【摘要】:表1-15 常用塑件尺寸公差 塑料注射模型芯和型腔的设计与制造公差一般为塑件尺寸公差的1/4,即注:根据经验,。表1-16 塑料注射模分级指标模架分型闭合面贴合间隙值Ⅰ级:0.020mmⅡ级:0.030mmⅢ级:0.040mm模架主要模板组装后基准面移位的偏差值Ⅰ级:0.020mmⅡ级:0.040mmⅢ级:0.060mm成形部位的尺寸公差与脱模斜度见表1-17~表1-19。
1.塑件及其尺寸精度
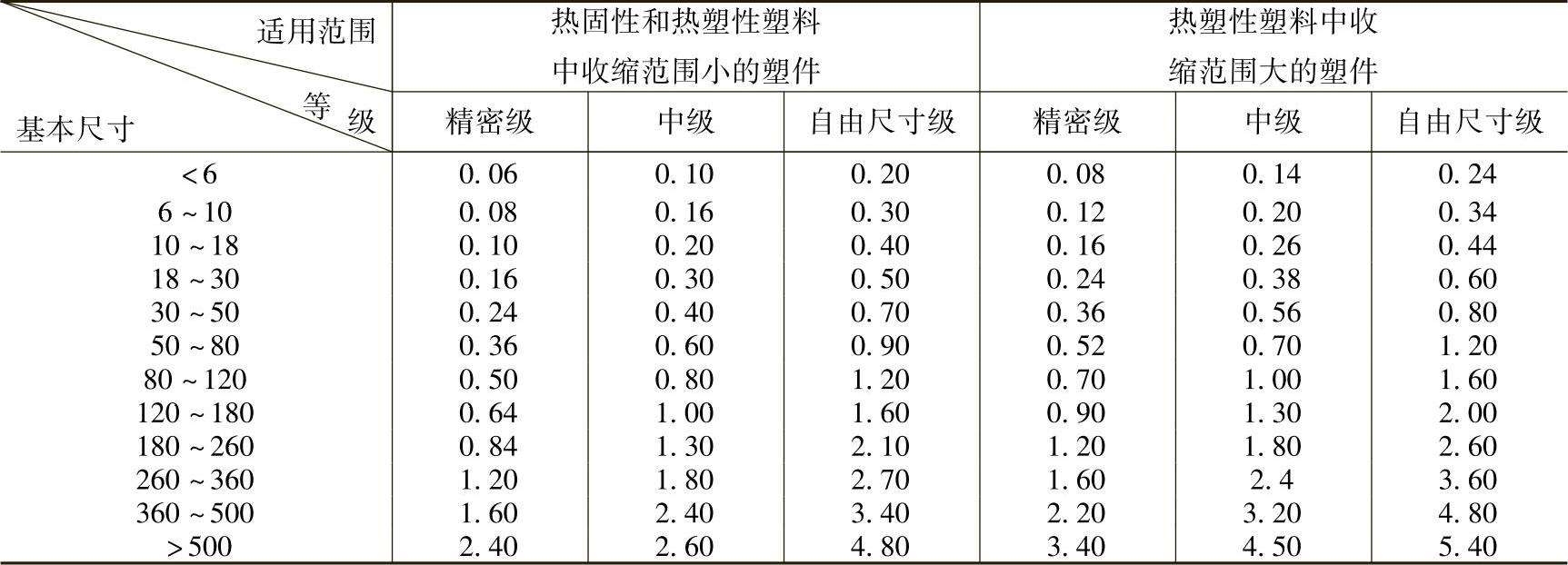
塑件材料性能(如收缩率等)及其形状尺寸精度,是设计塑料注射模型芯、型腔型面结构尺寸与公差的主要依据。常用塑件尺寸公差见表1-15。
表1-15 常用塑件尺寸公差 (单位:mm)
塑料注射模型芯和型腔的设计与制造公差一般为塑件尺寸公差(见表1-15)的1/4,即
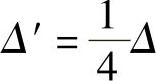
注:根据经验,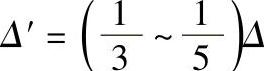 。
。
2.塑料注射模的精度
(1)精度等级 根据GB/T 12556—2006精度分为Ⅰ级(合格),Ⅱ、Ⅲ级(优等品)。其指标见表1-16。
表1-16 塑料注射模分级指标

(2)模架分型闭合面贴合间隙值
Ⅰ级:0.020mm
Ⅱ级:0.030mm
Ⅲ级:0.040mm
(3)模架主要模板组装后基准面移位的偏差值(www.daowen.com)
Ⅰ级:0.020mm
Ⅱ级:0.040mm
Ⅲ级:0.060mm
(4)成形部位的尺寸公差与脱模斜度见表1-17~表1-19。
表1-17 成形部位转接圆弧未注公差尺寸极限偏差 (单位:mm)

表1-18 成形部位未注角度和锥度公差

表1-19 成形部位单边脱模斜度
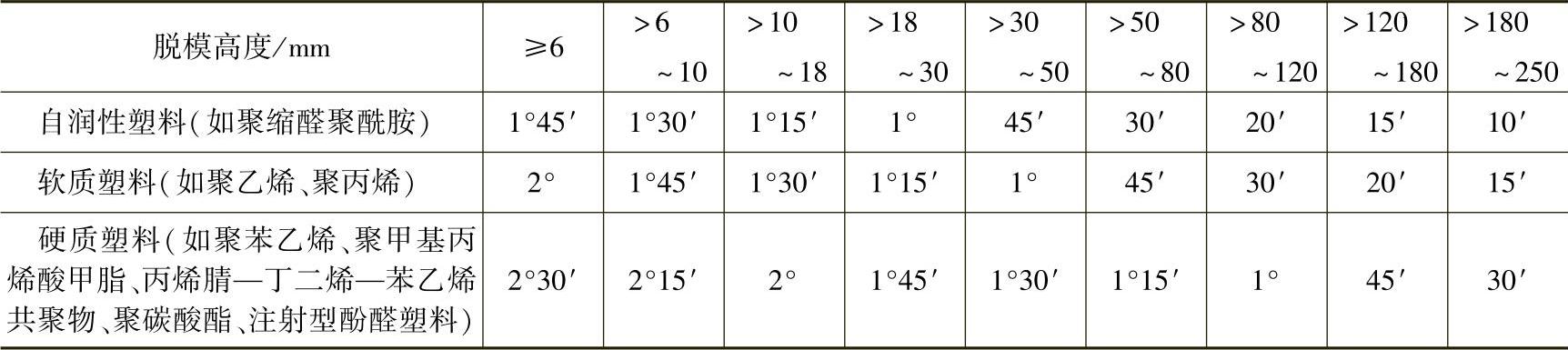
注:1.文字、符号的单边脱模斜度取10°~15°。
2.成形部位有装饰纹时,单边脱模斜度可大于表列数值。
3.塑件上的凸起或加强肋的脱模斜度,应大于2°。
4.表列塑料,若填充玻璃纤维等增强材料时,其脱模斜度需增大1°。
5.塑件上有数个圆孔或格状栅孔时,单边脱模斜度应大于表列数值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






