【摘要】:(一)水下等离子弧切割要解决等离子弧切割过程中空气污染和噪声的问题,有一种有效的方法,即采用水下等离子弧切割。该方法就是将待切割板材平放在装有水的切割池内,采用特殊的等离子弧割枪进行水下切割。切割时,等离子弧切割枪浸入水面约100mm,隔绝了切割过程中产生的有害烟尘并且减少了噪声。精细等离子弧切割喷嘴的结构与普通等离子弧切割喷嘴的结构的对比如图6-15所示。
(一)水下等离子弧切割
要解决等离子弧切割过程中空气污染和噪声的问题,有一种有效的方法,即采用水下等离子弧切割。该方法就是将待切割板材平放在装有水的切割池内,采用特殊的等离子弧割枪进行水下切割。切割时,等离子弧切割枪浸入水面约100mm,隔绝了切割过程中产生的有害烟尘并且减少了噪声。水下切割还可以消除薄板的切割变形、提高切口质量和杜绝由于热切割带来不锈钢对腐蚀的影响。但增加了对设备的投资成本,如要添加专用的密封水槽和大容量循环水泵等设备。
(二)数控精细等离子弧切割
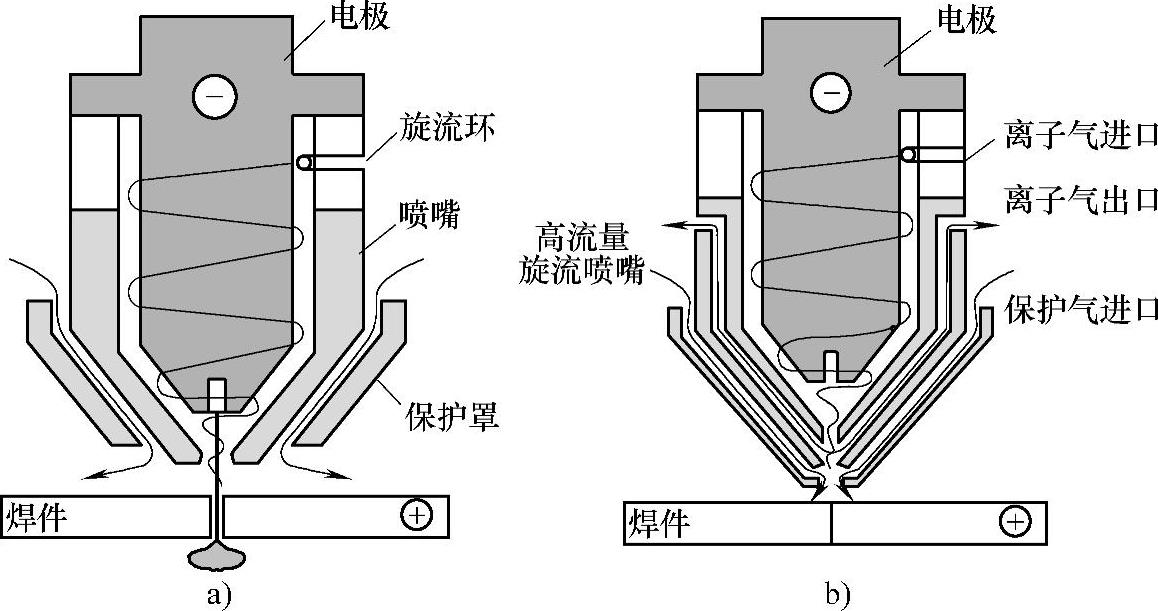
它具有切割尺寸精度高、切割切口窄和倾斜小、挂渣少、切割表面光洁及切割热变形小等特点,但它必须要有高精度切割的等离子弧切割设备,其中要有特殊的等离子弧切割电源和割炬。精细等离子弧切割喷嘴的结构与普通等离子弧切割喷嘴的结构的对比如图6-15所示。
 (www.daowen.com)
(www.daowen.com)
图6-15 普通等离子弧割枪喷嘴和精细等离子弧割枪喷嘴结构的对比
a)普通等离子弧割枪 b)精细等离子弧割枪
从图中可以看到,精细等离子弧切割喷嘴的结构为三层结构的喷嘴,能将等离子弧的能量高度集中,高度集中的能量为普通喷嘴的两倍左右;同时延长了喷嘴的寿命,降低了生产成本。这种专用的设备国外已有厂家生产,它可以切割的不锈钢最大厚度为16mm,已引起国内外从事精密制造焊接结构的企业关注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





