1.夹紧元件与夹紧机构的基本要求
机械零件、模具零件在确定了工序基准、夹紧力方向与作用点后,通过正确设计夹紧元件与夹紧机构,使工件能精确、牢固地定位、夹紧于机床工作台或夹具定位元件上,则可保证工件在加工过程中的定位误差和夹紧误差为最小,即可满足工件精密加工工序尺寸、形状、位置精度要求。为此,设计或选用夹紧元件和夹紧机构时,当满足以下基本要求:
1)能保证夹紧力,并力求夹紧力能定量测定,以便定量施加夹紧力。
2)夹紧元件和夹紧机构系统的刚度大,以保证在夹紧时不产生变形,从而能保证夹紧力恒定。
3)夹紧机构能够自锁,防止夹紧机构在加工过程中因切削力的作用而松动。
4)夹紧元件与工件接触部位,即作用点,在夹紧时不得损伤已加工表面。即力求以较大面积着力于工件夹紧面上。
5)夹紧元件、夹紧机构的标准化是保证夹紧机构的制造质量,及时提供应用的最好办法。
2.夹紧元件与机构的设计原理
夹紧元件与机构的种类很多,常用的主要有螺旋压板元件与机构、斜楔元件与机构、螺旋元件与机构、偏心元件与机构、自动定心元件与机构和动力夹紧元件与机构六种。根据工件夹紧和夹具结构要求,每种夹紧机构依照不同结构形式又可分为若干品种。现分别列于表4-20至表4-23中。
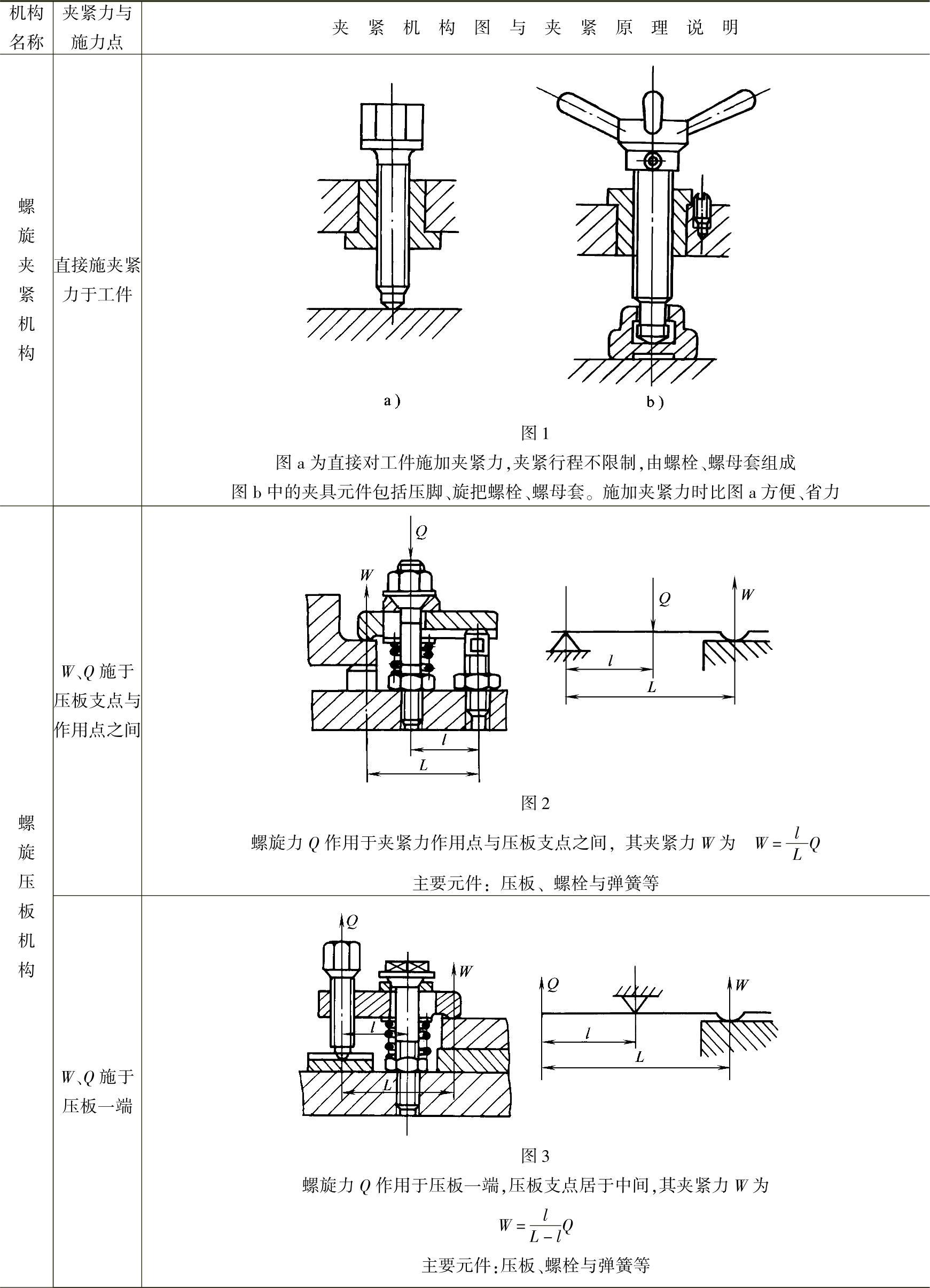
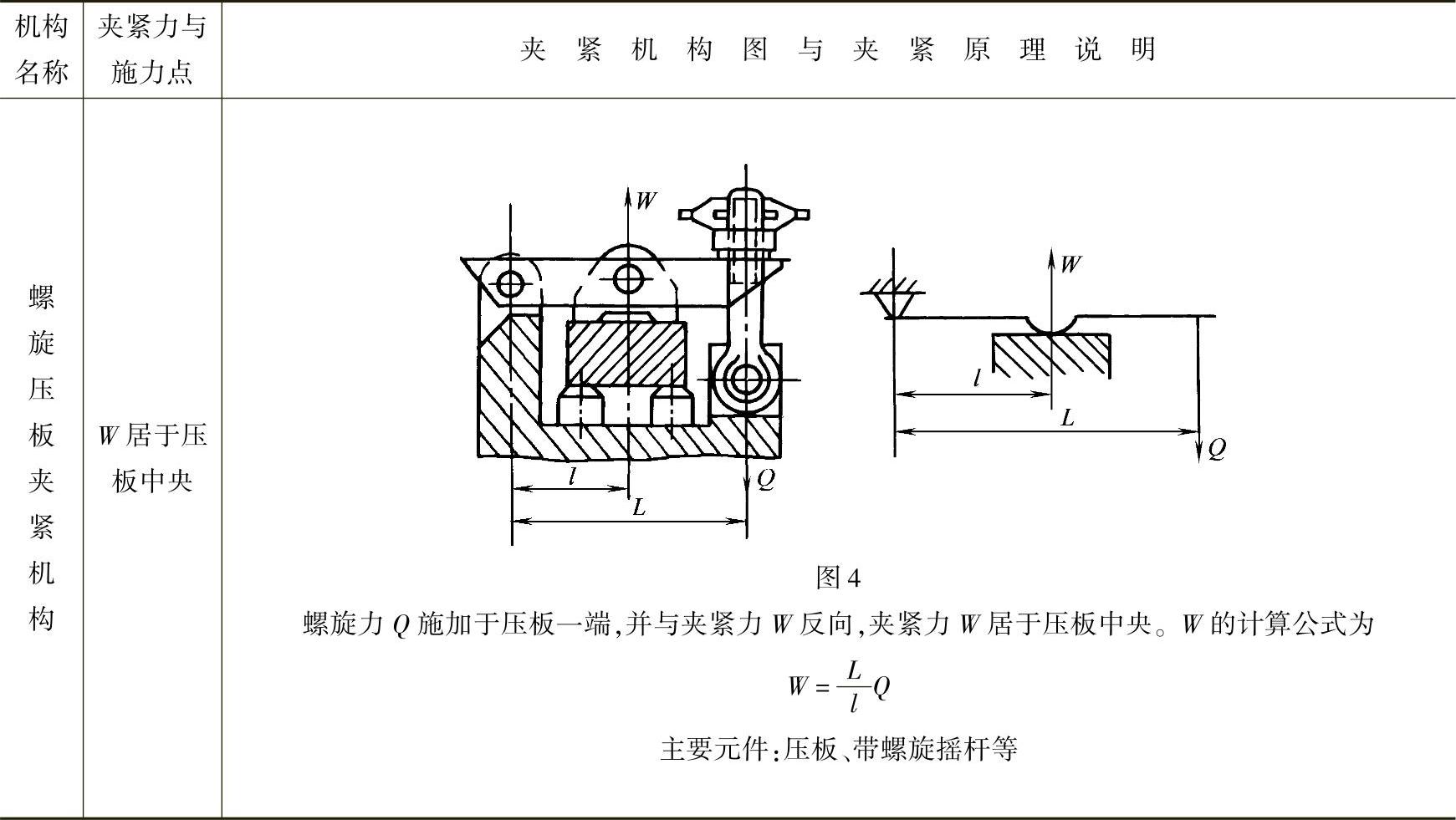
