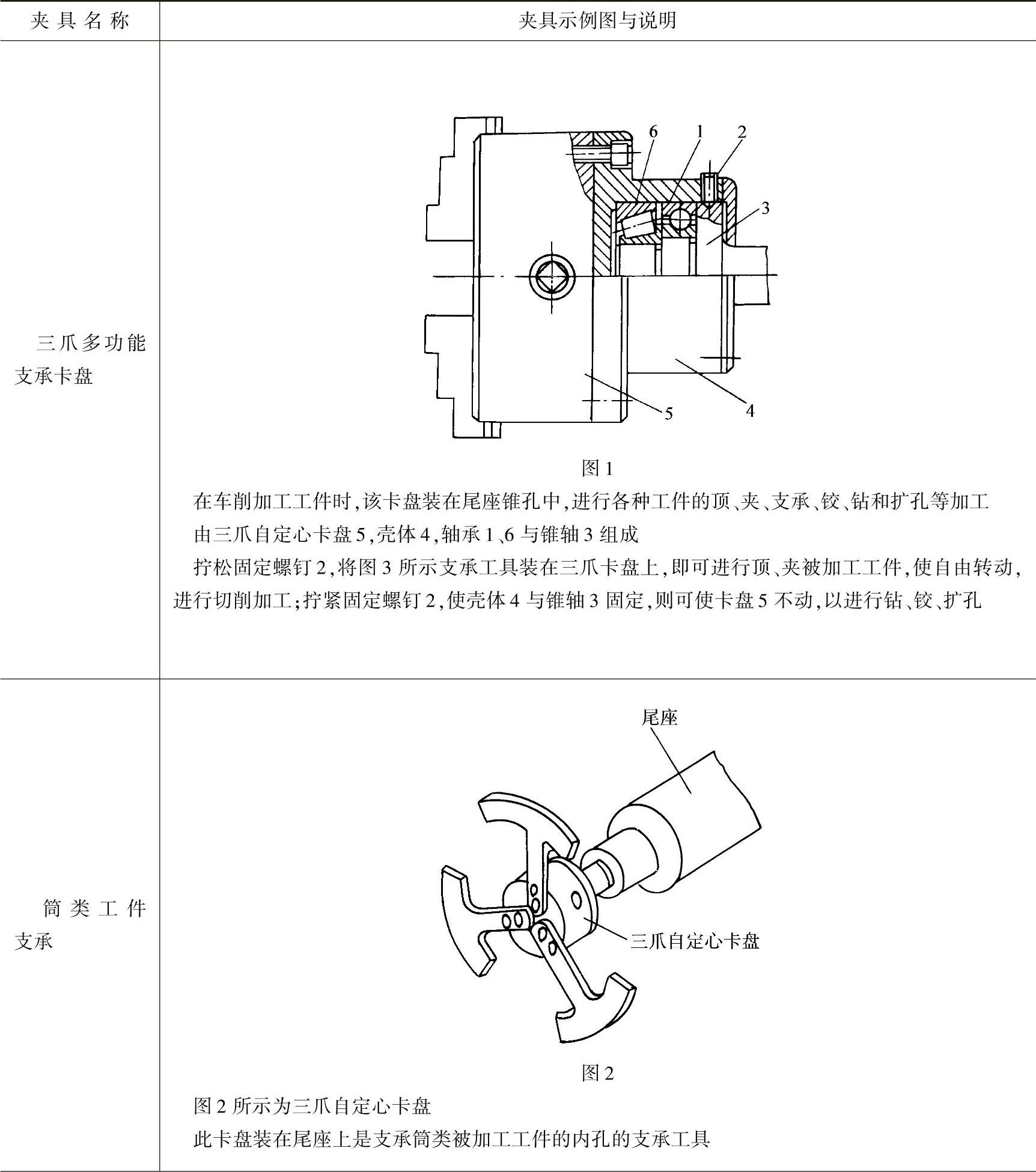
1)三爪自定心卡盘(辅以装在尾座上的顶尖)。
2)四爪单动卡盘(辅以装有尾座上的顶尖)。(www.daowen.com)
3)顶尖、鸡心卡头、配套组合定位、装夹。
4)弹簧夹头自定心夹具,见表4-23图4。
5)ITS精密强力夹具。
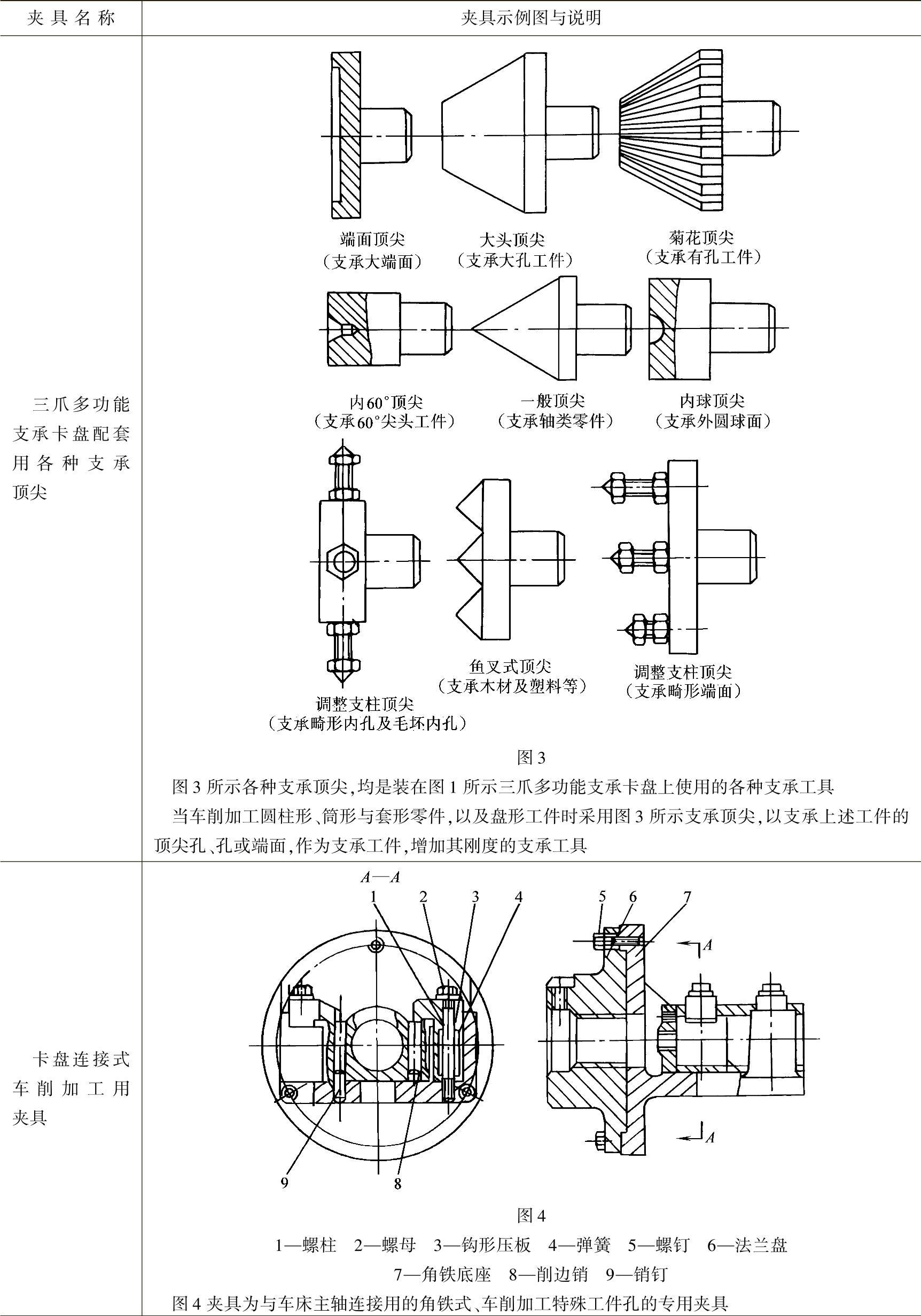
6)三爪多功能支承工具,见表5-13图1。
