分析、计算工件加工过程中的工序定位误差,既是设计加工工序、确定工序基准、工序尺寸与位置极限偏差的要求,也是进行夹具设计、选择夹具的技术基础。
按常用的工件平面、内孔和外圆三种定位方式,以及与其相应的各种定位基准进行分类分析、计算,并研究其误差计算原理与计算顺序,包括:分析其工艺定位基准,确定其可能产生的定位误差的形式、方向、误差的变动范围和误差值等。
1.工件以平面定位的定位误差计算
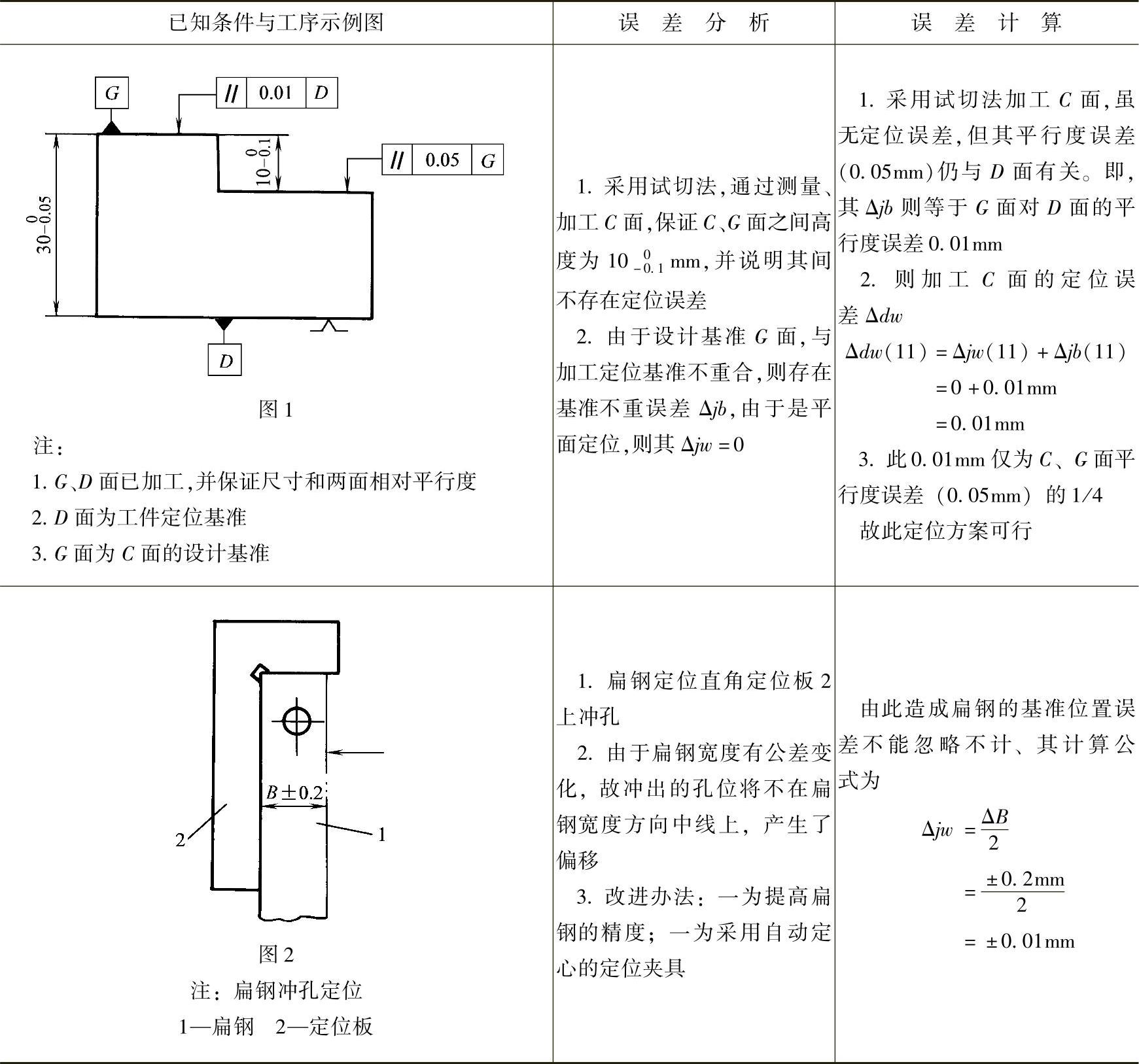
采用平面作为定位基准时,其基准位置误差主要取决于定位面的平面度与表面粗糙度,因此,采用毛坯作粗定位基准时,不允许重复使用;采用加工过的平面作定位基准时,基准位置误差可忽略不计。所以,其定位误差是由基准不重合引起的。基准不重合误差的大小为工序基准到定位基准之间的位置最大变动量,见表4-10。
2.工件以圆孔定位的定位误差计算
工件以圆孔定位于心轴外圆上,是一种常用的定位方式,可用以定位加工外圆柱面、与外圆柱面相邻的端面、外圆柱面上的环形槽或螺纹、外圆周面上的齿形或等分槽形,以及外圆柱面上的花键槽或单键槽等。
表4-10 工件以平面定位的定位误差计算
工件以圆孔定位于心轴外圆上,可视为以心轴轴心为工序定位基准。工件沿工序定位基准的工序尺寸方向上,因定位的原因所产生的最大变化范围,即为定位误差。因此,定位误差是由于定位圆孔和定位心轴外圆的制造误差引起的。其定位误差有以下几种情况:
1)当圆孔与定位心轴外圆采用H7/r6、H7/n6静配合时,如图4-9所示,则:
Δjb=0,Δjw=0
