等离子弧按压缩电弧的形式不同,可分为转移型和非转移型两种电弧。通常用转移型等离子弧切割机来切割金属材料,其切割原理和典型割枪的示意图如图6-10所示。
(一)设备的组成
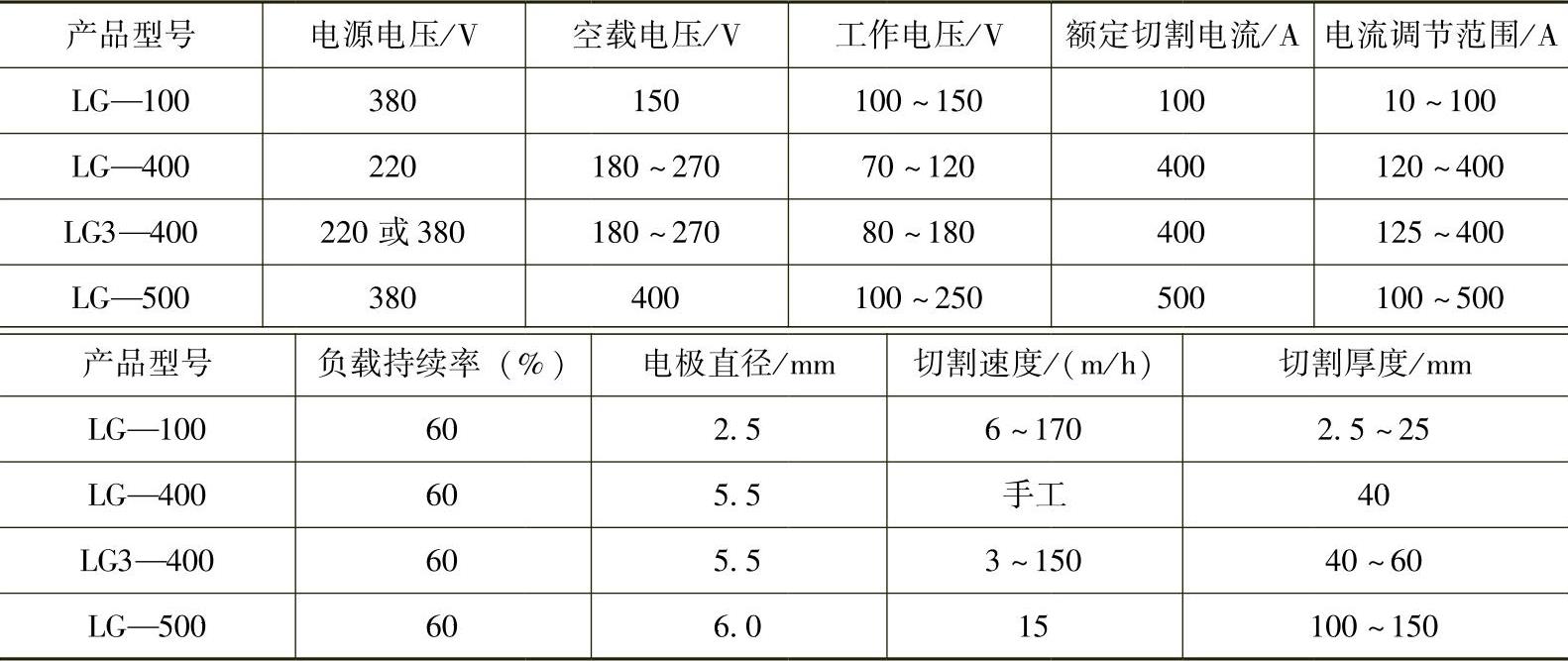
等离子弧切割机有手工和机械两类。其设备由电源、割炬、控制系统、气路系统及水冷系统组成。机械切割机带有速度可调的切割小车。手工切割机目前有LG—400等型号,可用于直线和各种几何形状的手工切割,切割不锈钢材的最大厚度为40mm。机械等离子弧切割机目前有LG3—400等型号,可以自动地切割直线和圆形,也可以通过仿形和数控装置来切割任何形状的工件,切割不锈钢的最大厚度为40~60mm。其切割圆的直径从200mm到1000mm。国产几种等离子弧切割机的技术参数见表6-9。
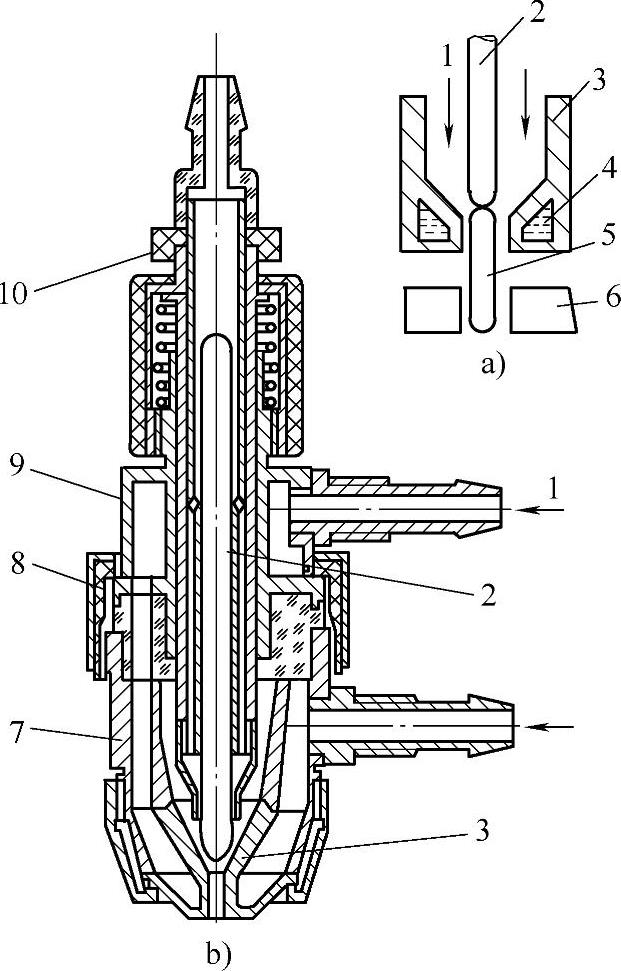
图6-10 一般等离子弧切割的原理与割枪
a)切割原理 b)典型割枪
1—气体 2—电极 3—喷嘴 4—冷却水 5—电弧 6—工件 7—下枪体 8—绝缘螺母 9—上枪体 10—调整螺母
表6-9 几种等离子弧切割机的技术参数