(1)螺旋压板夹紧元件与机构 这种机构结构简单,制造容易,夹紧行程不受限制,其夹紧的可靠性高。因此,工件定位夹紧于机床工作台上或夹紧于夹具定位元件上都可使用,见表4-20。
表4-20 螺旋与螺旋压板夹紧机构
(续)
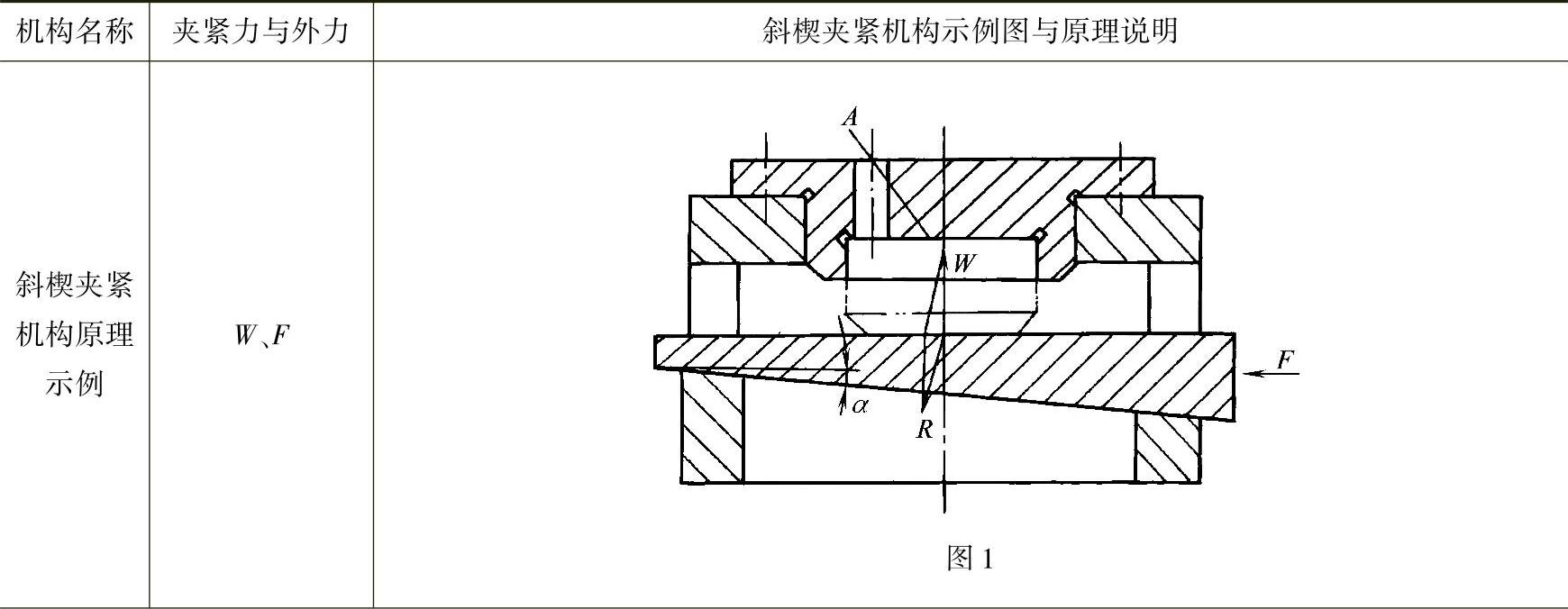
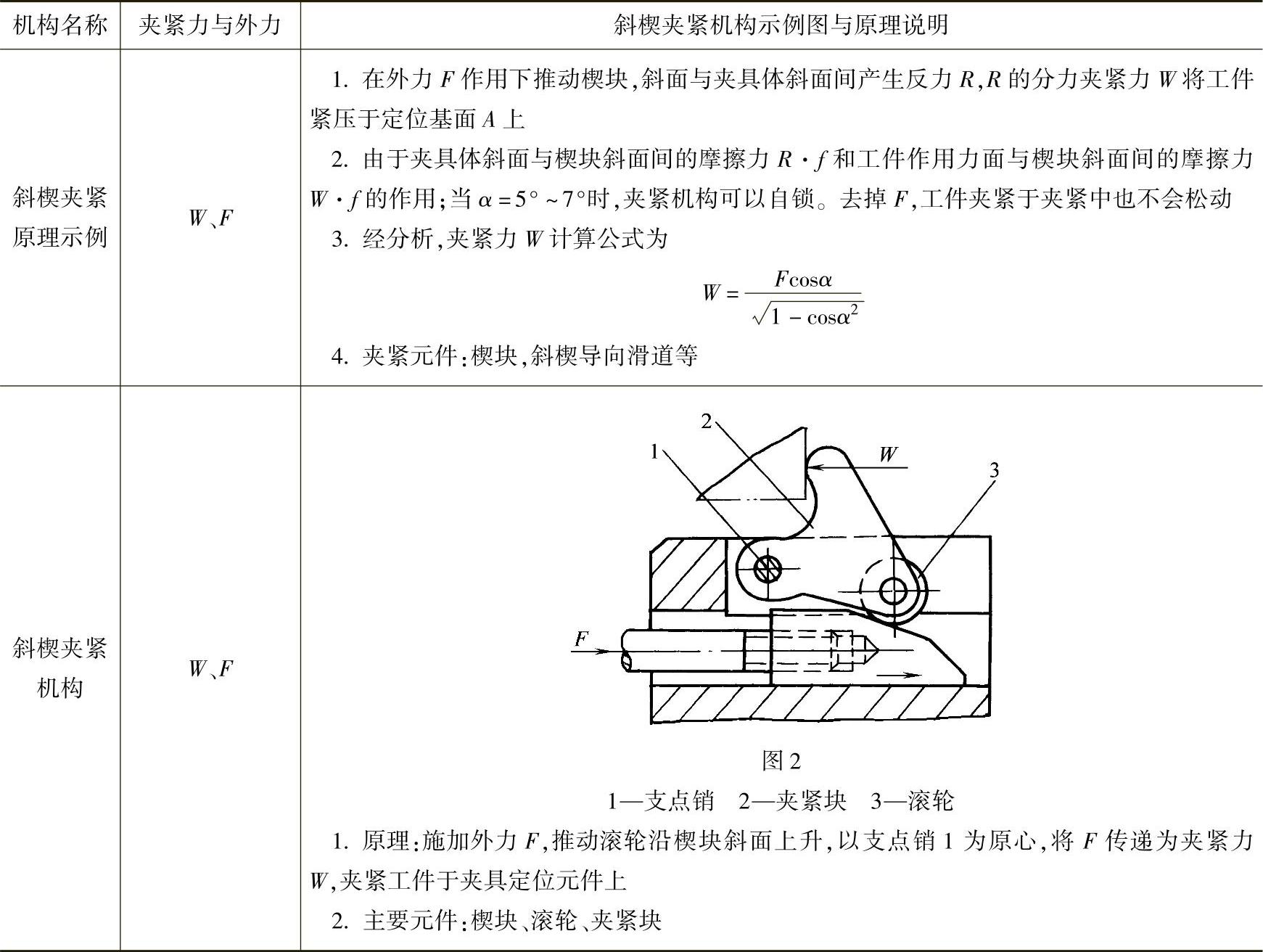
(2)斜楔夹紧元件与夹紧机构 根据工件结构、形状、加工工序和夹具结构的设计要求,斜楔机构也是夹具中常用的夹紧机构。
斜楔夹紧机构是利用斜面直接或间接(如与杠杆联动)夹紧工件,斜楔夹紧机构具有以下两个特点:
1)结构简单,有增力作用。其增力比ip为
