【摘要】:因此,压铸件的结构要素包括形状、尺寸公差,压铸件的批量,这是确定、控制模具精度等级,及其构件尺寸公差的主要依据。表1-20 按压铸件公差所推荐的模具制造公差 注:表内公差适用于型腔、型芯尺寸。表1-25 圆形芯脱模斜度2.压铸模的装配精度在分型面上,定、动模镶块的平面须分别与定、动模板齐平。
1.压铸件与压铸模的精度
压铸模用于高温条件下、使有色、黑色液态金属在模具型腔内冷却,凝固成合格的压铸件。因此,压铸件的结构要素包括形状、尺寸公差,压铸件的批量,这是确定、控制模具精度等级,及其构件尺寸公差的主要依据。
经过长期实践积累建立以下经验公式:
Δ=(1/4~1/5)Δ′
式中 Δ——型芯、型腔的形状尺寸公差值(mm);
Δ′——压铸件的形状尺寸公差值(mm)。
根据此经验公式、在实验的基础上,建立了压铸模成形件的形状尺寸、角度与锥度和脱模斜度等结构尺寸公差的规范,见表1-20~表1-25。
表1-20 按压铸件公差所推荐的模具制造公差 (单位:mm)

注:表内公差适用于型腔、型芯尺寸。
Δ′——模具制造公差。
Δ——铸件公差。
表1-21 成形部位未注公差尺寸的极限偏差 (单位:mm)

表1-22 成形部位转接圆弧未注公差尺寸的极限偏差 (单位:mm)
 (https://www.daowen.com)
(https://www.daowen.com)
表1-23 成形部位未注角度和锥度公差

注:锥度公差按锥体母线长度决定;角度公差按角度短边长度决定。
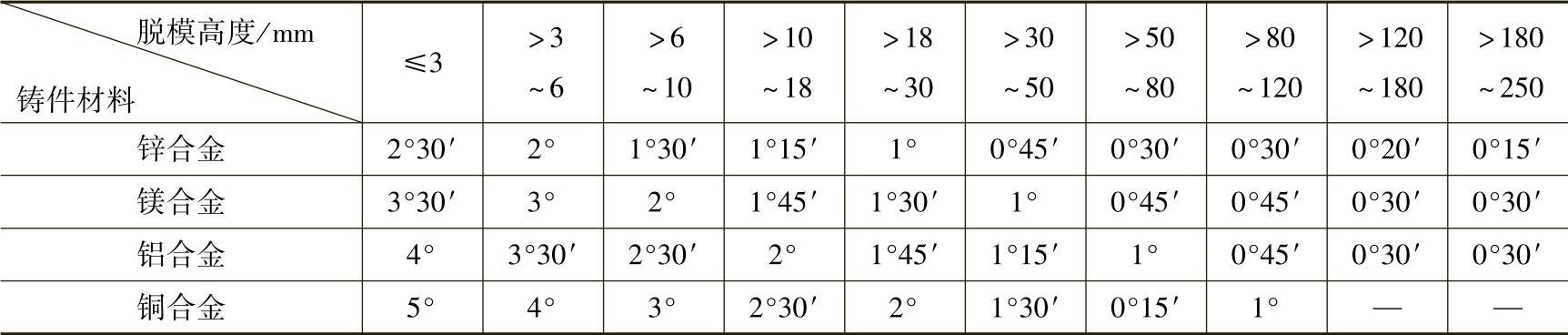
表1-24 脱模斜度

注:文字符号的脱模斜度,一般取10°~15°,当图样中未注起模斜度方向时,按减小铸件壁厚方向制造。
表1-25 圆形芯脱模斜度
2.压铸模的装配精度
在分型面上,定、动模镶块的平面须分别与定、动模板齐平。允许高出量δ≤0.05mm;合模后的分型面须紧密贴合、允许的间隙值≤0.05mm(排气槽除外)。详见表1-26和表1-27。
表1-26 模具分型面对定、动模座板安装平面的平行度 (单位:mm)

表1-27 导柱、导套对定、动模座板安装平面的垂直度 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




