夹具是机械制造、模具制造工艺过程中必备的工艺装备,是模具制造工艺过程中使用的车床、铣床(通用铣床、NC、CNC铣床)、磨床(平磨、曲线磨、坐标磨、圆磨)、电加工(EDM、WEDM)机床、孔加工机床(钻、镗、磨、研)所必须配置的辅助装备。
这是因为夹具在模具制造中具有重要作用。所以,设计、制造夹具时有很高的技术要求和技术条件。
1.夹具的设计、制造精度、质量和刚度
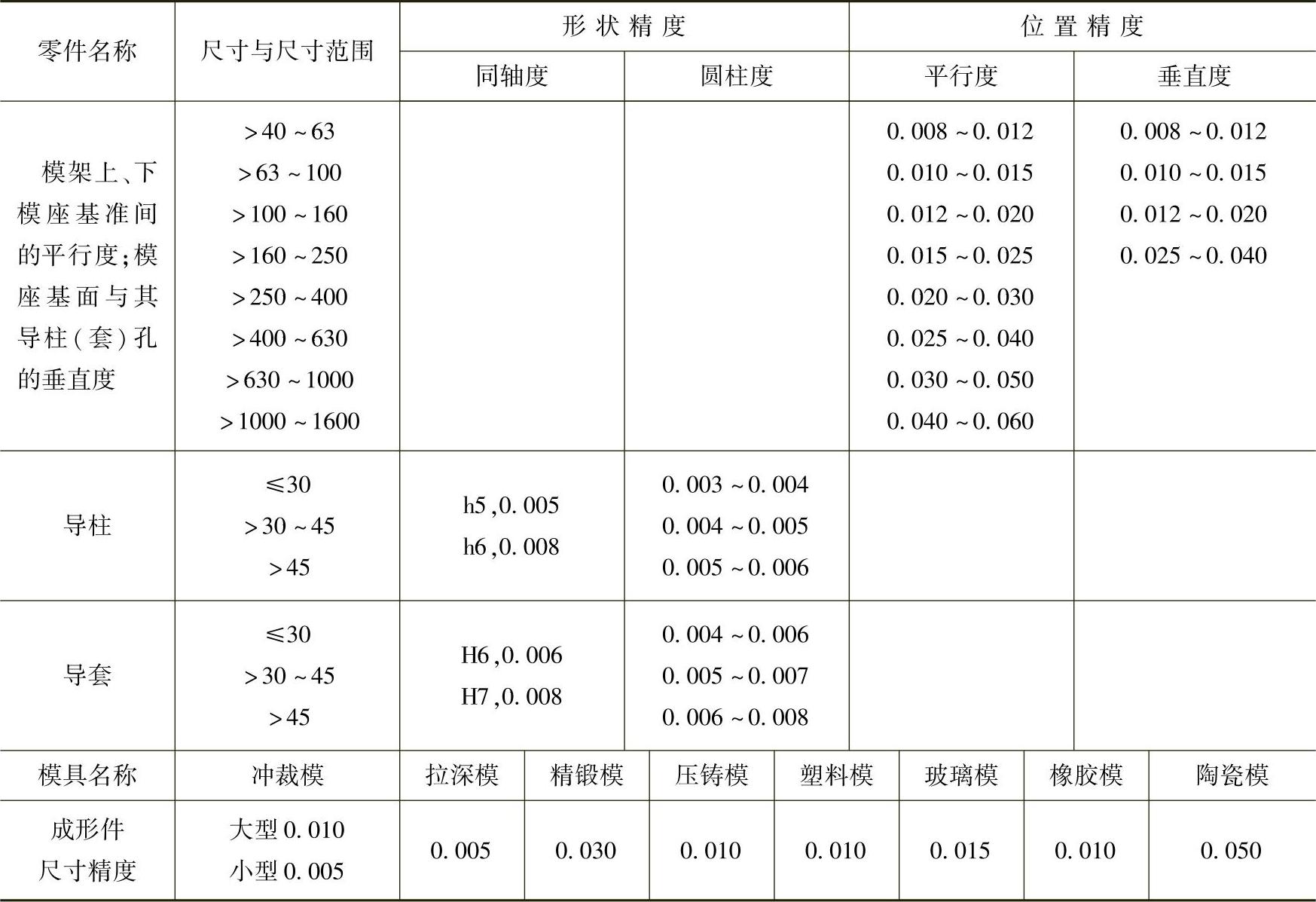
夹具的设计、制造精度主要取决于被加工工件的形状、尺寸与位置精度(见表5-12)。即被加工工件装夹于该夹具中进行加工后产生的形状、尺寸与位置误差,必须保证在允许的公差范围之内。而夹具中影响被加工工件加工精度的主要因素是夹具中定位基准的调整、装配精度,以及被加工工件定位的定位误差和夹紧变形误差。
显然,夹具的设计与制造误差必须更加低于模具零件所要求误差范围极限。即夹具的设计、制造精度必须高于工件所要求的精度。因为,在加工中还有由其他因素产生的工艺误差影响工件的加工精度。因此,在进行夹紧设计和制造时,须提出以下要求:
1)对工件加工工艺(加工工序)所需用的夹具,须进行精心设计,使其结构合理、紧凑,使用方便。
2)夹具的整体刚度以及定位、夹紧元件的刚度,须尽可能地加强。以防因夹具刚度不好产生过大的变形。
3)尽可能地提高夹具装配精度和元件的加工精度。以保证夹具的精确性、可靠性。
表5-12 模具主要零件的形状、尺寸和位置精度(单位:mm)
2.夹具的功能与作用(www.daowen.com)
机床、刀具、夹具是形成模具成形件的机械加工工艺和电加工工艺的三个相辅相成的硬件条件。其中,夹具是增强机床使用功能,提高机床加工能力,扩大机床应用范围所不能缺配的工装。特别是当采用通用机床以传统工艺成形件时,夹具的作用尤为突出。如:
1)通用夹具是机床标配的标准夹具,否则,工件将无法进行正确的定位与装夹,机床也无法进行加工。
车床、圆磨床:若无三爪自定心卡盘、四爪单动卡盘、尾座、顶尖等,则无法进行导柱、导套的粗、精车和精密磨削加工。
