空气等离子弧切割有单一空气式和复合式两种形式。其切割原理和割枪如图6-14所示。
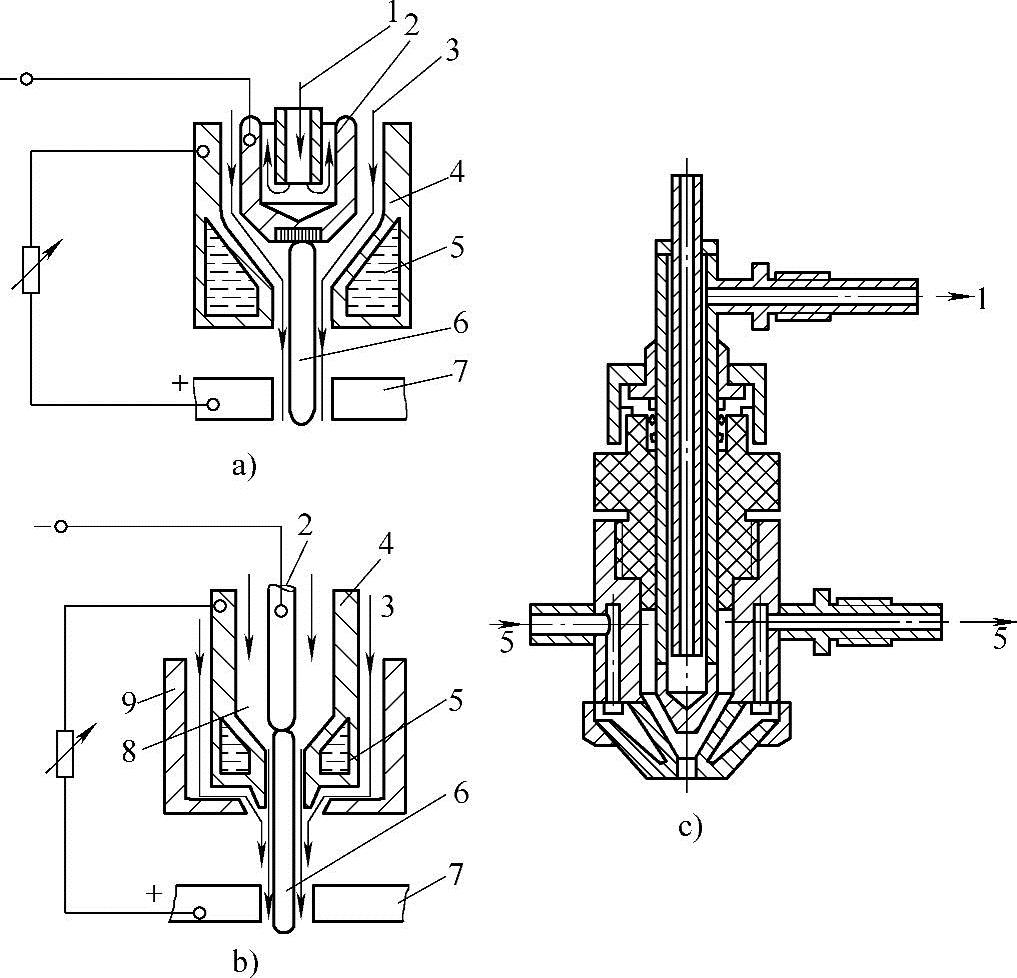
图6-14 空气等离子切割原理及割枪
a)单一式空气切割原理 b)复合式切割原理 c)典型单一式空气割枪
1—电极冷却水 2—电极 3—压缩空气 4—镶嵌式压缩喷嘴 5—压缩喷嘴冷却水 6—电弧 7—工件 8—工作气体 9—外喷嘴
(一)单一式空气等离子弧切割工艺
它是利用空气压缩机提供的压缩空气作为工作气体的等离子弧切割法。这种形式的空气等离子弧切割的成本低,气体来源方便。压缩空气在电弧中加热后分解和电离,生成的氧与切割金属产生化学放热反应,加快了切割速度。充分电离的空气等离子体的热焓值高,因而电弧能量大,与一般等离子弧切割相比,其切割速度快,特别适合切割30mm以下的不锈钢、碳钢、铝及其他材料。
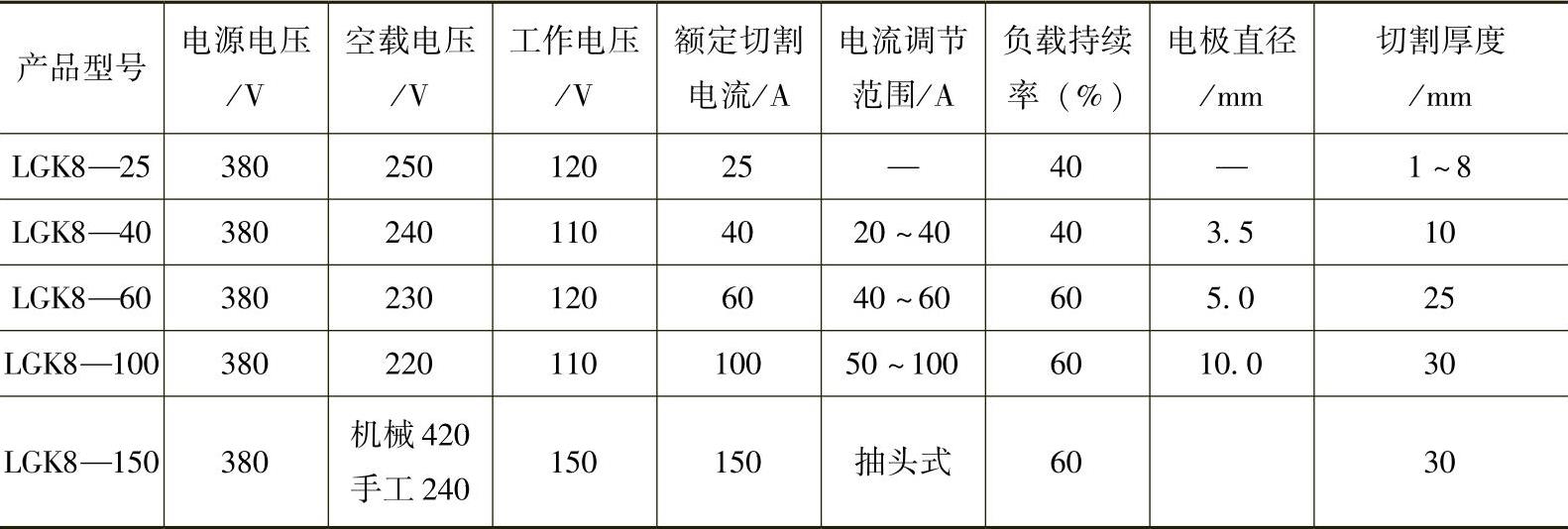
几种国产空气等离子弧切割机的技术参数见表6-16。
表6-16 几种国产空气等离子弧切割机的技术参数
 (www.daowen.com)
(www.daowen.com)
这种切割方法的电极受到强烈的氧化腐蚀,导致电极损耗严重,所以不能采用通常的纯钨电极或氧化钨电极。一般采用铜座中镶嵌的纯锆或纯铪电极。即使采用纯锆或纯铪电极,它们的工作寿命一般也只有5~10h,就得更换新的电极。
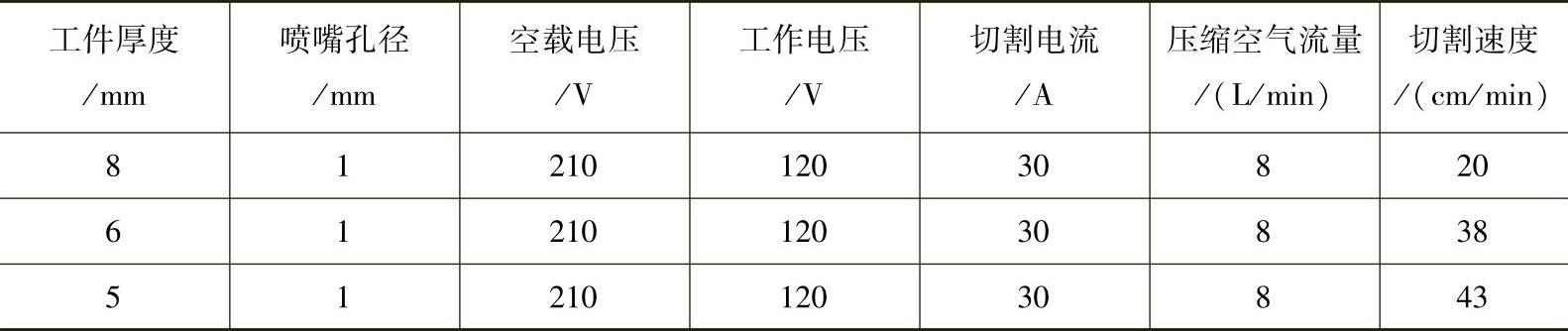
表6-17列出了空气等离子弧切割不锈钢钢板的工艺参数。
表6-17 空气等离子弧切割不锈钢钢板的工艺参数