即不产生定位误差。就是说,其间若采用过盈配合,其定位精度是很高的。在加工外圆柱面时,其与轴心线的同轴度当然可以保证,但是这只能用于加工精度要求高的情况,因为工件装、卸将很不方便。
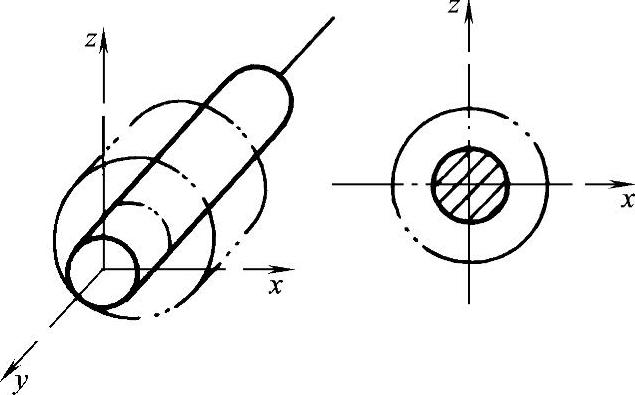
图4-9 工件的圆孔在过盈配合圆柱心轴上的定位
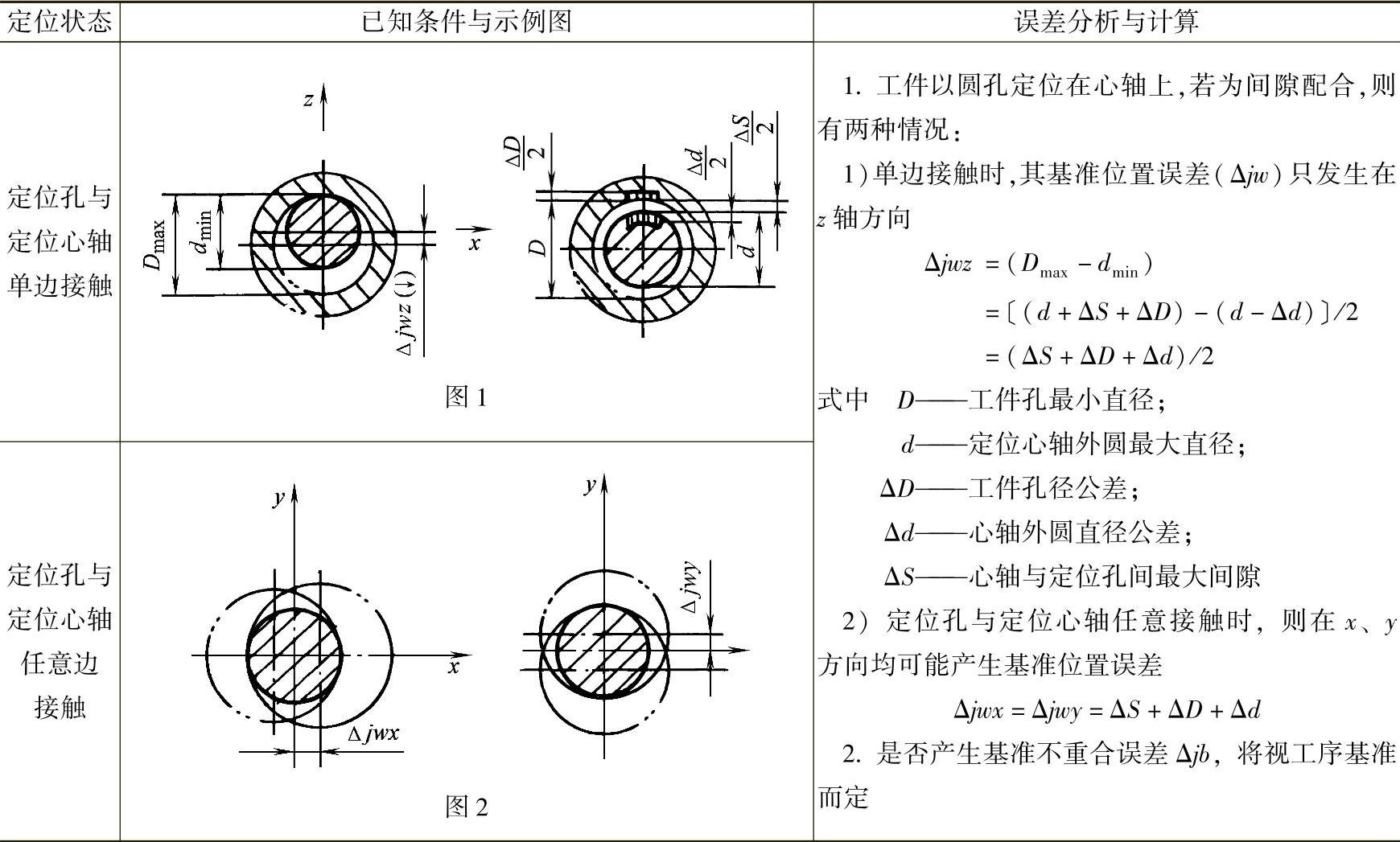
2)当圆孔与定位心轴采用间隙配合,如采用H7/h6、H7/g6、H7/f7时,将产生两种情况:其一,工序基准与轴心线定位基准统一时,只有基准位置误差引起的定位误差,而不产生基准不重合误差。例如,以工件圆孔定位于心轴外圆上加工工件外圆柱面或与其相邻端面。其二,若工序基准与轴心线定位基准不统一,如工件以工序基准——外圆下母线加工外圆上键槽,则将产生基准位置误差和基准不重合误差引起的定位误差。
以工件圆孔定位的误差分析、计算示例见表4-11。
表4-11 工件以圆孔定位的误差分析与计算
实例1 按图4-10所示的加工要求(见图4-10b)及其定位安装方法(见图4-10a),按表4-11所列工件以圆孔定位于心轴外圆的原理与公式,计算其基准位置误差,并判断能否达到加工精度要求。不计定位心轴的定位基准位置误差。
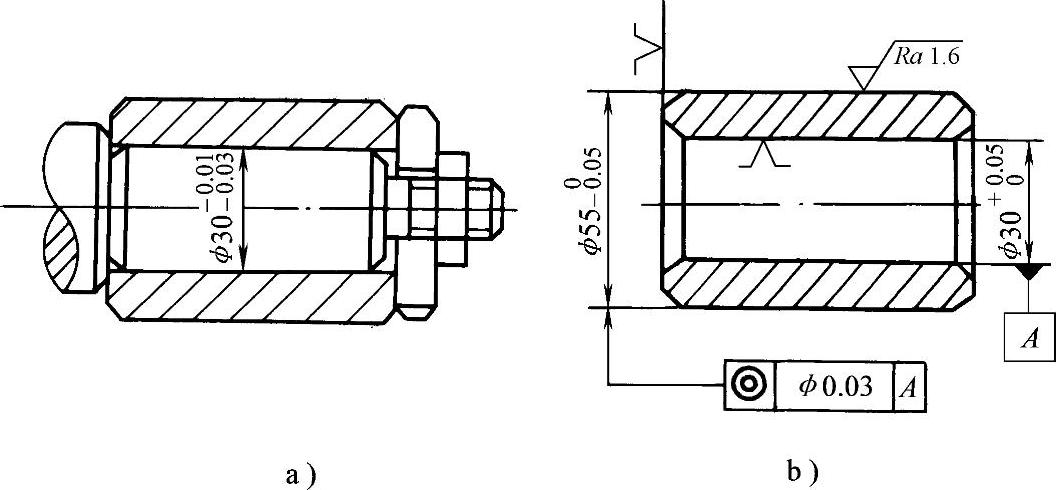
图4-10 导套外圆加工
a)工件装夹结构 b)工序图
设:
1)定位心轴水平装夹定位于车床主轴上。
2)导套以圆孔 mm、
mm、 mm端面定位于
mm端面定位于 mm定位心轴上,并与固定单边接触。故可采用Δjwz=ΔS+ΔD+Δd/2计算此题的工序基准位置误差。
mm定位心轴上,并与固定单边接触。故可采用Δjwz=ΔS+ΔD+Δd/2计算此题的工序基准位置误差。
