1.定位误差及其产生的原因
由于工件定位基准与夹具定位元件上的定位基准制造时产生的制造误差,或由于工件安装于机床工作台上进行检测找正零件定位基准时产生的误差,将导致在加工时产生工件加工工序基准与定位元件上的定位基准不重合误差(Δjb)和工件定位基准位置移动的误差(Δjw)。其和(Δjb+Δjw)即为定位误差(Δjd)。用下式表示
Δjd=Δjb+Δjw
所以,定位误差是由于定位的原因,在沿工件加工工序基准面至加工面方向的工序尺寸上加工时,可能产生的最大变动范围,见表4-8。
2.基准不重合误差与基准位移误差
(1)基准不重合误差
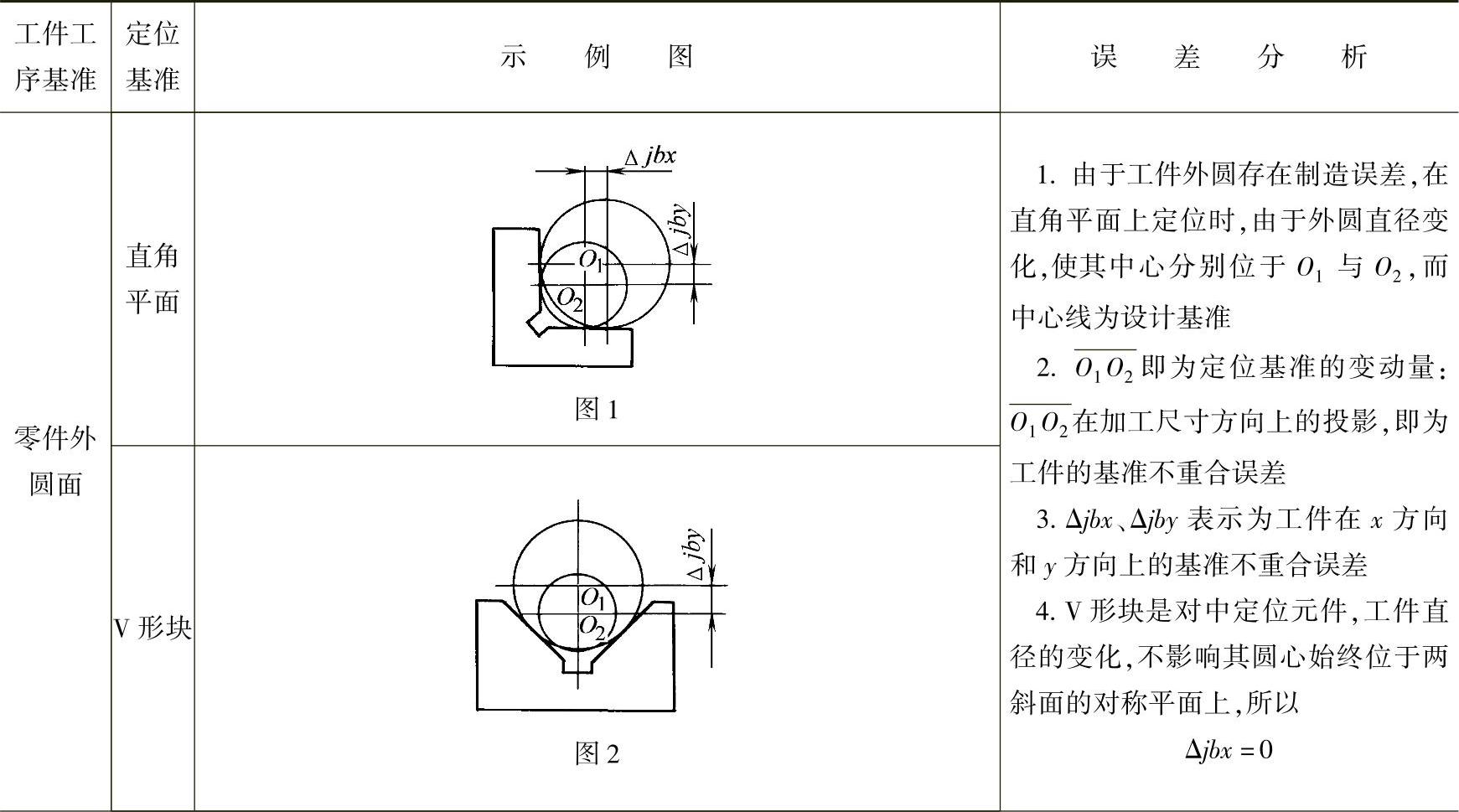
1)假设刀具相对于定位基准不变,若工件定位基准面的制造误差为“0”,如表4-8图1中的O1与O2重合,或工件加工工序定位基准和设计基准完全重合,如表4-8图2中的工件内孔与心轴外圆的中心重合,并以内孔中心线为定位基准,则不存在基准不重合误差。
2)实际上工序基准与设计基准不可能都重合,工件定位基准面的制造误差也不可能为“0”,同时还与定位方式有关。在此情况下,基准不重合误差在以平面、内孔、外圆三种定位方式中,都可能存在。
