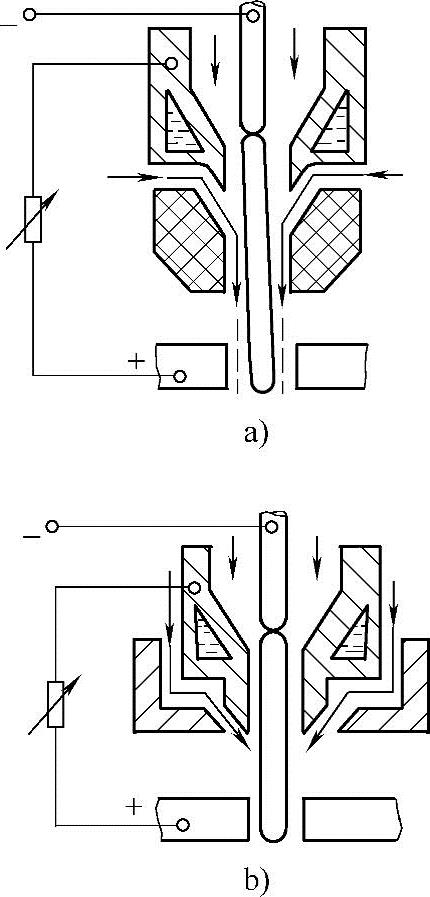
图6-11 水再压缩空气等离子弧切割原理
a)径向进水式切割原理 b)轴向进水式切割原理
(一)水再压缩空气等离子弧切割的特点
水再压缩空气等离子弧切割原理如图6-11所示。它除了从割枪中喷出工作气体外,还要伴随有高速流动的水束喷出,共同迅速地将熔化金属排出。高压高速水流在割枪中,一方面对喷嘴起冷却作用,同时对电弧起到再压缩作用,形成一个高度压缩的、具有高能量密度的等离子弧柱,这个弧柱直接冲向待切割工件。由于水喷射到切口两边的金属上,使切口两边避免过度熔化,由于切口垂直,又减少了热影响区。喷入切口内的水一部分被等离子弧的高温分解成氢和氧,它们与工作气体共同组成切割气体,使等离子弧具有更高的能量;另一部分未被电弧蒸发和分解的水,对电弧有强烈的冷却作用,使等离子电弧的能量更为集中,因而可增加切割速度。
(二)对割枪的要求
高速水流进入喷嘴的方式有两种:一种是高压水流径向进入喷嘴孔道后再从割嘴中心喷出;另一种为轴向进入,从喷嘴外围环形水道进入,再从割枪喷出。
轴向进水式割枪如图6-12所示。电极采用直径为6mm铈钨极,磨成与内喷嘴一样的角度(30°),用银基钎料将电极25与电极嘴4钎焊好,再焊到冷却套管9上,这些焊缝都不允许有渗漏现象。冷却水由冷水管中流进,从内冷却水管11和冷却套管9的间隙中流出。这种冷却方式只要冷却水量足够,电极工作数小时后表面仍呈白亮光泽,很少有烧损现象。
水再压缩空气等离子切割枪比普通等离子切割枪增加了一个外喷嘴,等于加长了等离子弧压缩孔道,提高了对电弧的压缩效应。外喷嘴在切割过程中,喷嘴距离与被切割金属较近,有可能溅上金属熔渣而产生双弧。为了防止这种情况发生,在纯铜嘴外边喷涂一层Al2O3的绝缘层(厚约0.2mm),如果采用陶瓷材料做成外喷嘴则更为理想。
(三)切割工艺
可使用整流等离子弧切割电源,其空载电压为400V或更高,可达600V,视切割条件而定。使用工作电压为100~250V、工作电流为100~150A的电源来切割不锈钢时,可以完全消除挂渣,切口上部边缘无圆角,形成锐边,切口很窄,切口垂直度也能达到要求。如切割板厚8mm的18-8型不锈钢板时,切口宽度为4mm,切口切面上无褪色现象,切口白亮,保持金属原有光泽。
