
冲件的断面与外观质量,塑件、压铸件、玻璃制品等制件的外观质量,均取决于成形面加工质量,其主要质量指标为表面粗糙度参数Ra(μm)。
1.各种加工方法可达到的Ra值
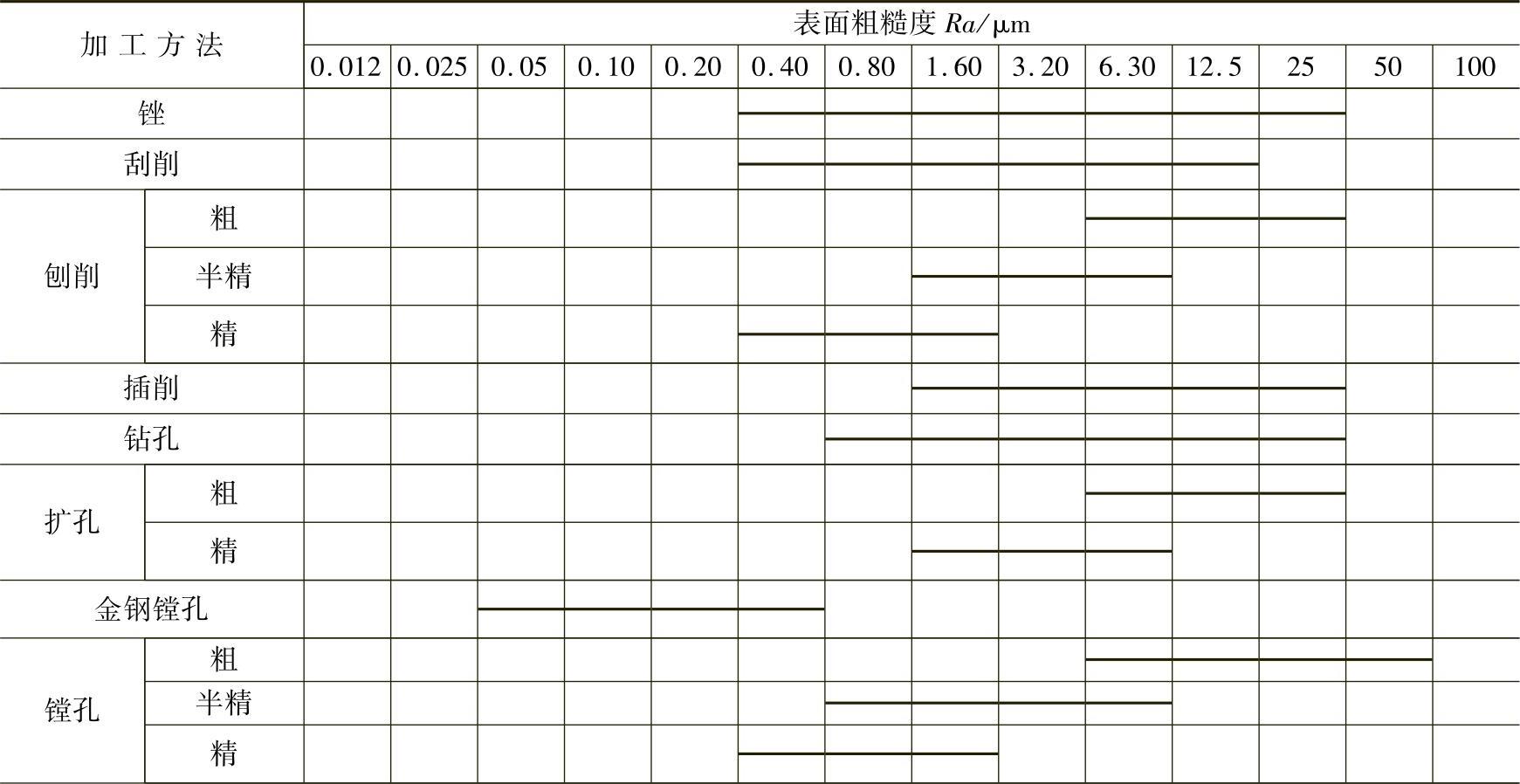
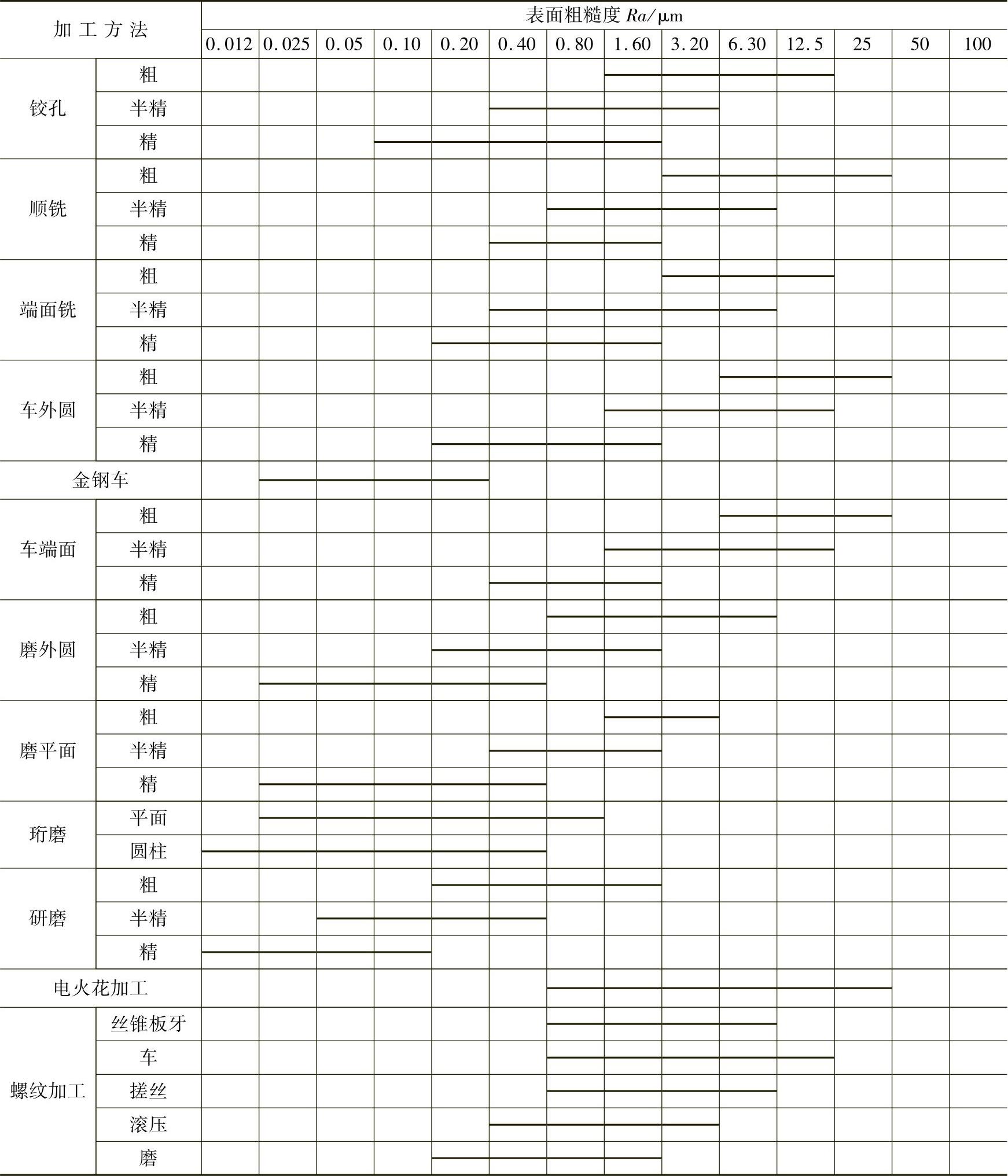
机械加工、电火花加工是进行模具成形件粗加工、精加工的主要方法。精加工后的研、抛作业,是降低表面粗糙度的主要工艺方法。表3-16所列是常用加工方法可达到的表面粗糙度Ra值。
表3-16 不同加工方法可能达到的表面粗糙度(Ra值)
(续)
表面粗糙度标准有:
(1)表面粗糙度 参数及其数值见标准GB/T 1031—2009。