(2)专用自定心夹具
1)圆柱心轴定心夹具,见表4-7图10。
2)圆锥圆柱定心夹具,见表4-7图11。
3)推式杠杆自定心夹具,见表4-23图2。
4)拉式杠杆自定心夹具,见表4-23图3。
(3)特殊结构工件加工专用夹具
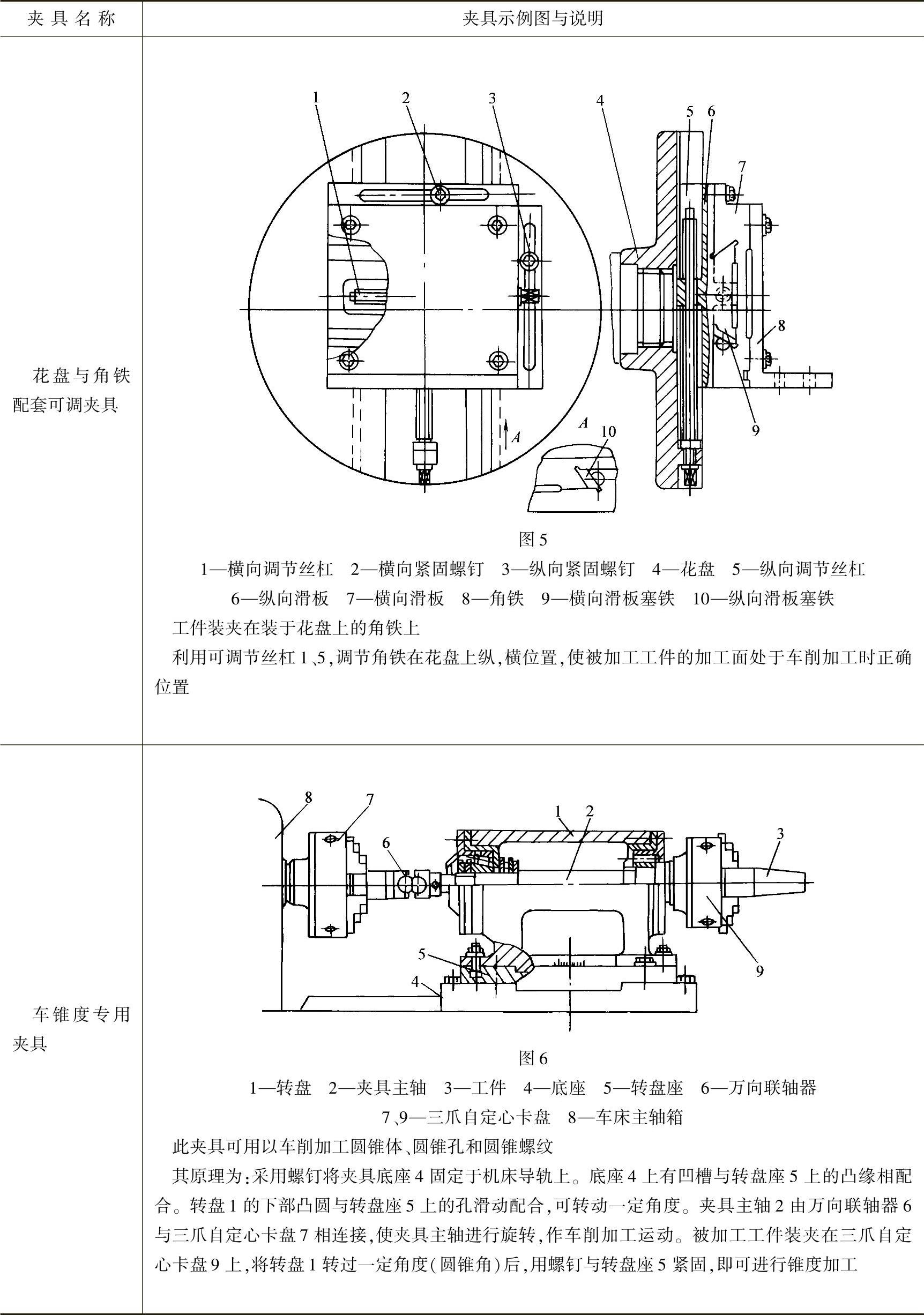
1)车锥度专用夹具,见表5-13图6。
2)卡盘连接式车削加工夹具,见表5-13图4。
3)花盘、角铁配套组合定位、装夹,见表5-13图5。
说明:这里夹具指的是在采用各种加工方式(车、铣、磨等)时,用以装夹被加工工件,使之在加工中相对刀具处于正确位置的工艺装备。所以,不包含加工刀具的定位与装夹所用的夹具,不包含为加工具有特殊形状,如具有鼓形、椭圆形的工件需在车床上加工成形,而设计、制造靠模装置等用以扩大机床加工范围的装置或机构。
表5-13 车削加工常用夹具示例
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