等离子弧切割枪与等离子弧焊焊枪相同。一般由电极、电极夹头、喷嘴、冷却水套、中间绝缘体和气、水管等组成。割枪中工作气体的进入可以轴向通入或切线旋转吹入,或者两者组合吹入。用得最多的是切线旋转吹入式送气,它对等离子弧的压缩效果最好。割枪中电极要与喷嘴保持同轴,喷嘴内同时要通过工作气体和切割气体,所以对喷嘴的质量要求较高。它关系到切割能力、切口质量和喷嘴的寿命。过去通常采用钍钨丝棒(牌号为WT—15或WT—20)作为电极材料,但放射元素对人体健康有影响,现在已停止使用。值得推荐的是铈钨丝棒(WCe—20~WCe—40)和铼钨丝棒(W—1Re或W—3Re)材料。电极直径的选择与最大许用电流有关,见表6-10。
表6-10 不同直径电极的许用电流

(二)工艺参数的选择
1.气体的选择
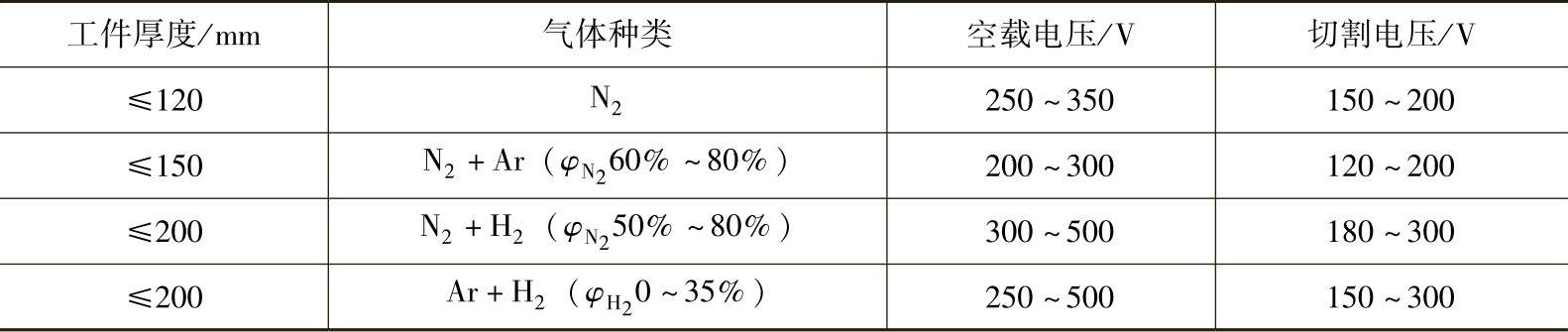
目前等离子弧切割常用的气体有氮、氢、氩及其混合气体,见表6-11。其中氮气价格最低,使用时危险性小,应用最为广泛。要选用国家标准(GB/T 3864—2008)的氮气,否则易烧损喷嘴和电极。