空气等离子弧除能切割不锈钢板外,还可以对不锈钢焊缝进行清根。等离子弧清根是利用高能量等离子弧将金属熔化,然后由离子气体吹走熔化金属,意图形成一个较为光滑的清根表面,其表面无渗碳现象,不需要打磨,可直接施焊。
某公司曾在04Cr13Ni5Mo马氏体不锈钢板上进行试验,取样尺寸为200mm×80mm×40mm板材,分别用空气等离子弧和机械加工开V形坡口,取相同的焊接材料和焊接参数施焊,进行对接裂纹试验。试验结果表明:用两种方法加工的坡口,在室温下均出现少量的断面裂纹;试样进行50℃预热、焊接,均没有出现裂纹。说明用空气等离子弧开坡口对焊接接头的焊接均无不良影响。切割用的等离子弧具有能量非常集中、弧短和弧硬的特点。用它来清根,弧柱经过之处有深而窄的沟槽,但很难清理出光滑表面,这是由于弧硬的原因;假若等离子弧太软又会导致喷嘴的压缩效应不好。由于不锈钢熔化金属的流动性差,加之其导热性又差,造成切口底部过热,切口中内残留的未吹走熔化金属就与切口下部熔合成一体,冷凝固后形成很难清除的熔瘤。为此,该公司技术人员经过多次摸索探讨,研制了一种合适的喷嘴,使等离子弧的软硬程度适中,能维持足够的弧长,便于清根。这样,等离子弧既有较高的清根效率又有较高的电弧稳定性;同时又可以得到较光滑的切割表面,也不会产生焊瘤且易清除熔渣。
(二)复合式空气等离子弧切割工艺
复合式空气等离子弧切割的原理是采用内外二层喷嘴,内喷嘴内通入常用的工作气体,外喷嘴内通入压缩空气。这种切割方法的优点在于:一方面利用压缩空气在切割区进行化学放热反应,提高切割速度:另一方面又避免了空气与电极的直接接触,以减少电极的损耗,可采用纯钨或铈钨(铼钨)作为电极。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






