1.切割方法
目前的水射流切割方法有低压和高压水射流两种。
低压水射流切割是将高压水(14~69MPa)和切割磨料首先在一加压储罐内进行预混合,然后将混合好的磨料液浆经过一软管直接送到割枪内进行切割,如图6-17所示。被切割工件可以在远离切割电源500m处或者水下进行切割。
高压水射流切割是将高压水(大于240MPa)和干燥磨料分别通过各自软管输送,然后在割枪的混合腔内进行混合,并完成物件的切割加工,如图6-18所示。被切割加工工件一般在切割电源附近进行。
低压和高压水射流切割在相同条件下进行切割加工时,前者水和切割磨料的消耗仅为后者的1/8~1/3;从割枪的结构上看,低压水射流切割的割枪相对简单些;从能量消耗来看,低压水射流切割所耗能量较小。所以目前低压水射流切割为最有效的切割工艺。
2.切割磨料
水射流切割所用的磨料,主要有金刚砂、橄榄石、石榴石、炼铜炉渣和氧化物。其中炼铜炉渣较为理想,一是它的价格低,只有精钢砂的1/8~1/10;更主要的是它的切割速度比金刚砂快30%。这是由于炼铜炉渣的颗粒比较尖锐,在切割过程中,当它们与切割工件相撞后被破碎,从而形成较多的切割刀。另外,用金刚砂进行水射流切割时,切割磨料容易嵌入母材,从而对切割处的某些性能,如焊接接头力学性能,会产生不良影响,而用炼铜炉渣作为切割磨料就能克服这一瑕疵。
一般要求切割磨料的粒度为0.2~1.5mm,这主要取决于切割喷枪的喷嘴直径。切割磨料可收回,反复使用2~3次,然后经过筛选,将过分细碎磨料去掉。
3.切割喷嘴所用材质
对于切割喷嘴除了有足够韧性和硬度外,更主要是有良好的耐磨性,才能有效地减小切割喷嘴的磨损,从而提高其使用寿命。由于喷嘴内径的磨损,将使切口的缝隙变宽,导致切口断面的垂直度降低。通常选用钨、硅或者硬质合金作为切割喷管的材料,但使用寿命均不够理想,目前认为选用蓝宝石作为喷管的材料较为适合。
4.切割工艺
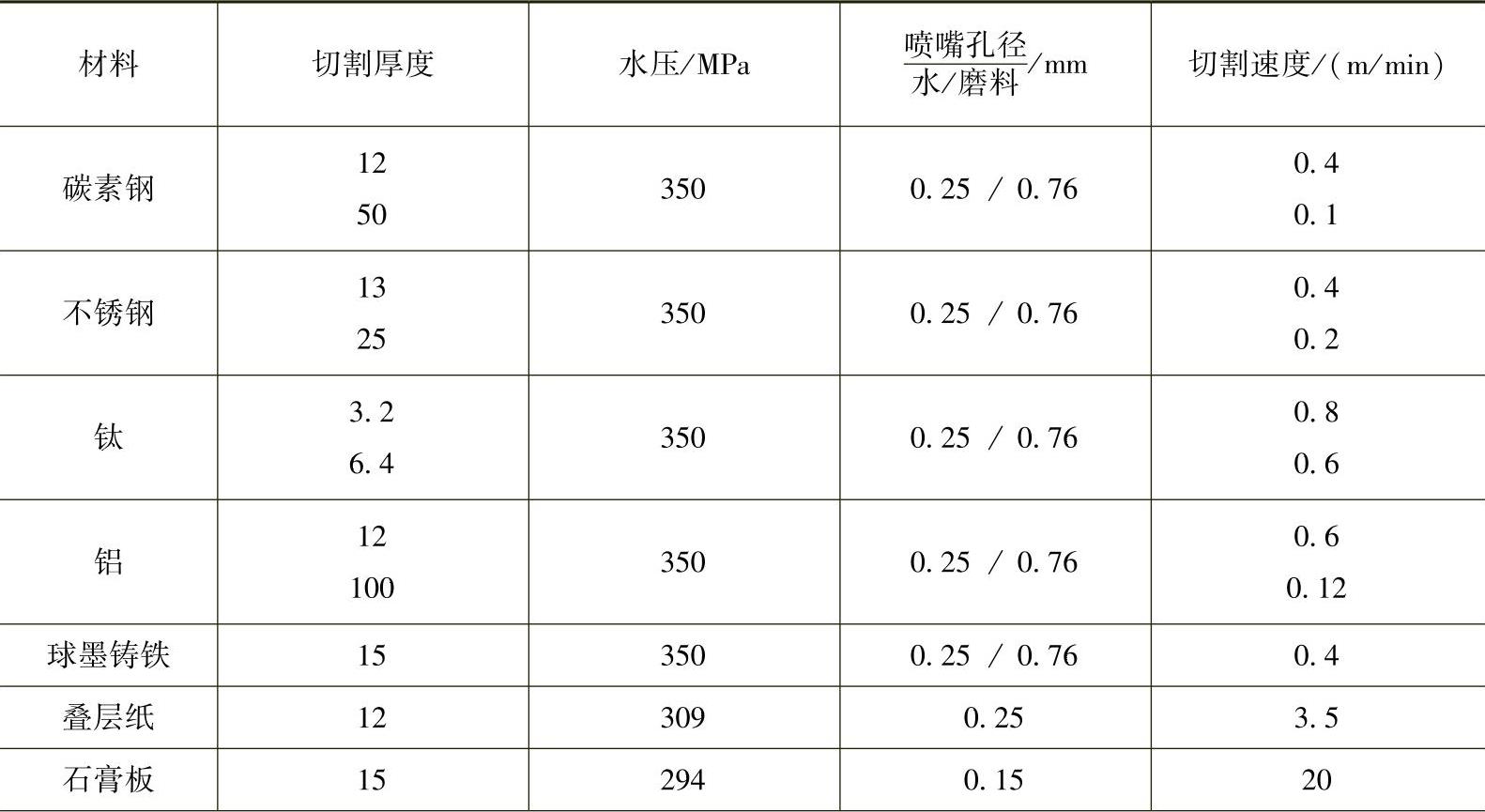
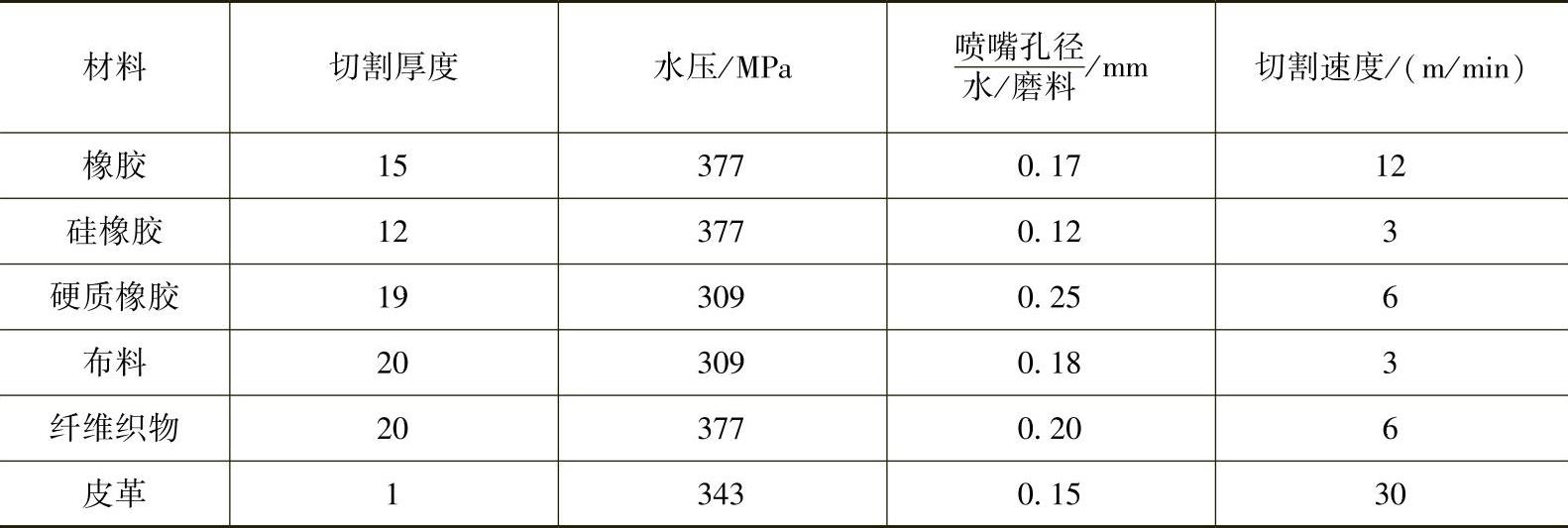
水射流切割常用的切割材料及其切割工艺参数见表6-23。(www.daowen.com)