当采用带滚珠结构斜导向滑道时其增力比可达5。
2)行程小,主要受斜楔角α所限。当α增大时夹紧行程可增大,但是机构的自锁力将降低。为保证斜楔夹紧能自锁,其斜楔角α一般为5°~7°
斜楔夹紧机构原理及其元件见表4-21。
表4-21 斜楔夹紧机构原理与示例
(续)
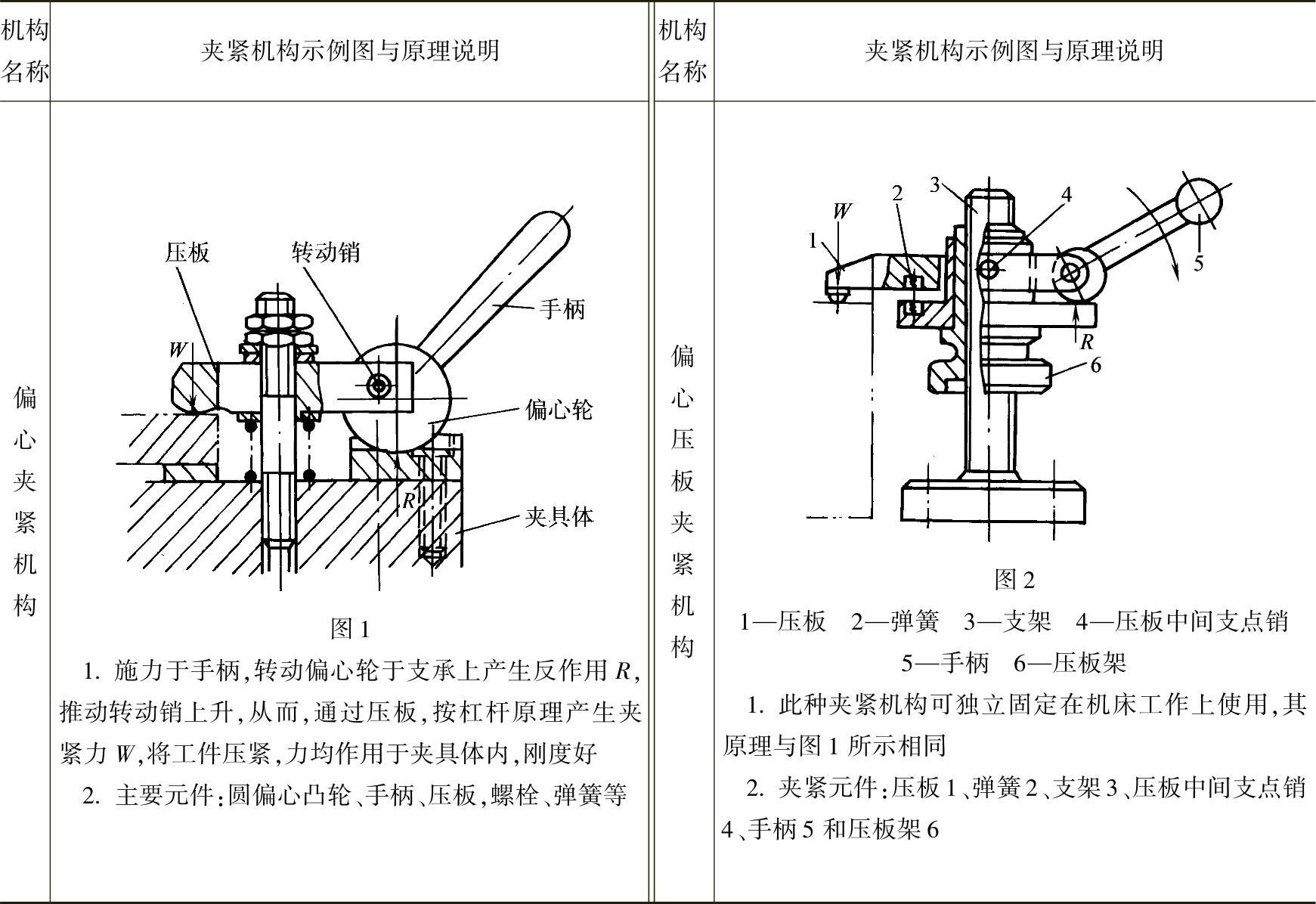
(3)偏心夹紧机构与夹紧元件 偏心夹紧机构是采用凸轮作为夹紧元件快速夹紧零件于夹具定位元件上的机构。
偏心夹紧机构的原理为:当外力F作用于偏心轮手柄,并绕原心O转动偏心轮φ角度时,达偏心轮x点,如图4-18a所示,其偏心距则达e/x,即可将工件夹紧于夹具上。