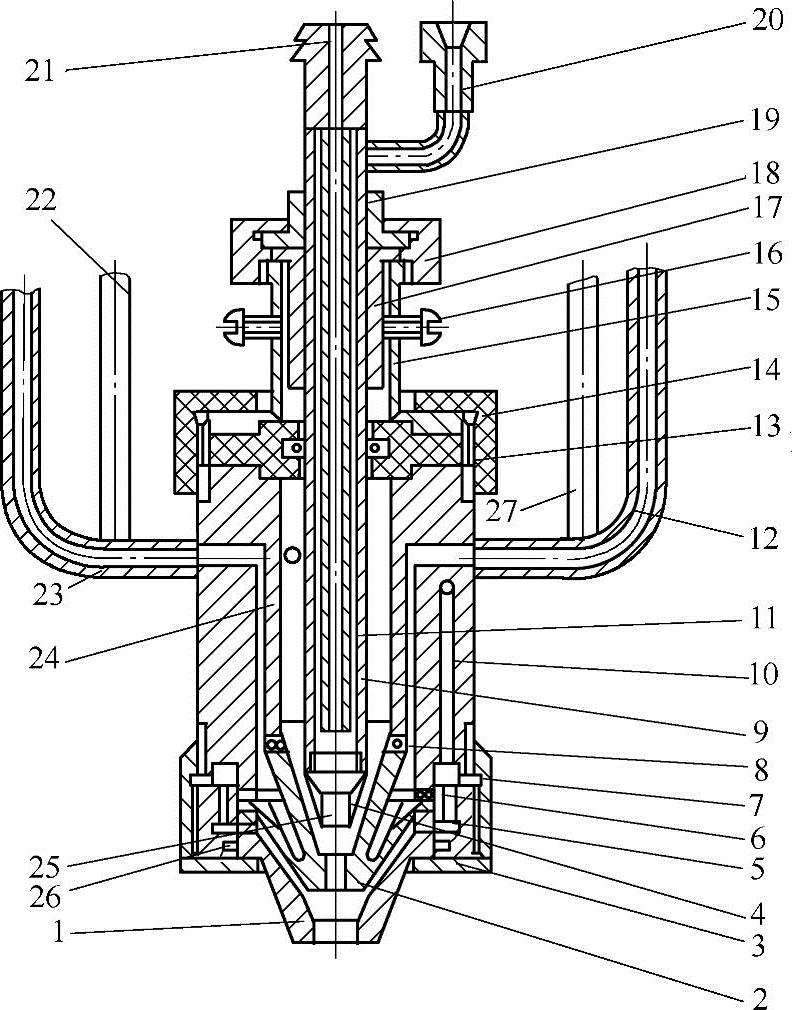
图6-12 水再压缩空气等离子弧轴向进水式割枪结构示意图
1—外喷嘴 2—内喷嘴 3—下元宝螺母 4—电极嘴 5—水罩 6—密封圈 7—密封圈 8—密封圈 9—冷却套管 10—下枪体水套 11—内冷却水管 12—进水管 13—绝缘套 14—上元宝螺母 15—上枪体 16—调心螺钉 17—中心套 18—固定螺母 19—调节螺母 20—出水嘴 21—进水管 22—进气管 23—出水管 24—切向进气孔 25—电极 26—密封圈 27—压缩水管
水再压缩空气等离子弧切割时,使用氮气时的流量要比用普通等离子弧切割时小一些。
在一定功率条件下,压缩水流增加,切口明显变亮、变直,但水流量也有一个最佳值。水流量过大时,由于电弧压缩过度,带走热量太多,造成电弧变短而不稳定,增加了挂渣,甚至切割不下来。一般压缩水用量为0.5~1.5L/min,由自来水供给即可。
切割电流和电压对切割质量有明显的影响:当等离子弧切割功率提高时,切割速度和切割厚度相对增加。事实证明,在能割透的前提下,用大输入功率高速切割与用小输入功率低速切割相比,前者能得到更优质的切口。在增加切割厚度时,若仅增加切割电流,则弧柱变粗,易烧坏喷嘴;如果在增大切割电流的同时增大气体和压缩水流量,则同时改变了电弧电压,也就明显地提高了切割能力,还能保持良好的切割质量。(https://www.daowen.com)
起割开始时,喷嘴与受割工件表面的距离一般应不小于6mm,但大于10mm时起弧困难。切割过程中,可以使喷嘴与受割工件表面距离发生变化,距离最远可达20mm。这时,电弧仍然稳定,且切口质量不变。
用水再压缩空气等离子弧切割几种金属的典型参数,见表6-15。
表6-15 水再压缩空气等离子弧切割几种金属的典型切割参数
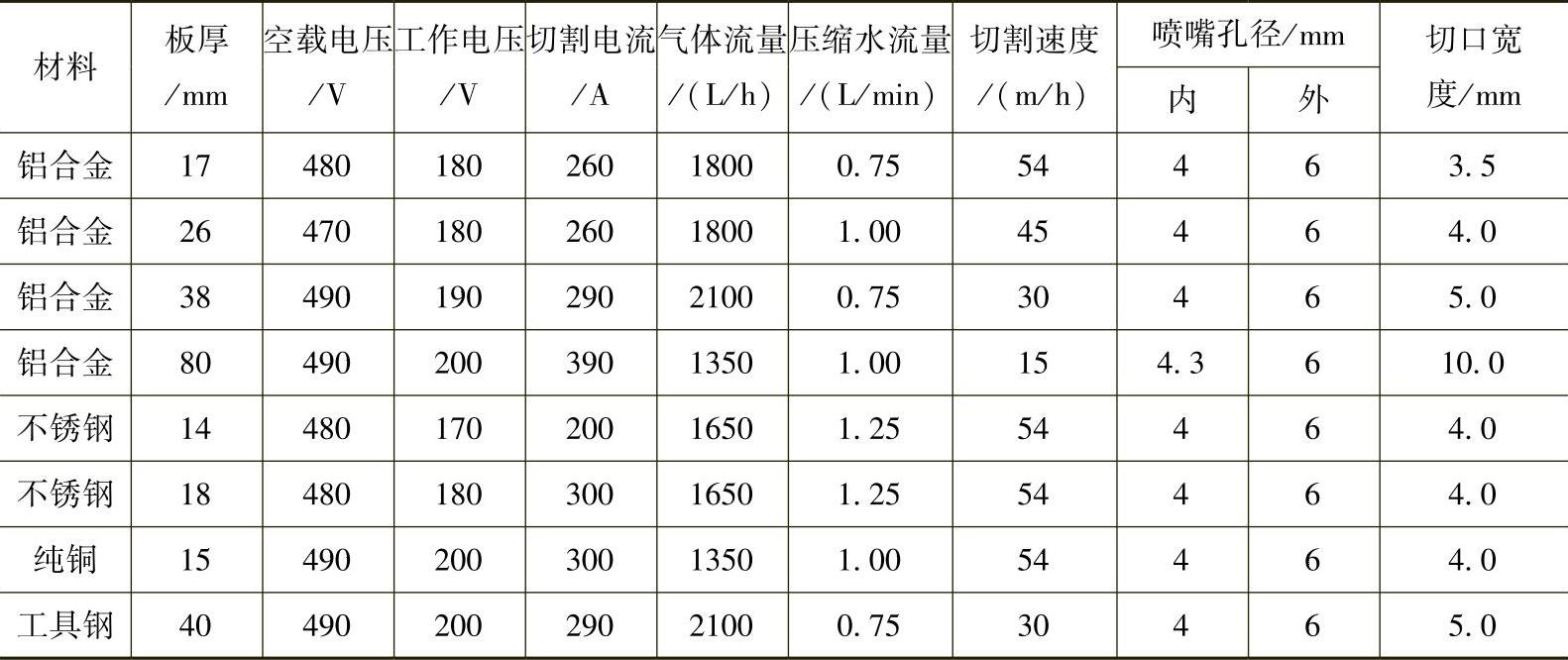
注:1.空载电压一栏的数据是电压表指示的读数,包含有回路保护系统中电容对电压的影响。