切割气体在弧柱和喷嘴内壁之间起隔热和绝缘作用,对电弧进行压缩,保证电弧稳定燃烧;同时又是电离介度和电弧的热导体,使工件加热后迅速熔化;并且通入的气体还对电极起到冷却作用。在同样的工艺条件和相近的工艺参数下,氮气气体流量对切割质量的影响参见表6-12。
表6-11 等离子弧切割常用气体的选择
 (www.daowen.com)
(www.daowen.com)
表6-12 氮气流量对切割质量的影响

2.工艺参数
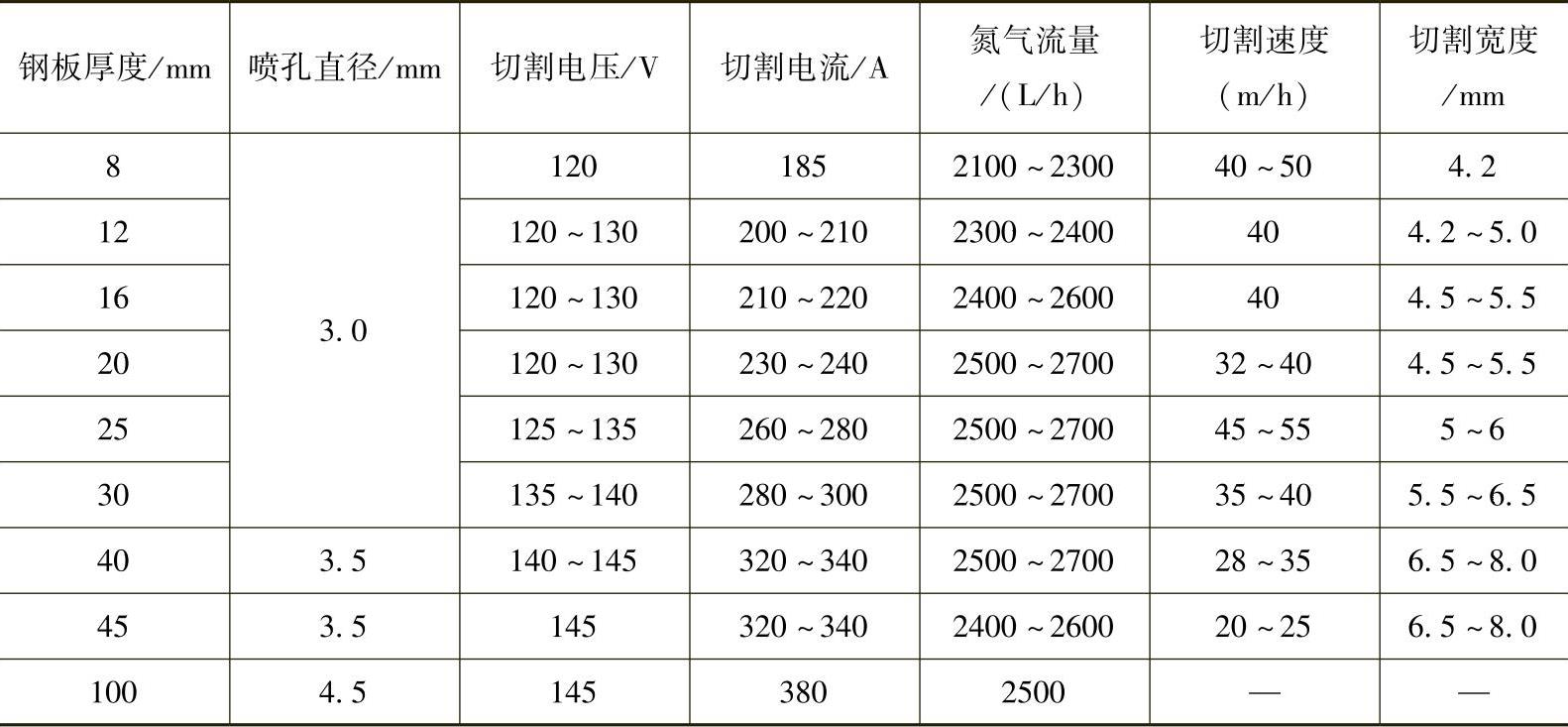
用等离子弧切割不锈钢时,切割工艺参数要选择适当,可以使切割的金属表面光滑,挂渣不严重,切口缝隙狭窄。有关切割不锈钢板的工艺参数见表6-13。如果参数选择不当,除了切割质量不能得到保证外,还会在切割过程中产生双弧现象,甚至中断切割,严重时烧损喷嘴和电极。
表6-13 等离切子弧切割不锈钢的工艺参数
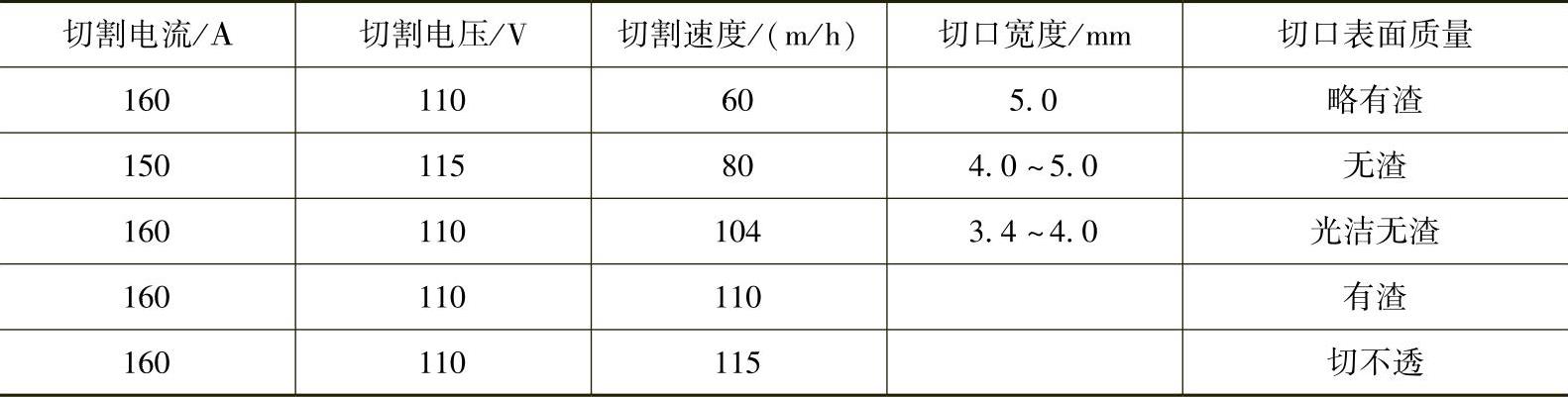
切割速度是影响切割质量的重要因素。在功率不变的情况下,提高切割速度,可使切口受热小,切口变窄,热影响区缩小。但切割速度过快,不能割透工件。若切割速度太慢,除生产效率低外,还会造成切口表面粗糙和挂渣现象。切割速度对切割质量的影响见表6-14。
表6-14 切割速度对切割质量的影响
3.操作技术
切割前应将起割点清理干净,保持良好导电状态。对于大厚度工件,最好用小电弧在起割点预热一下,然后再进行切割。
切割应从工件边缘开始,待工件边缘割穿后再移动割炬。若不允许从板的边缘切割,则应事先在切割钢板的待切割起点处钻直径约1~5mm的小孔,否则由于等离子弧强大的吹力,使熔渣四下飞溅,操作难以进行。
电极尖端至喷嘴端面的距离控制在10~15mm。合适的距离可以使电弧在喷嘴内得到良好的压缩,能量集中,从而提高等离子弧的温度,增大切割能力。
喷嘴至工件距离不大于10mm。距离过大会影响电弧功率的有效利用,使切割能力降低;距离过小,使操作者难以控制。
割炬在整个切割过程应与受割工件表面保持垂直,不然切口发生偏斜且不光洁,还在切口底面易造成熔瘤。为了提高切割质量和增加生产效率,通常可将割炬在切口所在平面内向切割方向相反的方向倾斜一个角度(0~45°)。切割薄板时,后倾角应大些,切割厚板时,后倾角应小些。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





