1.落料与锯管
落料前应检查线管质量,有裂缝、塌陷及管内有锋口或杂物等时均不能使用。应按两个接线盒之间为一个线段,根据线路弯曲转角情况来决定用几根线管接成一个线段和确定弯曲部位,然后按需要长度锯管。一个线段内应尽可能减少管口的连接接口。
线管切割可使用钢锯、管子割刀或电动切割机,严禁使用气割。
钢管一般都用钢锯锯削。下锯时,锯要扶正,向前推动时适度施加压力,但不得用力过猛,以防折断锯条。钢锯回拉时,应稍微抬起,减少锯条磨损。在割据时为防止钢锯发热需要在锯口上加注润滑油。管子将要锯断时,要放慢速度,使断口平整。锯断后用半圆锉锉掉管口内侧的棱角,以免穿线时割伤导线。
硬塑料管一般采用管子割刀,因为用管子割刀割断的管子切口比较整齐,割断速度也比较快,但在使用时要注意以下几点:
1)切割管子时,管子应夹持牢固,割刀片和滚轮与管子垂直,以防割刀片刀刃崩裂。
2)每次进刀时,不要用力过猛,背吃刀量以每次不超过螺杆半圈为宜,初割时进给量可稍大些,以割出较深的刀槽,防止刀刃崩裂,以后每次进给量应逐渐减少。
3)使用时,管子割刀各活动部分和被割管子表面均需加少量润滑油以减少摩擦。
4)根据被割管子的尺寸,选择适当规格的管子割刀,以免刀片与滚轮之间的最小距离小于该规格管子割刀的最小割管尺寸,从而导致滑块脱离主体导轨。
2.除锈与涂漆
为防止线管年久生锈,应对线管进行防锈涂漆,因此在线管敷设前,应将已选用的线管外的灰渣、油污与锈块等杂物清除干净。为了防止除锈后重新氧化,应迅速涂漆。常用的除锈去污方法有两种:
1)手工除锈法:用圆形钢丝刷,两头各绑一根长度适当的铁丝,将铁丝和钢丝刷穿过线管,来回拉动钢丝刷即可除去线管内壁的锈块。线管外壁的锈蚀可直接用钢丝刷去除。线管除锈后,立即在线管内外表面涂防锈漆。但在混凝土中埋设的管子外壁不能涂漆,否则影响线管与混凝土之间的结构强度。在除锈过程中,如果发现管壁上有砂眼、裂缝和塌陷等情况,应把有缺陷的部位锯掉。
2)压缩空气吹除法:在管子的一端注入高压压缩空气,吹净管内脏物。
3.保护管煨弯
(1)弯管器的选择 直径为25mm以下的薄壁管和直径为20mm以下的厚壁管,可用简易矩形木条弯管器来弯管。弯管时把线管嵌入木条上的斜口里,使标有记号的地方跟斜口的侧沿平齐,然后将钢管弯成所需角度,如图6-1所示。
