
1.电弧焊的设备与工具
(1)电焊机 电焊机的主体是一台特殊变压器,叫做电焊变压器,也叫做交流弧焊机。它是按照变压器原理,将一次绕组中的较高电压和较小电流在二次绕组中变换成低压大电流,为焊条和电弧提供能源。电能通过焊条和电弧转换成热能,用于对工件的局部加热,使接触处的金属熔化。同时焊条熔化作为填充金属,使需要连接的两块金属连成一个整体。
焊接电流的大小,可以根据焊条的大小、形状、焊缝的深度和宽度进行调节。对常用的动铁式交流弧焊机,焊接电流的调整分为粗调和细调两种。粗调是调换接线板上的连接片,细调是调整露出电焊机罩壳外的手柄。摇动手柄,可调节位于电焊变压器动铁心的位置,以改变电焊变压器的漏磁通,从而调节输出电流的大小。
(2)焊钳和面罩 焊钳又叫做电焊钳,位于前端的钳口用于夹持焊条,后面的胶木绝缘手柄供操作用。面罩是操作人员的防护用具,用于遮滤电弧光,以保护操作人员的面部,特别是眼睛。面罩分为手持式和头戴式两种。在电气安装焊接中,手持式面罩用得更多。
2.焊条
焊条在电弧焊中作为填充焊缝的焊料。它的表面涂有一层较厚的固体助焊剂,用于焊接时除去焊接面上的氧化层。电工常用的是结构钢焊条。为适应不同厚度的需要,焊条的规格也有多种。一般说,焊条直径大小的选择是根据工件厚度而定的,工件越厚,焊条直径选得越大,通常焊条直径不应超过工件厚度。在施焊时,选用的焊条直径不同,焊接电流也不一样。如直径为3.2mm的焊条所需焊接电流为100~130A。
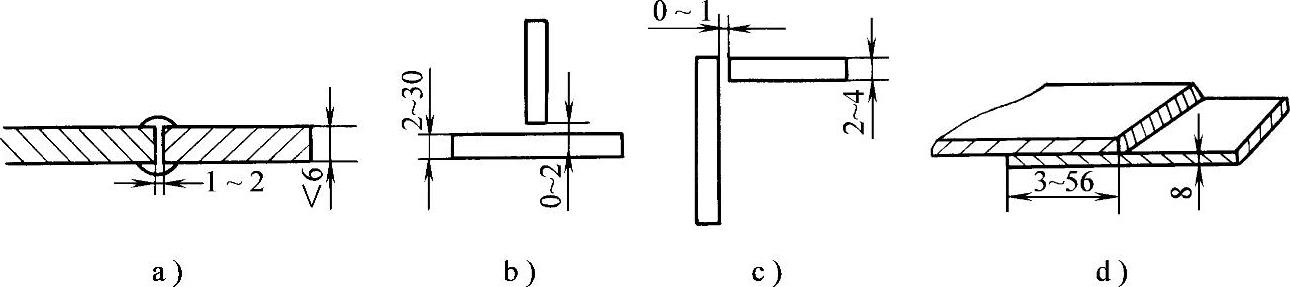
3.工件接头型式
根据电弧焊的性能特点以及焊件厚度和形状的不同,工件的接头型式有对接接头、T形接头、角形接头和搭接接头四种,如图1-6所示。焊接时,工件接头处的对缝尺寸为0~2mm,其大小与工件接头型式、焊件厚度和坡口型式有关。
4.焊接方式
工件的焊接方式按工件的结构、形式、体积和所处位置的不同,分为平焊、立焊、横焊和仰焊四种,如图1-7所示。
(1)平焊 焊缝位于水平位置。其优点是操作方法简单、方便、焊接速度快;缺点是熔融的金属液和熔渣容易相混,影响焊接质量。所以平焊时要边焊接,边用尖头锤敲掉焊渣。运条时注意掌握运条方向与工件成65°~80°夹角,如图1-7a所示。对需要焊接的工件,在焊接正面时,运条速度要慢,以便加大焊接深度和坡口宽度;焊接反面时,运条速度要适当加快,以减小焊缝宽度,使焊件牢固美观。
 (www.daowen.com)
(www.daowen.com)
图1-6工件的接头型式
a)对接接头 b)T形接头 c)角形接头 d)搭接接头