(2)表面粗糙度比较样块 磨、车、镗、铣、插及刨加工表面见标准GB/T 6060.2—2006,电火花加工表面见标准GB/T 6060.3—2008,抛光加工表面标准见GB/T 6060.3—2008,抛(喷)丸、喷砂加工表面见标准GB/T 6060.3—2008。
(3)产品几何技术规范表面结构 轮廓法评定表面结构的规则和方法见标准GB/T10610—2009。(www.daowen.com)
2.塑料模成形件型面粗糙度等级与加工方法
塑料制品在家电、汽车等行业应用极为广泛,其表面粗糙度要求很高,已经成为塑件质量的主要指标之一。因此,制订模具成形件的表面粗糙度标准,规定其加工方法,对用户和模具厂都十分重要,见表3-17。
表3-17 模具成形件表面粗糙度与加工方法
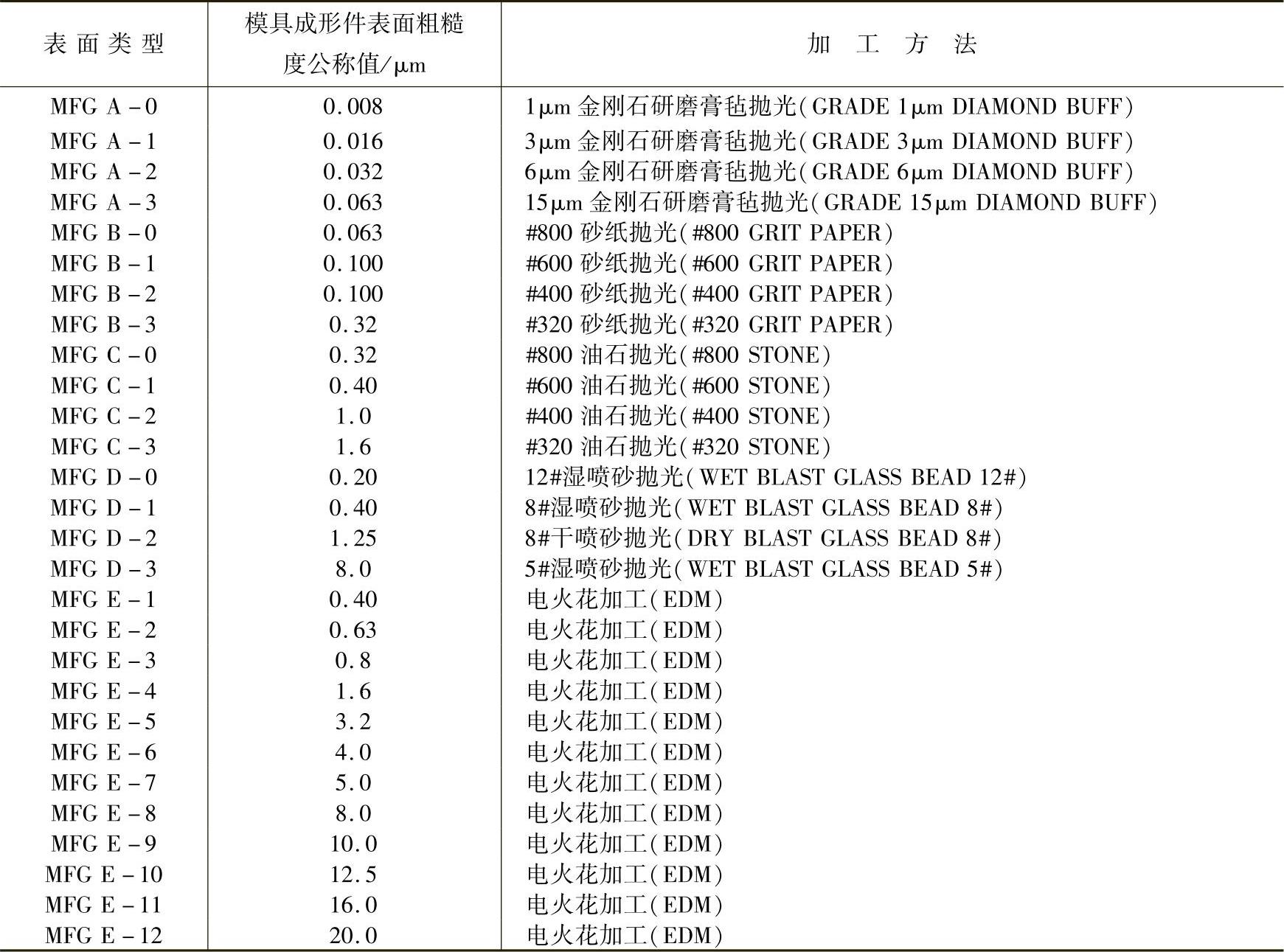
注:1.A、B、C、D、E分别代表五种加工方法。
2.0、1、2、3分别表示每种方法可达到的表面粗糙度的4个等级。
3.MFG为MouLD FiNish compaRiSON GuiDE的缩写。
4.模具成形件表面粗糙度公称值,是根据采用各种不同加工方法和不同规格研究、抛光材料所能达到的最佳程度,并经采用优先数处理获得的公称百分率为+12%,-17%(此公称百分率则参考GB/T 6060.3—2008标准制订)。
5.表面粗糙度的评定方法,可根据表3-17所列数值和方法制作成专用样板供比较测量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