表6-23 常见材料水射流切割速度
(续)
以低压水射流切割工艺对不同厚板奥氏体型不锈钢切割进行了试验:切割喷嘴孔径为1mm,水压为69MPa,切割速度与切割深度、切割深度与切割磨料用量之间的关系如图6-19和图6-20所示(材料为18-8型不锈钢,钢板厚度为3mm)。
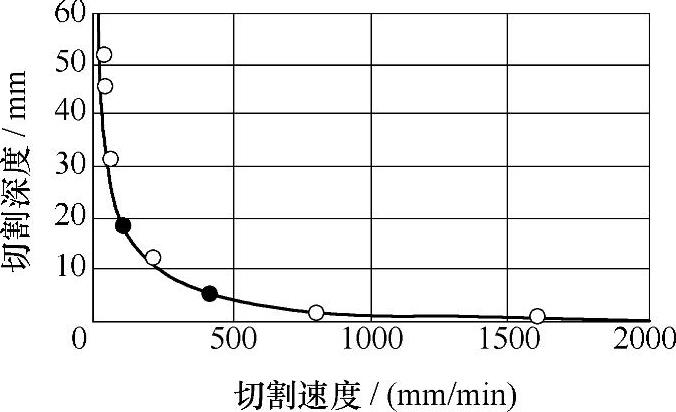
图6-19 切割速度与切割深度和关系
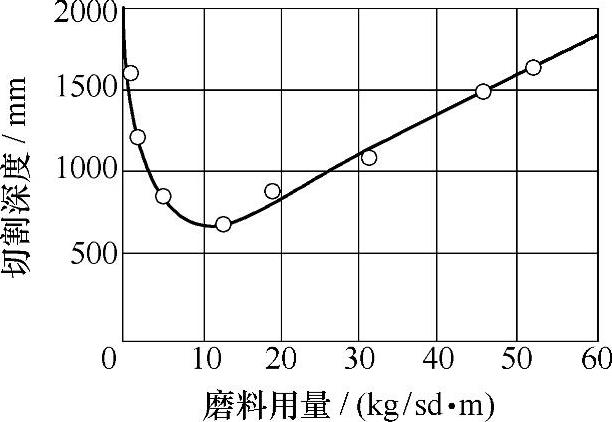
图6-20 切割深度与磨料用量的关系
鉴于水射流切割已发展为一种精密加工工艺,它对设备提出了高精度的要求,水射流切割机将是一台精密加工机床。这种设备的技术特性完全相当于精密的激光切割机。它由高压水射流发生器(增压装置)、水刀切割头、数控切割平台、CNC控制器系统以及计算机、控砂辅助装置等组成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