设:x点的斜楔升角为αx,偏心轮直径为D,偏心距为e,将偏心轮从0°~180°的轮廓线展开,如图4-18b所示,呈一斜楔曲线,并具有以下特性:(www.daowen.com)
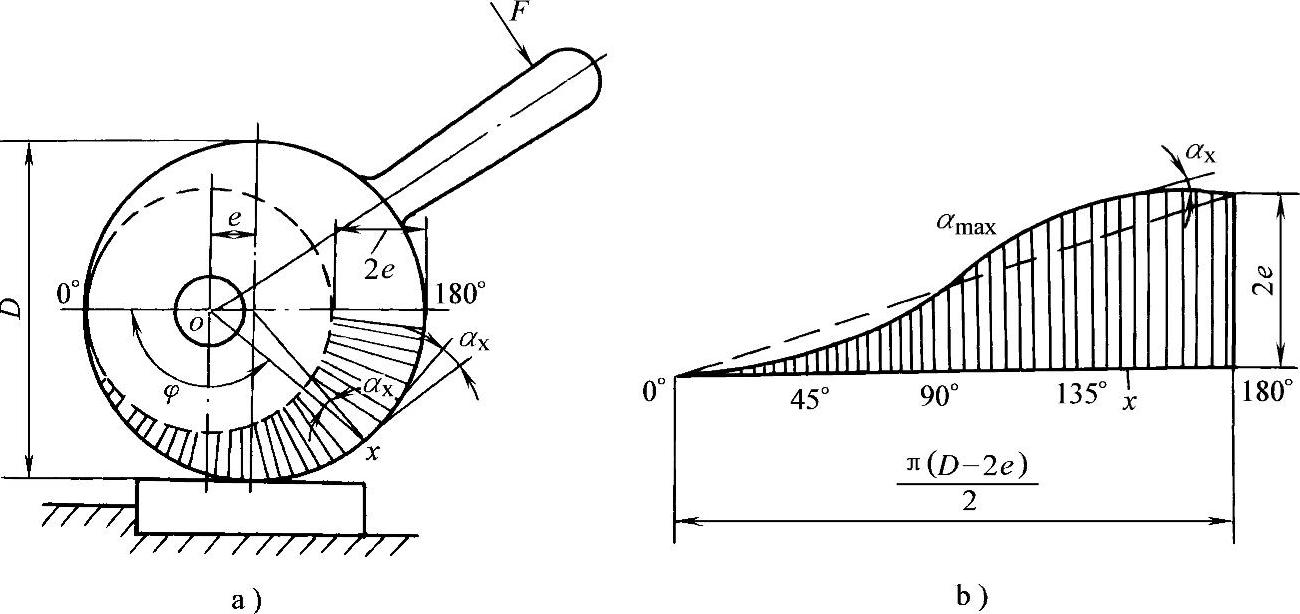
图4-18 偏心夹紧原理图
1)曲线上任一点的斜率即为该点的α。当φ在0°~90°~180°之间变化时,α为0°~αmax~0°,夹紧力W为0~W~Wmax,夹紧行程l为0~l~lmax,其中lmax=2e。
由图4-18b可知,当φ=90°时,曲线近似直线,该点附近的斜率α的变化为最小。
当曲线斜楔升角α<自锁角α=5°~7°时,整个工作曲线上任一点均能自锁。因此,保证偏心夹紧机构能自锁的条件是偏心轮半径与偏心距e的比,即