其中:ΔS=圆孔下差-定位心轴上差=0-(-0.01)=0.01mm;
ΔD=工件孔径公差=0.05mm;
Δd=定位心轴外圆直径公差=0.02mm。
则其定位基准位置误差为

判断:由于Δjwz=0.04mm>0.03mm(加工同轴度要求),所以,不能满足全部工件加工要求。
实例2 级进冲模的步距精度是影响冲件形状、尺寸和位置精度的主要因素之一,而其步距精度是依靠导正销与导正孔的导正精度决定的。现计算导正销直径(d),以及因导正销位移可能产生的冲件尺寸与位置误差。
已知条件为:冲导孔的凸模直径(D)为ϕ8-00.015mm,材料厚度为2mm,冲导正孔后产生的最大的回弹量(S)为0.03mm,导正孔与导正销的最小间隙(ΔS)为0.03mm。(https://www.daowen.com)
由例题内容可知:
1)导正销——相当于定位心轴,直径为d。
2)凸模冲出的导正孔——相当于工件(冲件)上的定位基准圆孔,直径为D。
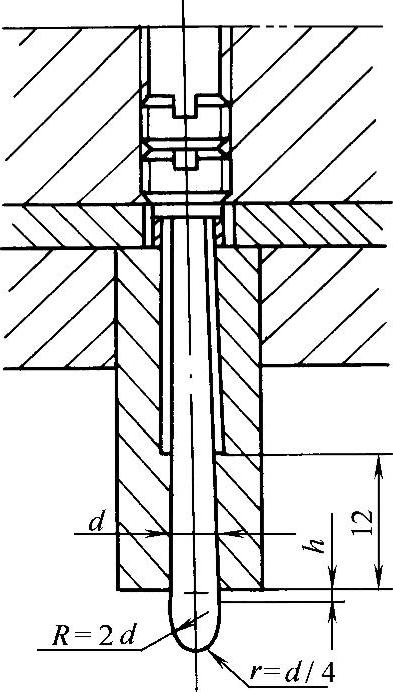
图4-11 导正销结构图
3)导正销装配结构如图4-11所示。冲导正孔的凹模孔设在凹模板与凸模相应的位置上。冲出的导正孔则在工件(冲件)载体、与步距相同的条料上。
根据分析,导正销直径应按下式计算,即
d=D-ΔD-ΔS-S
=8.05mm-0.015mm-0.03mm-0.03mm
=7.975mm
按基孔制h6选取的尺寸公差:Δd为0.009mm。
式中 ΔD——凸模冲出的导正孔公差,即凸模直径公差为0.015mm;
ΔS——导正销与导正孔间的最小间隙,根据已知条件为0.03mm;