2)专用夹具是进行大批量工件加工工序必须配用的夹具,是进行形状、结构特殊工件加工工序必须配用的夹具。否则,将难以适应高效、精密大批量生产的要求,也难以完成具有二维、三维型面的模具成形件的成形加工。
因此,夹具在模具成形件的成形机械加工工艺系统(电加工工艺系统)中的作用很大。为适应模具成形件的高效、精密、数字化成形加工工艺与机床的要求并增强其功能,必须精心研制、设计具有高精密定位与装夹。一次定位、多面加工,通用性强,定位、夹装方便,具有进行数字化分度与连续回转加工等特点与功能的夹具是实现模具制造工艺现代化的关键之一。
3.夹具的通用化、标准化
夹具不仅要求精度高、刚度强、结构紧凑合理,使用方便、省力。此外,由于夹具是针对各种工件加工工艺与机床进行专门设计与制造的专用工装,则必然具有形成种类、结构形式多样,需求量大,单件制造、设计与制造周期要求短等一系列特点。针对夹具的特点和要求,促进、提高夹具及其元件的通用化、标准化、系列化水平是长期生产实践所追求的目标,因此,经过长期生产实践积累、研究与设计,取得了巨大的进步。
1)形成了车削工艺与机床、磨削工艺与机床、孔加工工艺与机床,以及模具成形件进行成形加工通用铣削工艺和NC、CNC铣削工艺与机床、电加工工艺与机床,常用、必备的标准化和系列化夹具。如三爪、四爪标准化、系列化自定心卡盘,标准、系列分度、回转夹具,标准、系列磁性夹具,ITS强力高精密自定心系列夹具。
2)建立了各种通用、专用夹具的标准化、系列化的通用元件与组件。如定位元件与组件,夹紧元件与机构,以及紧固件、支承件、夹具体等。其中,组合夹具已具有很高的标准化、系列化程度与水平。
尽管如此,但为适应现代数字化加工工艺与机床的要求,通过归纳、分析,进行更高层次的研究、设计、制造标准化、通用化、系列化的夹具及其通用元件与组件,仍是促进机械、模具制造工艺进步,完善机床—刀具—夹具工艺系统,所不断追求的目标和任务。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





