【摘要】:所以,分析、总结工件安装于夹具中的常用定位方式、定位元件及其定位作用,对设计、编制零件制造工艺规程,具有重要意义。表4-6 零件在夹具中的定位方式3.工件定位元件及其作用根据六点定位原理,工件安装于夹具中的常用定位方式、定位面状态与应限制的各个方向的自由度,设置相应数量的支承。
工件安装于夹具中或机床工作台上,都须遵循六点定位原理和定位的基本方式,都不应产生欠定位或过定位。其区别主要在于以下三方面:
1)夹具多用于工件成批量加工,因此要求其定位基准面精密、耐磨,经多次定位安装而不失精。
2)夹具在机床上须精密定位。工件定位安装在夹具中,一般无需找正基准,即能达到加工精度要求。
3)安装于模具成形件的单件、成形加工的专用夹具中时,工件须经多次定位安装,才能进行二维或三维型面的加工。因此,其加工基准的选择与加工精度都将受到影响。
所以,分析、总结工件安装于夹具中的常用定位方式、定位元件及其定位作用,对设计、编制零件制造工艺规程,具有重要意义。
2.工件的定位方式
工件在夹具中的定位方式与零件的形状、尺寸和位置精度有关,见表4-6。
表4-6 零件在夹具中的定位方式
3.工件定位元件及其作用
根据六点定位原理,工件安装于夹具中的常用定位方式、定位面状态