S——冲孔后产生的回弹量,根据已知条件为0.03mm。
根据表4-11中所列导正孔与导正销中心线的位置误差,其中考虑导正孔冲孔后的回弹量,应按下式计算,即
根据结果,则d=7.975-00.009mm
Δdw=Δjw+Δjb=0.042mm
显然,Δdw计算结果中未计算Δjb,而实际上Δjb有可能存在。冲压加工与机加工一样,由于定位基准位置误差和基准不重合误差引起的定位误差是可能的。
此例中,凹模孔与凸模一般是通过装配、调整和试冲对正的,要求其配合间隙均匀,级进步距精确,检查试件形状、尺寸、位置精度能满足冲件技术要求。但是,由于凸模与导正销装配时,它们都存在加工误差和步距要求的间距误差,从而使导正销与冲件的载体一条料上由凸模冲出的导正孔在级进冲压中,也可能产生基准不重合误差。但本例中已经明确不计基准不重合误差。
3.工件以外圆定位的定位误差计算
工件以外圆为定位基准时,有三种定位形式和定位元件,见表4-7中图12,图13,图14,即V形块、定位套筒和半圆形定位座。
现以圆柱体外圆定位于V形块上为例,演示其定位误差的分析与计算。从表4-9中图2可知:
1)V形块以两对称斜面为定位支承面。
2)工件以外圆为定位基准,可视其以轴心线或中心点为定位基准。
3)V形块是对中定位元件,尽管工件直径变化,但其轴线或圆心总是位于V形块两斜面中间的对称平面上。所以,在其x轴线方向上,不存在基准定位误差。即
Δjw(x)=0
在此基础上,圆柱体以外圆定位于V形块上的定位误差及其计算,见表4-12。
表4-12 工件以外圆定位的定位误差计算
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