2.喷嘴到工件的距离和电极直径均为6mm。
3.切口质量要求优良。
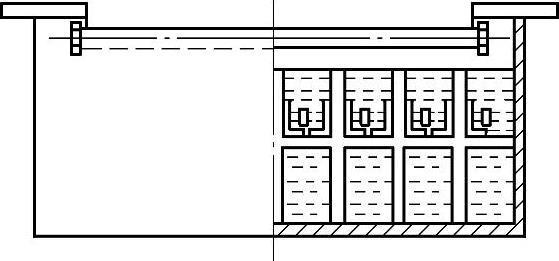
图6-13 水净化工作台
(四)评价
1.切口质量分析
对18-8型不锈钢钢板切割面进行检查,测得热影响区宽度只有0.02mm。这时由于水的冷却作用和切割速度增快,导致切口热影响区变窄的原因。对其切口可以直接进行焊接,将焊接接头进行耐蚀性检查,没有发现有晶间腐蚀的倾向。
由于水冷却被割工件,使被割工件切口平整,且割后工件热变形小,切口宽度也比一般等离子弧切割口窄。
2.对环境保护分析
一般等离子弧切割时会产生大量的金属蒸气粉尘和有害气体,吸入人体会影响操作者的身体健康,即使采用抽风除尘装置,也不可能根治环境污染和切割过程中很大的噪声。若采用水净化工作台,如图6-13所示,可以解决这个问题。切割时,将工件放在水净化工作台的水槽上,槽中加水,水面距离被割工件约20mm,直至接触被割工件。水再压缩空气等离子弧切割时,从喷嘴内喷出的水形成一个锥状水帘包围在等离子弧周围,从割枪出来的高速气体与切割过程中产生的氧化物微粒进入大气以前,就随水进入槽中,全部沉入槽底,不会飞向周围大气之中。例如,切割厚为38mm的18-8型不锈钢钢板时,用一般等离子弧切割时,每切割长度25mm的切口会产生10g微尘;而用水再压缩空气等离子弧切割再配备水净化工作台时,切割相同长度所产生的微粒烟尘只有0.11g。
由于水和气体混合,还可以减少有害气体二氧化氮。在使用水再压缩空气等离子弧切割机和水净化工作台时,如果把水加到最佳位置,可将进入周围空气中的二氧化氮降低80%,同时还可以降低等离子弧切割时的噪声。假若被割工件位于水下200mm左右进行切割时,利用水的特性,可以使切割噪声降低15dB左右,并能吸收切割过程中所形成的强烈弧光、金属粒子、灰尘、烟气和紫外线等,大大改善工作环境卫生,有利于操作人员身体健康。当然,此时由于看不到切割线,只能用机械切割,这也是等离子弧切割发展的方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