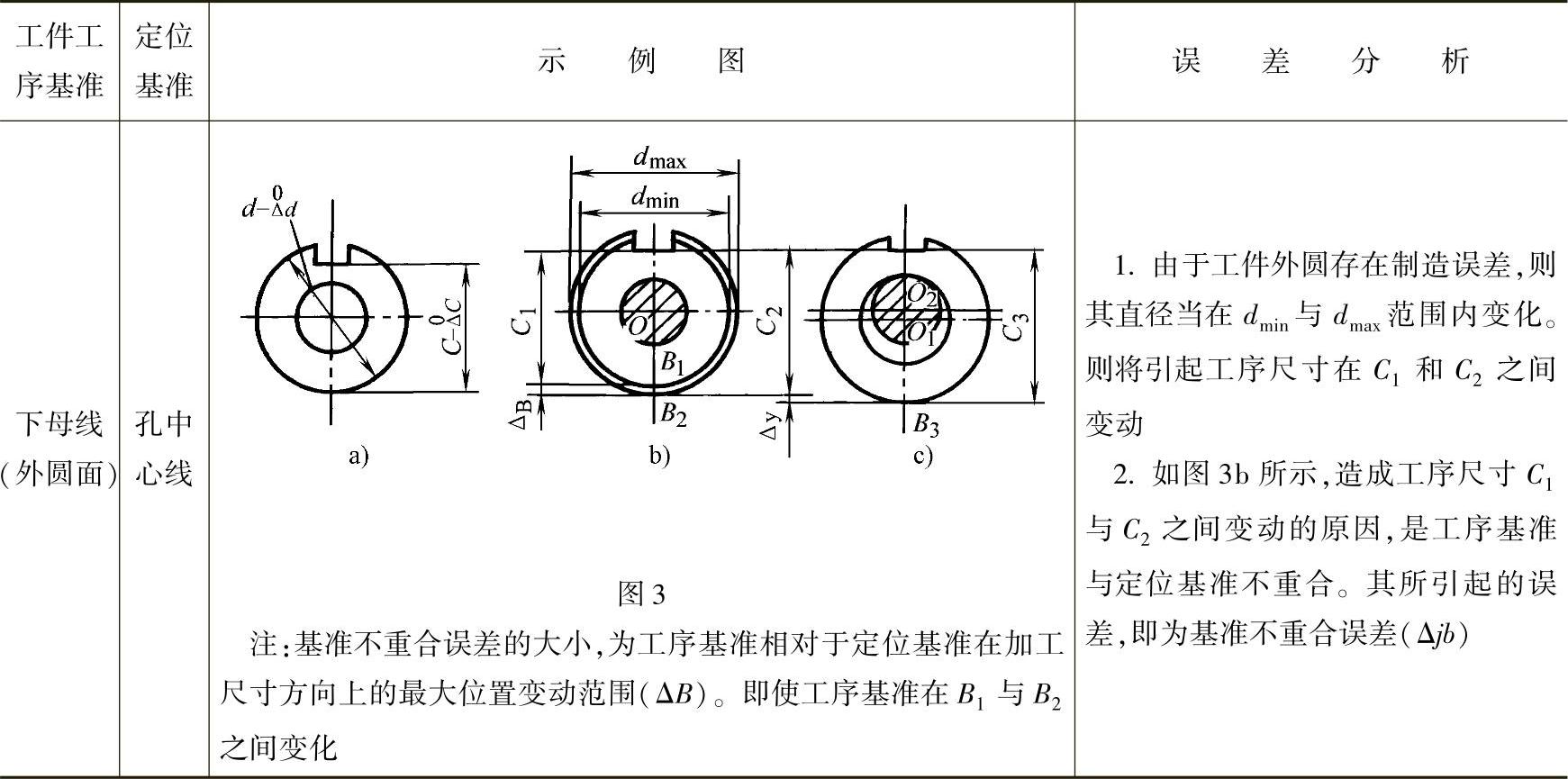
基准不重合误差分析见表4-8。
表4-8 基准不重合误差分析(www.daowen.com)
(续)
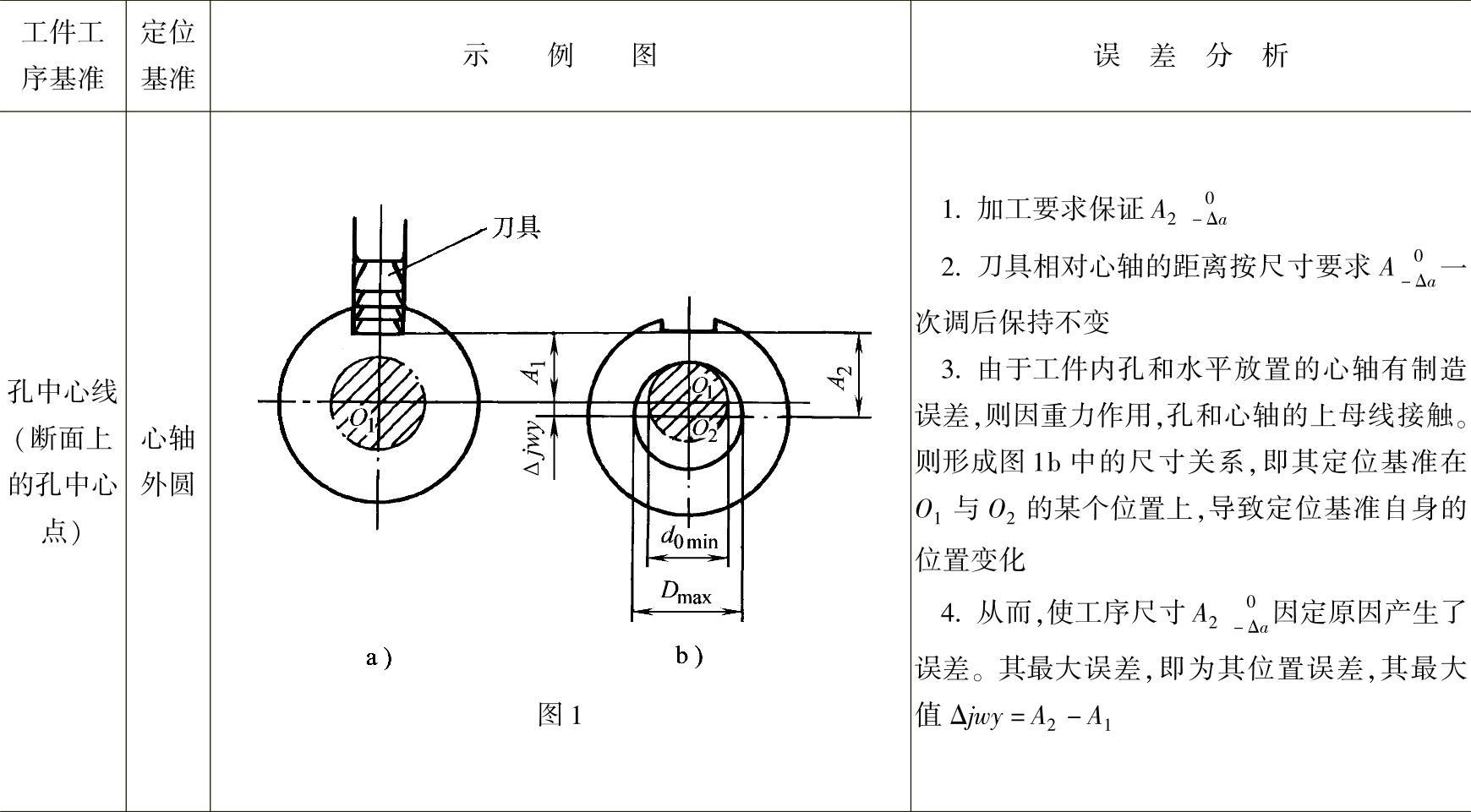
(2)基准位置移动误差 工件在安装时,其定位基准本身位置变动所引起的定位误差称为基准位置误差。
若工件定位基准与夹具中的定位基准都没有制造误差,或两者的定位基准完全重合,如工件以内孔定位,以心轴外圆为定位基准,其间采用静配合,则其定位基准将不存在位置移动误差。