与应限制的各个方向的自由度,设置相应数量的支承。这些支承就是具有定位作用与结构合理的零件或组件,被称为定位元件。
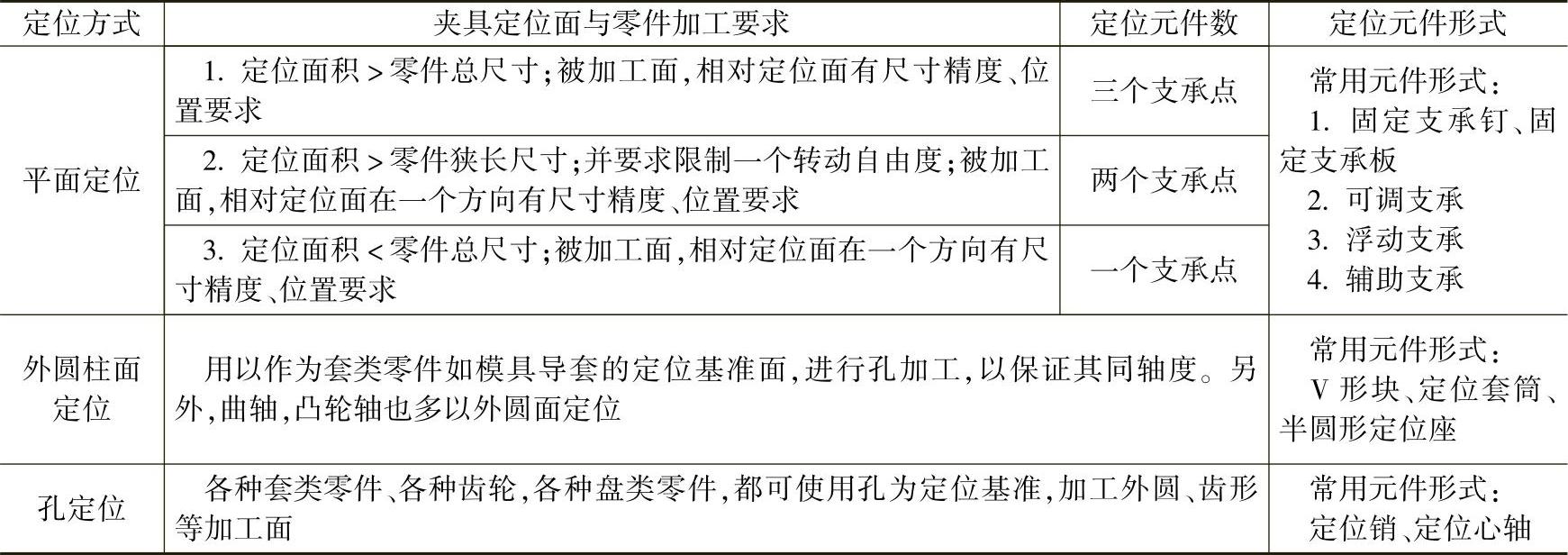
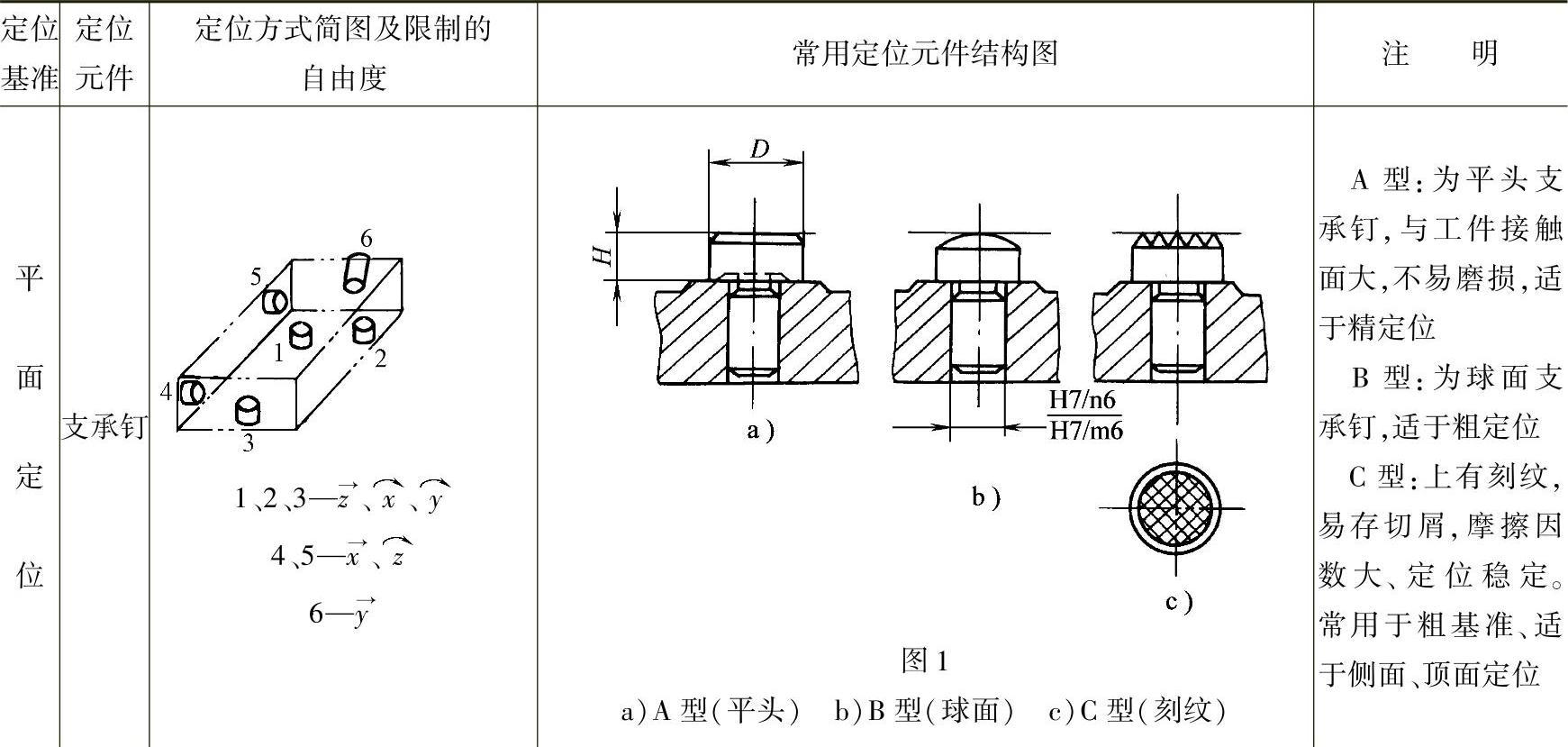