R/e≥6.7~10
通常取R/e=10。
2)当R/e=10时,偏心夹紧的增力比
由上述可知,偏心夹紧机构的特点是夹紧行程短、增力比小(与螺旋夹紧机构相比),但施力平稳、夹紧速度快、使用方便,通常用于无振动或振动小、夹紧力不大的情况下。实际上,偏心夹紧机构应用很广,不仅常应用于夹具中,也是模具常用的夹紧机构,如将模芯快速装夹于模架中的夹紧机构等。偏心夹紧机构的应用实例见表4-22。
表4-22 偏心夹紧机构的应用
(4)自定心夹紧机构、原理与元件 自定心夹紧机构主要用于圆柱体或套类工件,如模具导向件加工时,可采用自定心机构进行夹紧。由于这种机构夹紧力较小、定心精确、夹紧方便,所以,不仅通用性强,也可按工件形状和尺寸精度要求设计成专用于大批量加工用的自定心夹紧机构。以确保此类工件内孔与外圆的精密加工,它具有以下特点和要求:
1)在夹紧工件的同时,能进行精密定心定位。
2)自定心定位元件,要求以相同移动速度、相近弹性,同步地进行开、合,以精确定位、夹紧工件。
3)夹具自定心夹紧元件的尺寸、形状、位置精度可控制在0.001mm范围内。弹簧夹头的锥角一般为30°,锥角误差:外锥误差为α+1°;内锥误差为α-1°。
4)为保证弹簧夹头弹性,其材料一般采用65Mn,头部硬度为55~60HRC,弹性部分硬度为40~45HRC。
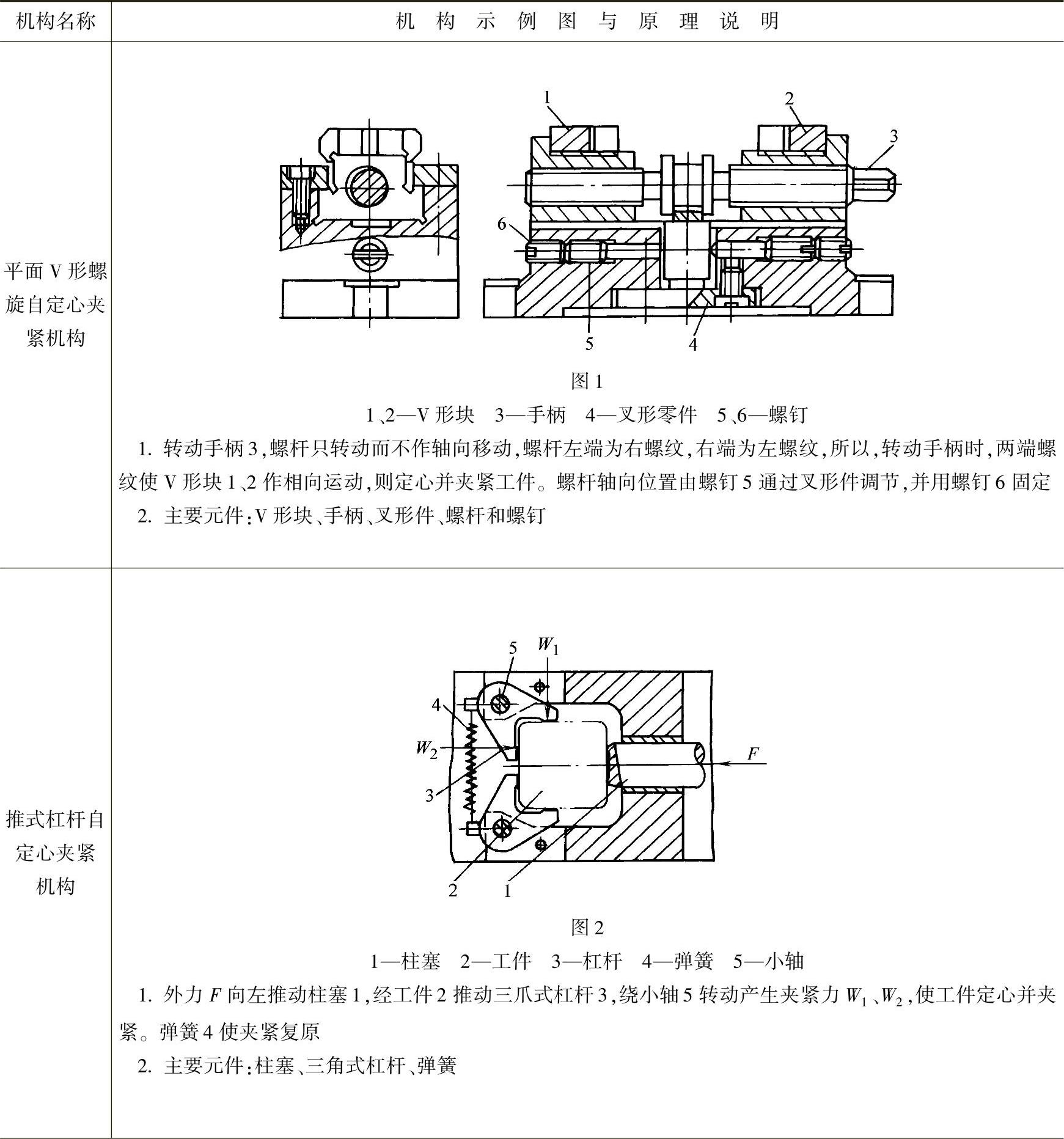