直径在50mm以下的线管,可用弯管器进行弯曲。使用弯管器弯曲钢管时,脚要用力踩着钢管,然后逐渐移动弯管器棒,且一次弯曲的弧度不可过大,否则可能会弯裂或弯瘪线管,直至把管子弯成所需的弧度和角度,如图6-2所示。
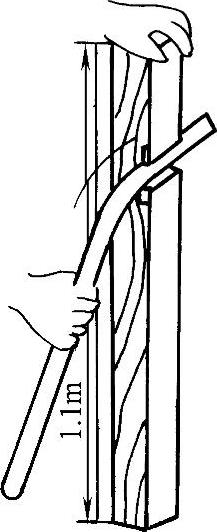
图6-1 用矩形木条弯管(www.daowen.com)

图6-2 用弯管器弯管
(2)煨弯方法的选择 凡管壁较薄且直径较大的线管,弯曲时,管内要灌满沙子,否则会把钢管弯瘪;若采用加热弯曲,管内要灌满干燥无水分的沙子,并在管两端塞上木塞,如图6-3所示。
弯曲有缝钢管时,可采用热弯法,并应将接缝处放在弯曲的侧边,作为中间层,切忌将焊缝放在弯曲处的内侧或外侧。因为,焊缝处在内侧,会受到压缩力的作用;处在外侧,会受到拉伸力的作用;而中间层在弯曲形变时,是既不缩短也不延长的,故焊缝作为中间层时就不易发生皱叠、断裂和塌陷等现象,如图6-4所示。
硬塑料管的弯曲通常也用加热煨弯法。加热时要掌握好火候,既要使管子软化,又不得烤伤、烤变色或使管壁出现凹凸状。对塑料管的加热弯曲有直接加热煨弯和灌砂加热煨弯两种方法。
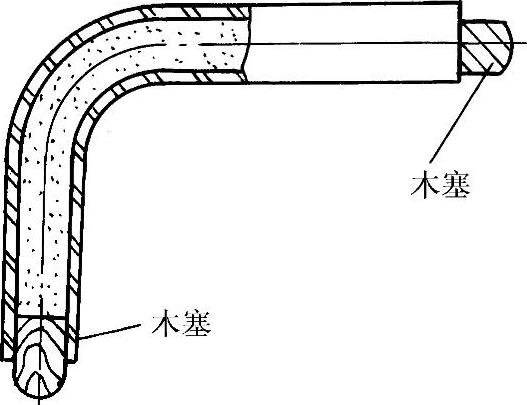
图6-3 钢管灌沙弯曲
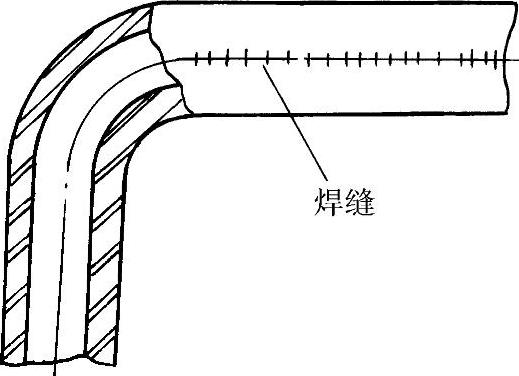
图6-4 有缝钢管的弯曲
1)直接加热煨弯:直接加热煨弯法适用于管径在20mm及其以下的塑料管。煨弯时先将管子放入烘箱内或放在电炉、喷灯上加热(加热时应均匀转动管子,不得将管烤伤、变色以及有显著的凹凸等现象),到适当温度后立即将管子放在平板或弯模具上煨弯。为加速硬化,可浇水冷却。
2)灌沙加热煨弯:灌沙加热煨弯法适用于管径在25mm及其以上的塑料管。对于这类内径较大的管子,如果直接加热,很容易使其弯曲部分变瘪。为此,煨弯前先用木塞将管子一端的管口封好,然后将干沙灌入管内,礅实后将另一端管口堵好,最后将管子加热到适当温度后放在模具上弯制成形,如图6-5所示。
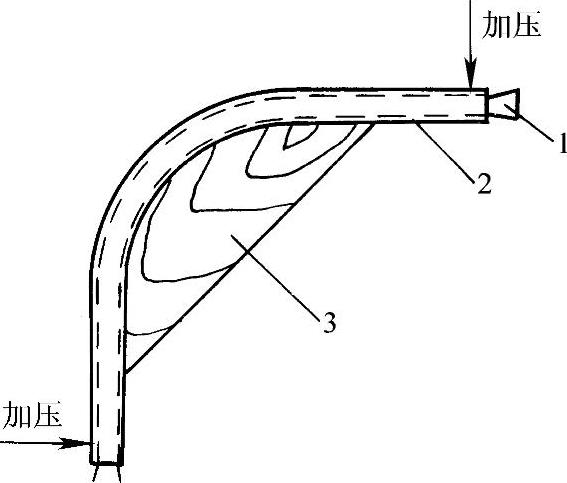
图6-5 硬塑料管加热煨弯法
1—木塞 2—硬塑料管 3—木胚具
4.保护管套螺纹
为了使管子与管子之间或管子与接线盒之间连接起来,需要在管子端部进行套螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