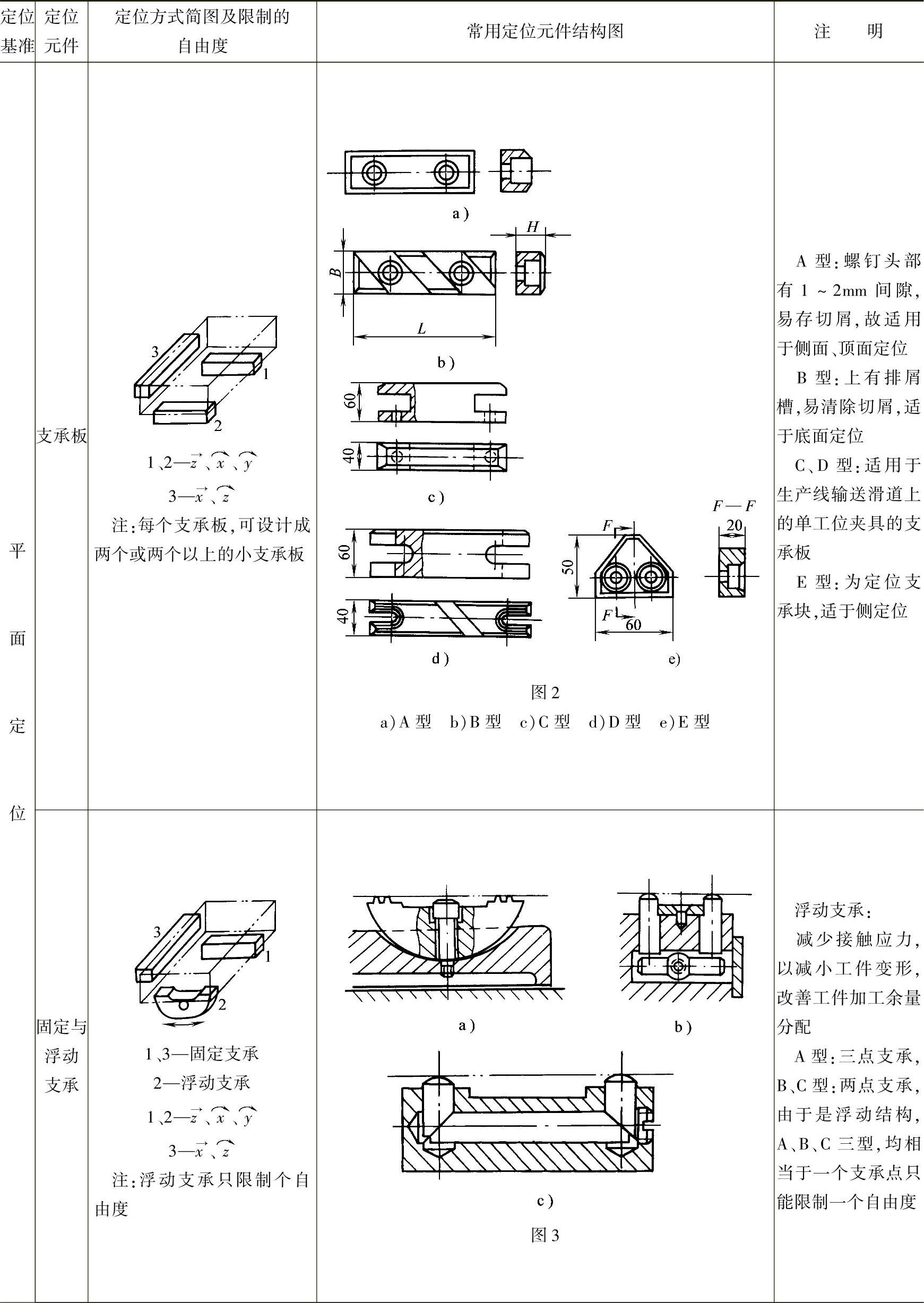
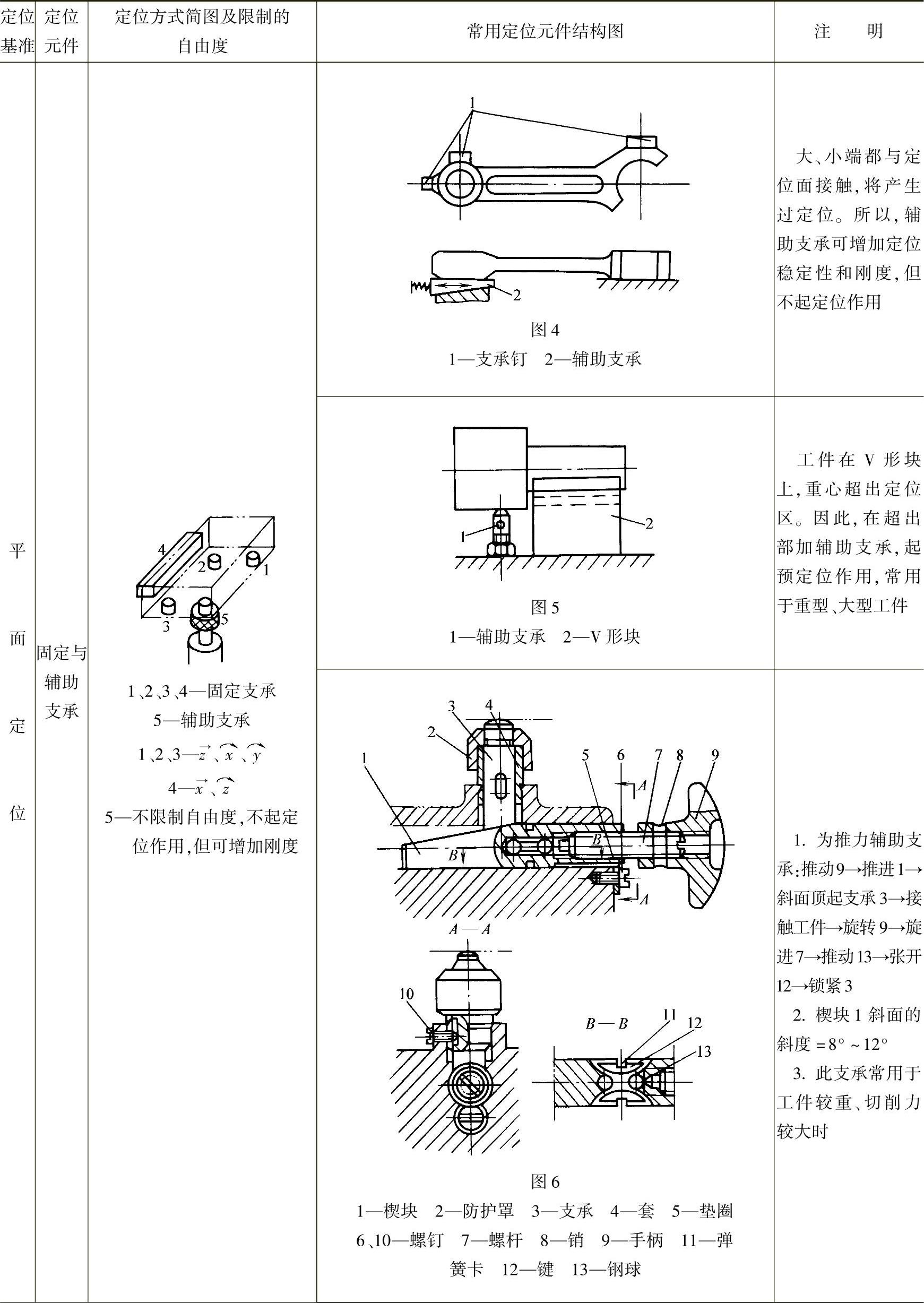
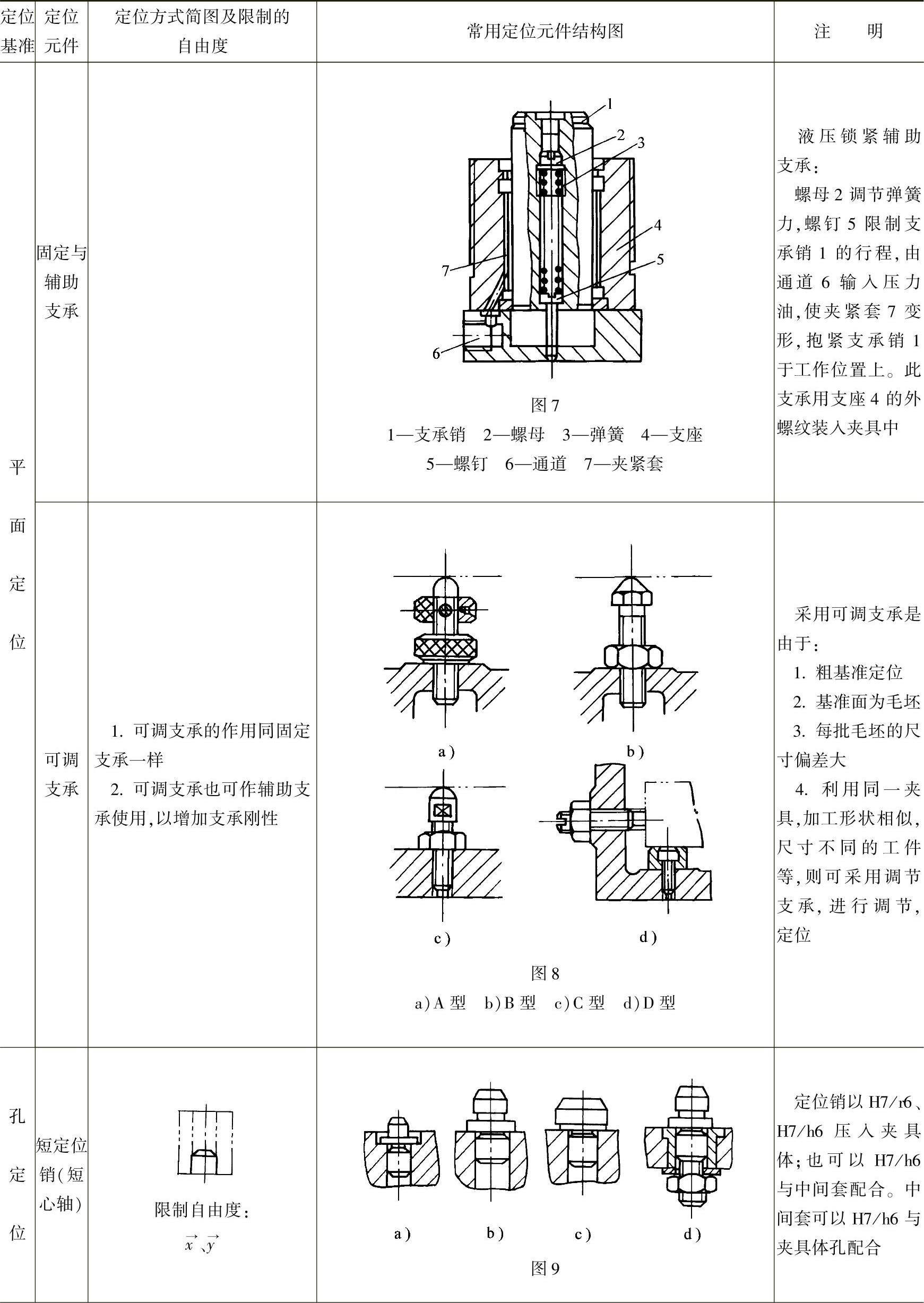