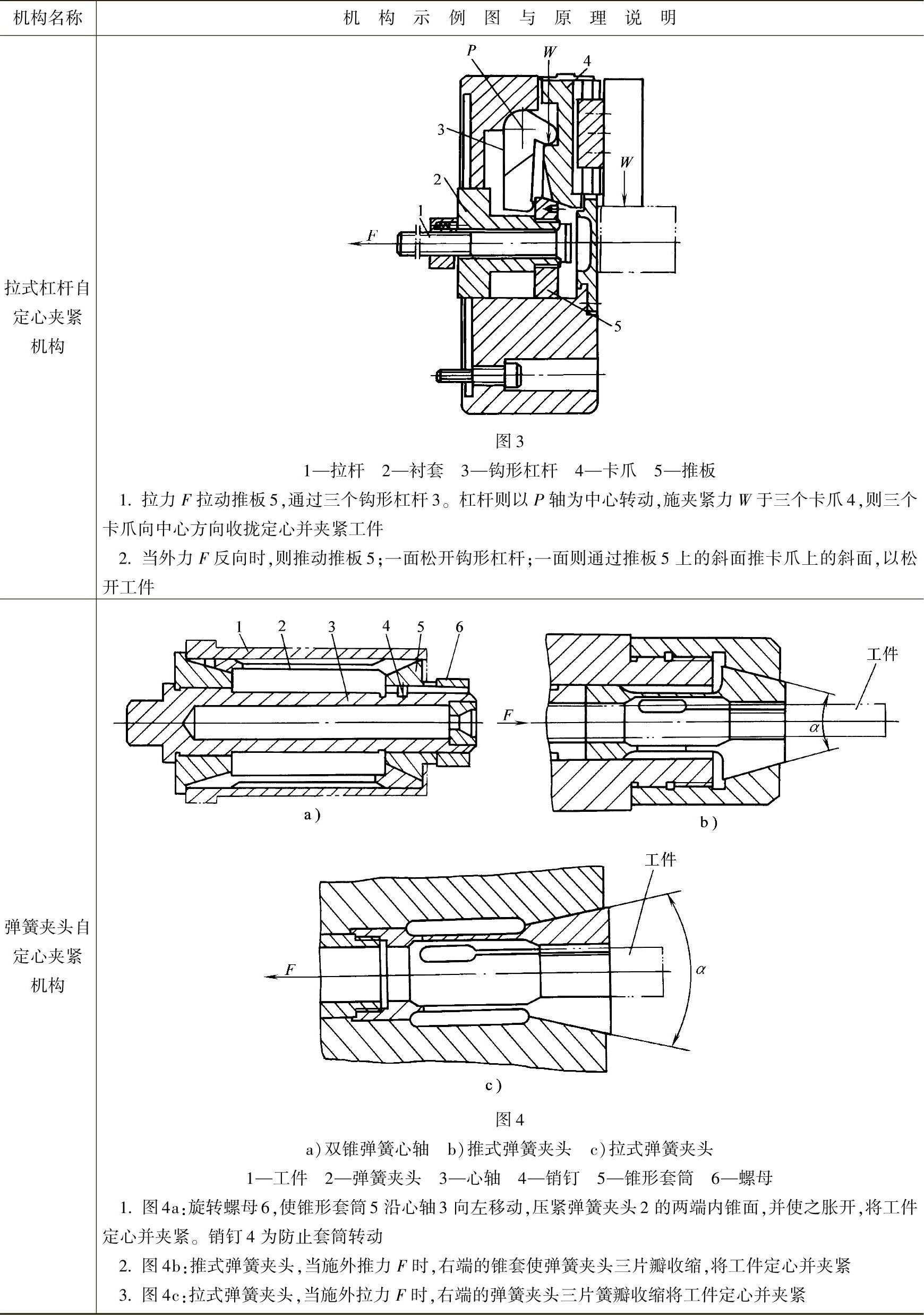
几种自定心夹紧机构的结构实例,见表4-23。
表4-23 自定心夹紧机构示例
(续)
(5)联动与动力夹紧机构
1)采用一个作用力同时或依次夹紧几个工件(一般为小件),或对一个工件(一般为大件)的不同部位进行夹紧的机构,称为联动夹紧机构。
2)动力夹紧机构是采用各种动力,如气动、液压、气-液联合、电力等,代替人力夹紧工件的机构。
这两种夹紧机构经常在自动化加工线上使用,但在单件生产的模具零件加工中很少使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