而实际上,工件定位基准与夹具定位元件总是存在制造误差的,也不可能均采用内孔与心轴外圆的静配合定位,为装卸工件方便多采用间隙配合。所以,工件安装时,产生基准位置误差常是不可避免。关键是如何控制其基准误差在允许范围内。关于基准位置误差分析见表4-9。
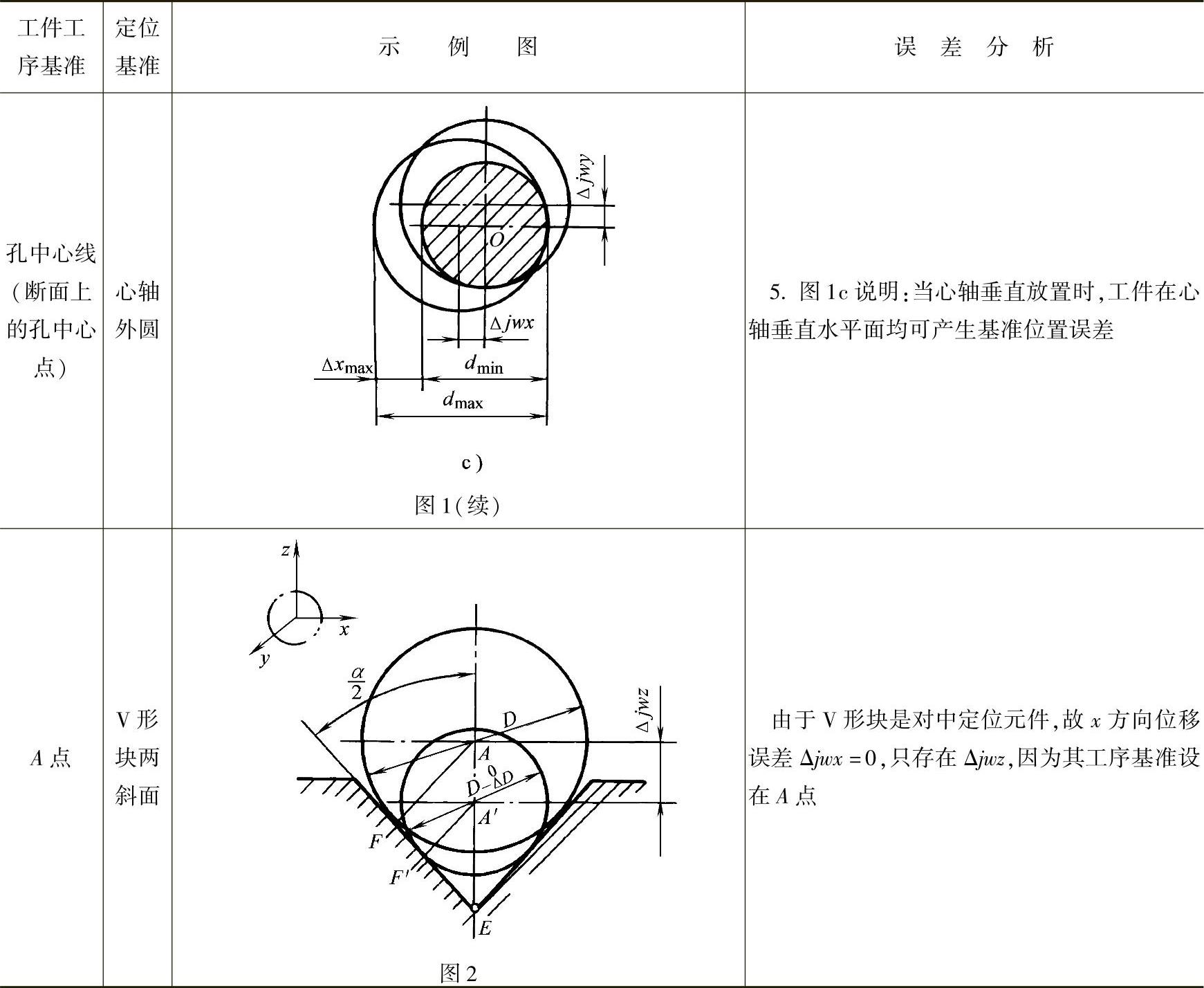
表4-9 基准位置误差分析
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