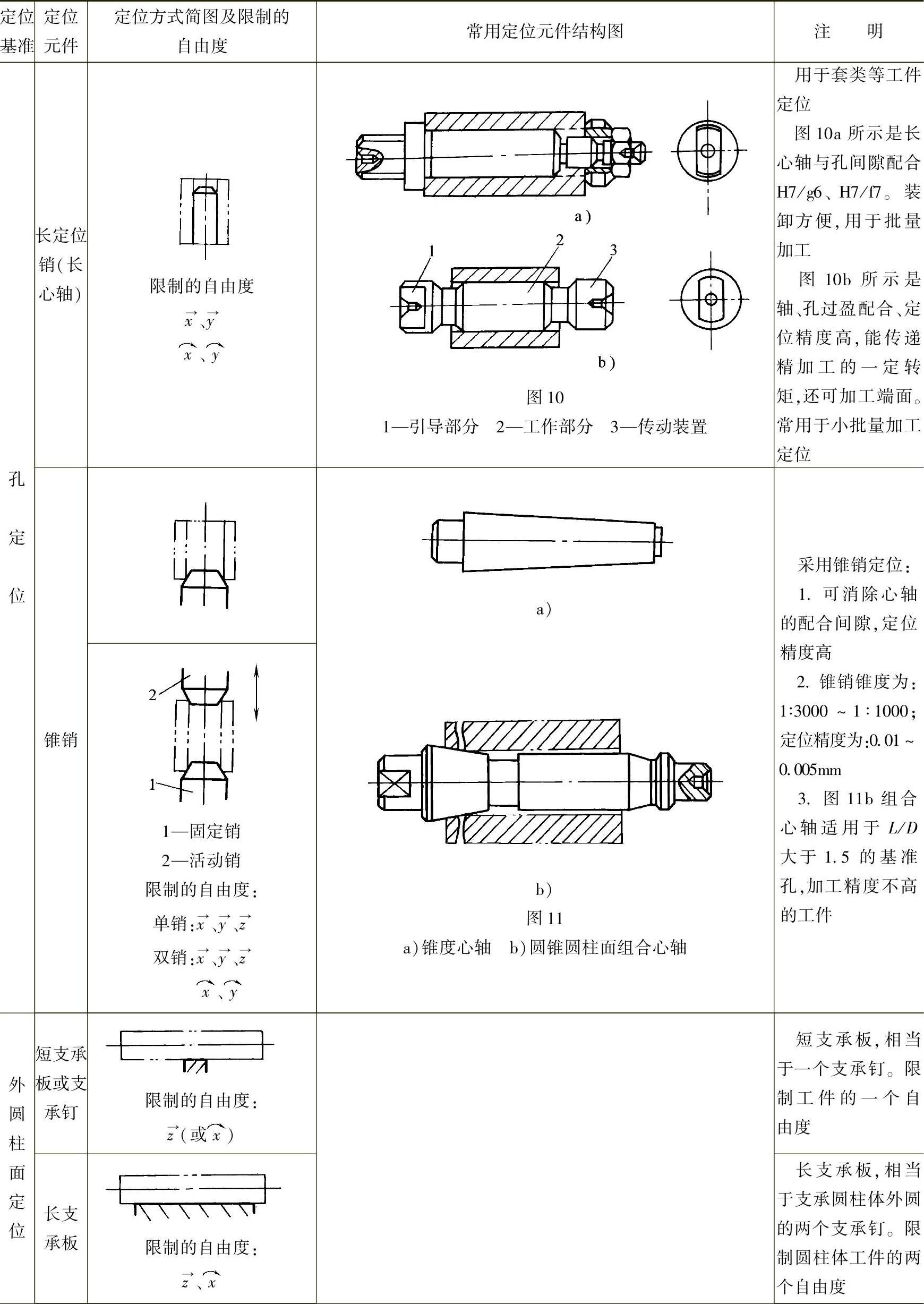
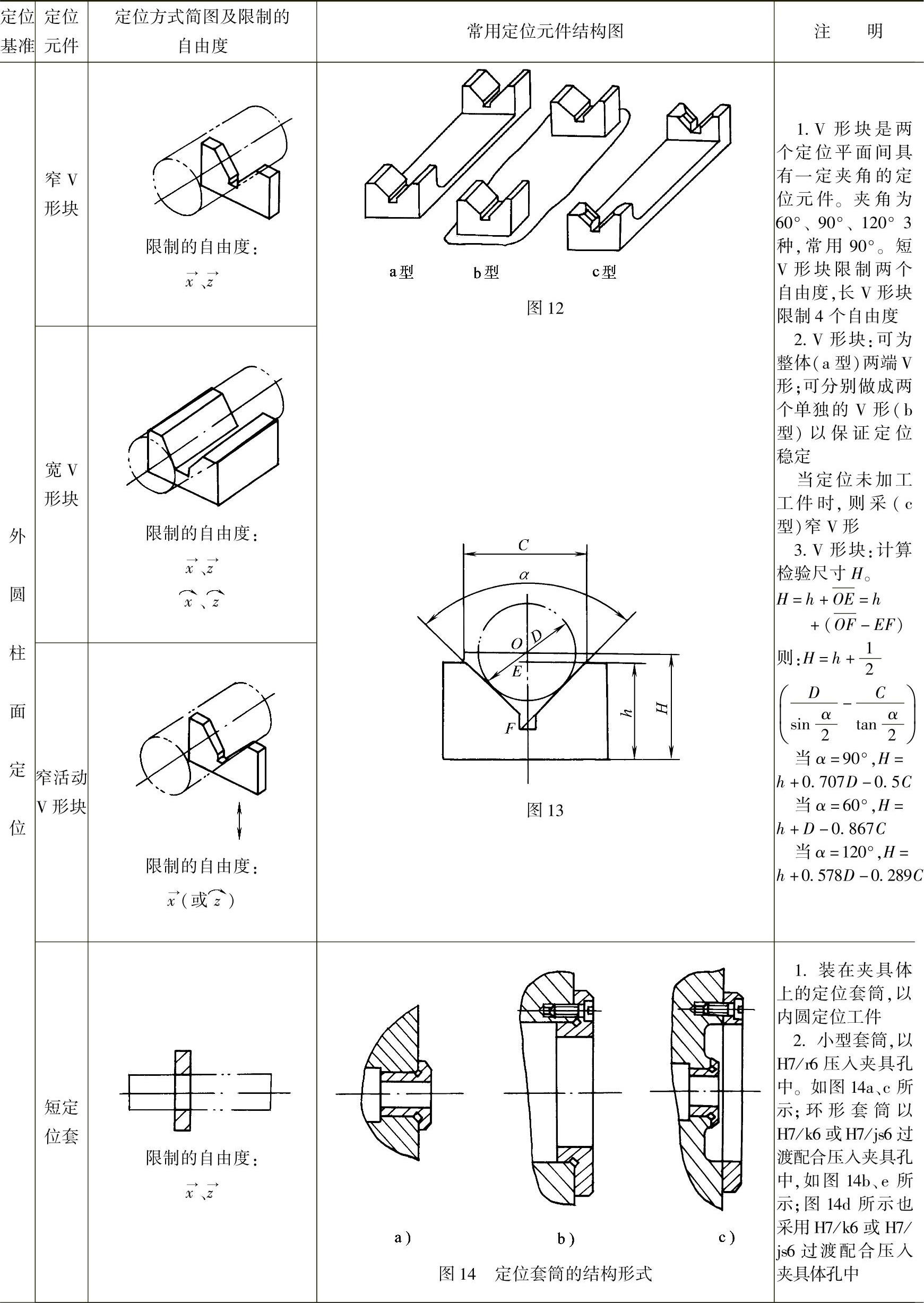
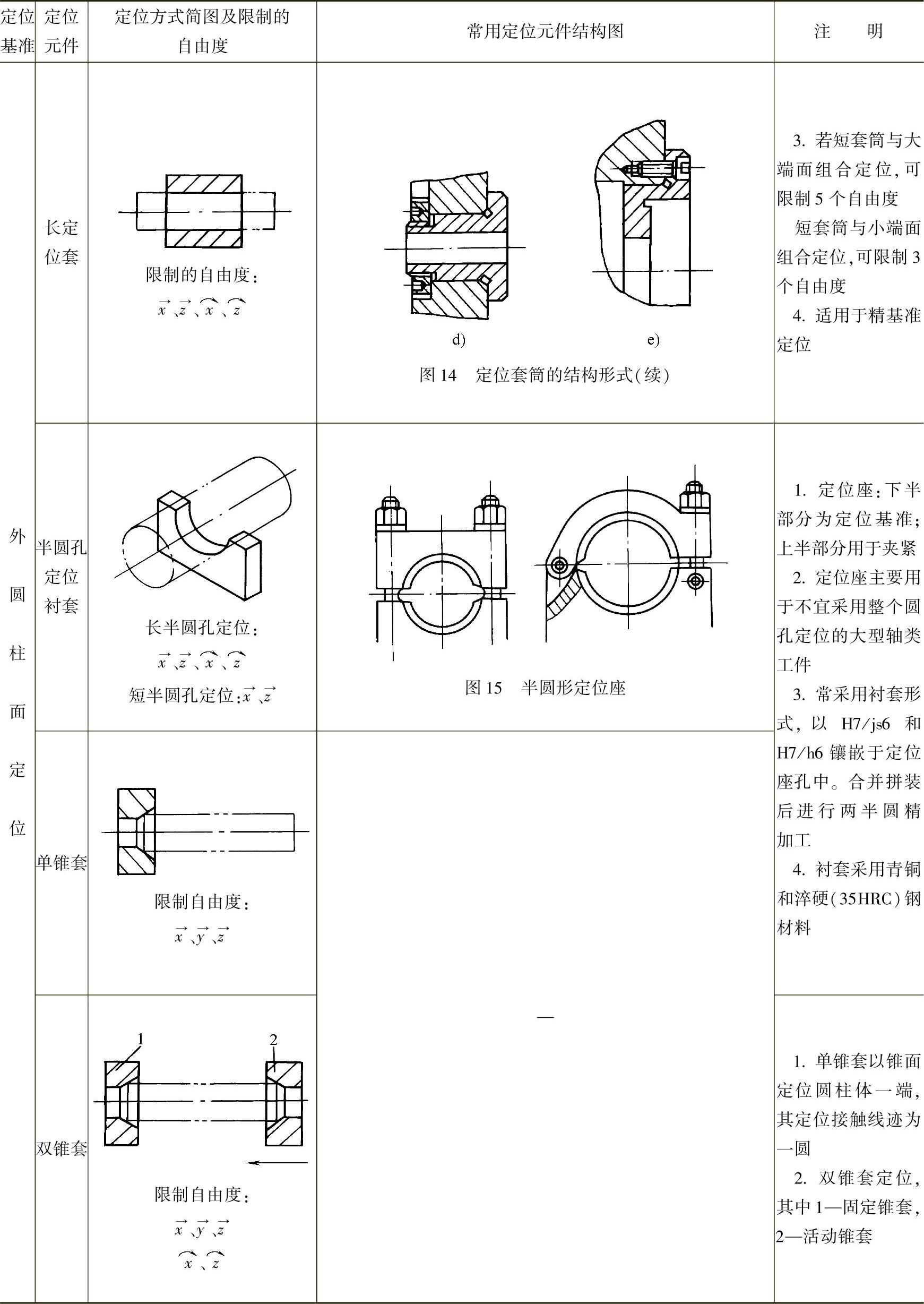
工件在夹具中的定位基准、定位方式、定位元件及其所限制的自由度和常见的结构形式,见表4-7。
表4-7 夹具中工件的定位元件及其作用(www.daowen.com)
(续)
(续)
(续)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