(2)立焊和横焊 与平焊相比,这两种焊接方式难度要大一些。因为这两种焊接位置很容易使熔融的液态金属因自重下淌,造成焊不透或积瘤成堆的现象。所以这两种焊接方式只能采用直径较小的焊条和较短的电弧施焊,焊接电流也应适当调小,运条角度如图1-7b、c所示。
(3)仰焊 与平焊相反,它是工件在上、焊条在下的一种倒立焊接。焊接时熔化的铁液很容易滴落,在电弧焊中技术难度最高。只能采用直径较小的焊条和较短的电弧施焊,运条角度如图1-7d所示。
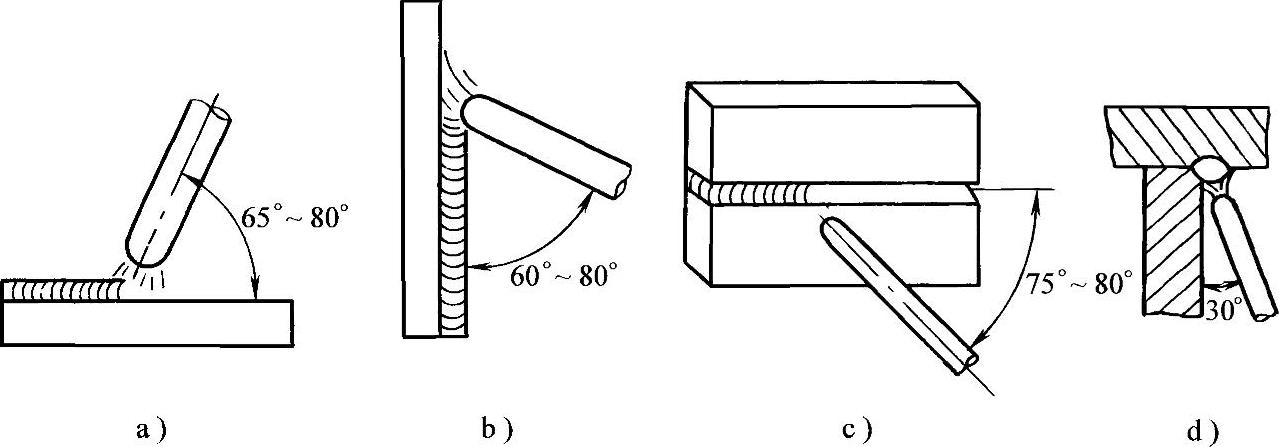
图1-7 焊接方式
a)平焊 b)立焊 c)横焊 d)仰焊
5.焊接引弧、运条及焊接安全要求
(1)焊接引弧 焊件定位后,将接通焊接电源的焊条在焊件上引燃电弧(简称引弧)。引弧的方法有划擦法和接触法两种。划擦法是将接通焊接电源的焊条前端对准焊缝,握电焊钳的手腕轻微扭转,像划火柴一样,使焊条在焊件表面划擦,焊条前端落入焊缝范围,并将焊条向上提起3~4mm,电弧即可引燃。接着将电弧长度(即焊条与焊缝之间的距离)保持在与焊条直径相应的范围内,并运条焊接。接触法是将接通焊接电源的焊条前端对准焊缝,使焊条前端轻触一下焊件表面后,迅速向上提起3~4mm,即可引弧。其电弧长度的控制与划擦法相同。
(2)运条 如果引弧时出现焊条与焊件粘连,可用电焊钳将焊条左右扳动,使其脱开工件。若不能奏效,可使电焊钳脱离焊条,待其冷却后,用手扳下。电弧引燃后,将电弧稍微拉长,给焊件加热,然后缩短焊条与焊件之间的距离,使电弧长度适当后,开始运条。运条时焊条前端按三个方向移动:第一,随着焊条的熔蚀,其长度渐短,应逐渐向焊缝方向送进,送进速度应与焊条熔化速度相适应;第二,焊条横向摆动,以扩宽焊接面;第三,使焊条沿着焊缝,朝着未焊方向前进。在焊接过程中,这三个动作应有机配合,方能保证焊接质量。当焊缝焊完时,焊条前端在焊缝终点作半径很小的圆周运动,待金属液填满弧坑后,提起焊条,终止焊接,最后用尖头锤敲去焊渣,检查焊点质量,看是否符合要求。
(3)焊接安全要求 在使用电弧焊时,应进行安全操作。第一,下列场合不准使用电弧焊:5m以内堆有易燃易爆物品的场所;装有气体或液体的压力容器;距带电体3m以内的场所;密封或盛装有物质性质不明的容器;具有两级以上风力的环境。第二,为确保操作人员安全,施焊时必须戴好面罩,穿好工作服,戴上脚盖和手套;潮湿环境下,应穿好绝缘鞋;电焊机外壳应良好接地;焊条必须完好无损。第三,焊接现场,应准备足够的消防器材。如需照明,应用36V以下的安全灯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






